Навигация
Технологическая карта на монтаж конструкций здания на 1 пролёт 1-ой захватки
13360
знаков
7
таблиц
0
изображений
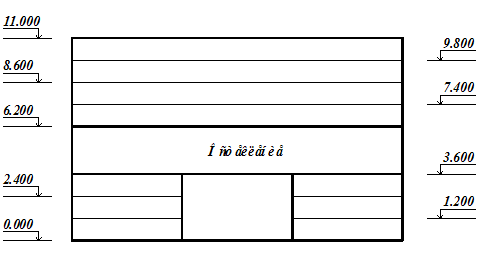
6. Технологическая карта на монтаж конструкций здания на 1 пролёт 1-ой захватки
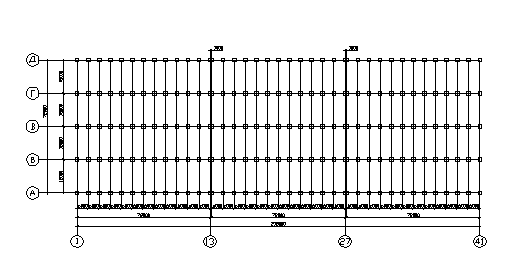
Технологическую карту разрабатывают на монтаж конструкций 2 го монтажного потока на 1 пролёт 1 ой захватки, в котором монтируются конструкции:
– Стропильные балки
– Плиты покрытия
Стропильные балки длинной L=18 м. Плиты покрытия 1,5х6 м.
В состав работ технологической карты входят процессы:
– Работы ведутся в 2 смены, в летнее время
– Монтаж конструкций ведётся с транспортных средств и со склада
– Монтаж стропильных балок и плиты покрытия
– Сварка закладных деталей конструкций
– Заделка стыков плит покрытия бетоном М 150.
Монтаж конструкций производится следующим образом:
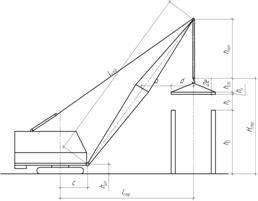
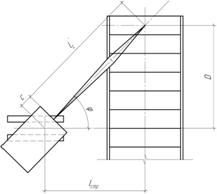
