Навигация
Безопасность жизнедеятельности на литейном цехе
14600
знаков
0
таблиц
0
изображений
Кафедра безопасности производства и фармакологии.
Контрольная работа
по дисциплине: Безопасность жизнедеятельности
Безопасность жизнедеятельности на литейном цехе.
Содержание
Введение
1. Воздух производственной среды литейного цеха
2. Создания санитарно-гигиенических условий труда в литейных цехах
3. Средства обеспечения оптимальности параметров воздуха рабочей зоны
Заключение
Список использованной литературы
Введение
Литейный цех является одним из цехов машиностроительного производства, продукцией которой являются отливки, получаемые в литейных формах при заполнении их жидким сплавом. Методами литья изготовляется в среднем около 40% (по массе) заготовок деталей машин, а в некоторых отраслях машиностроения, например в станкостроении, доля литых изделий составляет 80%. Из всех производимых литых заготовок машиностроение потребляет примерно 70%, металлургическая промышленность — 20%, производство санитарно-технического оборудования — 10%. Литые детали используют в металлообрабатывающих станках, двигателях внутреннего сгорания, компрессорах, насосах, электродвигателях, паровых и гидравлических турбинах, прокатных станах, сельскохозяйственных машинах, автомобилях, тракторах, локомотивах, вагонах. Значительный объём литых изделий, особенно из цветных сплавов, потребляют авиация, оборонная промышленность, приборостроение. Широкое применение отливок объясняется тем, что их форму легче приблизить к конфигурации готовых изделий, чем форму заготовок, производимых др. способами, например ковкой. Литьём можно получить заготовки различной сложности с небольшими припусками, что уменьшает расход металла, сокращает затраты на механическую обработку и, в конечном счёте, снижает себестоимость изделий. Литьём могут быть изготовлены изделия практически любой массы — от нескольких г до сотен т, со стенками толщиной от десятых долей мм до нескольких м. Основные сплавы, из которых изготовляют отливки: серый, ковкий и легированный чугун (до 75% всех отливок по массе), углеродистые и легированные стали (свыше 20%) и цветные сплавы (медные, алюминиевые, цинковые и магниевые). Область применения литых деталей непрерывно расширяется. Какие же нормы безопасности жизнедеятельности должны соблюдаться на литейном цехе?
1. Воздух производственной среды литейного цеха
Воздух производственной среды литейного цеха постоянно подвергается воздействию опасных и вредных факторов. К этим факторам относятся выделения пыли, газообразных химических веществ, избытков тепла. Все отмеченные факторы изменяют качество воздуха рабочей зоны литейного цеха, делая его неблагоприятным для протекания трудовой деятельности, и могут при определенных количественных показателях отрицательно действовать на здоровье человека.
На производстве в литейном цехе значительное количество пыли образуется при механической обработке металлов, при литье, напылении и пайке металлов.
Производство в литейном цехе является источником вредных химических веществ. На производстве в литейном цехе от нагретых печей в молотовых и прессовых пролетах в воздух рабочей зоны выделяется масленый аэрозоль, сернистый газ, оксид углерода, сероводород, токсичные газы.
На производстве литейного цеха имеется оборудования, выделяющие в воздух рабочей зоны значительное количество тепла. Выделение избытков тепла в воздух производственных помещений литейных цехов приводят к изменению климата внутри этих помещений. Поэтому производственный микроклимат в литейных цехах - нагревающий с преобладанием радиационного тепла.
2. Создания санитарно-гигиенических условий труда в литейных цехах
Большинство технологических операций в литейном производстве очень трудоёмко, как уже говорилось, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоёмкости и создания нормальных санитарно-гигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций. Внедрение механизации в Л. п. относится к середине 20 в. Тогда для приготовления формовочных материалов начали использовать бегуны, сита, рыхлители, а для очистки отливок — пескоструйные аппараты. Были созданы простейшие формовочные машины с ручной набивкой форм, позднее стали применять гидравлические прессы. В 20-х гг. появились и быстро распространились пневматические встряхивающие формовочные машины. На каждой технологической операции стремились заменить ручной труд машинным: совершенствовались оборудование для изготовления форм и стержней, устройства для выбивки и очистки отливок, механизировалась транспортировка материалов и готовых отливок, были внедрены конвейеры, разработаны методы поточного производства. Дальнейший рост механизации Л. п. выражается в создании новых усовершенствованных машин, литейных автоматов и автоматических литейных линий, в организации комплексно-автоматизированных участков и цехов. Наиболее трудоёмкие операции при производстве отливок — формовка, изготовление стержней и очистка готовых отливок. На этих участках литейных цехов в наибольшей степени механизированы и частично автоматизированы технологические операции. Особенно эффективно внедрение в литейное производство комплексной механизации и автоматизации. Перспективными являются автоматические линии формовки, сборки и заливки форм сплавом с охлаждением отливок и их выбивкой. Например, на линии системы Бюрер — Фишер (Швейцария изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы. Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущемся конвейере. Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоёмкость определённой формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляются автоматическим устройством (системы «Молдабилити-контроллер», Швейцария).
Для финишных операций (очистки и зачистки отливок) применяют проходные барабаны непрерывного действия с дробемётными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре. Созданы автоматические очистные камеры для отливок, имеющих сложные полости. Например, фирмой «Омко-Нангборн» (США — Япония) разработана камера типа «Робот». Каждая такая камера представляет собой независимый механизм для транспортировки отливок, который работает автоматически, выполняя команды, поступающие от так называемых модулей управления, расставленных на монорельсовой транспортной системе. В зоне очистки по заранее заданной программе с оптимальной скоростью вращается подвеска, на которую автоматически навешивается отливка. Двери камеры открываются и закрываются автоматически.
При массовом производстве предварительная (черновая) зачистка отливок (обдирка) осуществляется в литейных цехах. Во время этой операции также подготавливаются базы для механической обработки отливок на автоматических линиях в механических цехах. Заключительные операции могут производиться и на автоматических линиях
Возможности механизации и автоматизации литейного производства особенно возросли после разработки принципиально новых технологических процессов литья, например изготовление оболочковых форм, или Кронинг-процесс (40-е гг., ФРГ), изготовление стержней отверждением в холодных стержневых ящиках (50-е гг., Великобритания), изготовление стержней с отверждением их в горячих стержневых ящиках (60-е гг., Франция). Еще в 40-е гг. в промышленности начали применять метод изготовления отливок высокой точности по выплавляемым моделям. За относительно короткий срок все технологические операции процесса были механизированы. В СССР создано комплексно-автоматизированное производство литья по выплавляемым моделям с выпуском 2500 т мелких отливок в год .
Похожие работы

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
... при работе с опасными грузами, при работе с которыми возможны пожары, взрывы и отравления. Эти работы требуют соблюдения специальных требований. Безопасность веществ и материалов В соответствии с ГОСТ 12.0.002–74 и ГОСТ 12.0.003–74 в литейном цехе к опасным и вредным производственным факторам можно отнести пыль, выделяющиеся газы и пары. Источниками пыле- и газовыделения являются плавильные ...
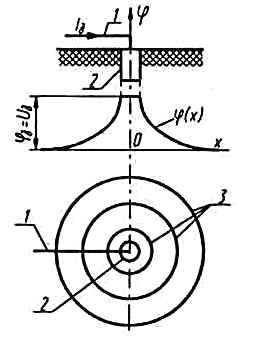
... к сети зануления или заземления. Выравнивание потенциалов применяется как дополнительный технический способ защиты при наличии зануления или заземления в помещениях с повышенной опасностью или особо опасных. Применение выравнивания потенциалов обязательно в животноводческих помещениях. Устройство выравнивания потенциалов осуществляется по проекту. 5. Режим защиты персонала при работе на ...
... механических факторов. Классификация) средства коллективной защиты разделяются на устройства: оградительные, предохранительные, тормозные, автоматического контроля и сигнализации, дистанционного управления и знаки безопасности. 267. Оградительные устройства. Оградительные устройства подразделяются: по конструкции на: кожухи, дверцы, козырьки, планки, барьеры и экраны; по способу ...
0 комментариев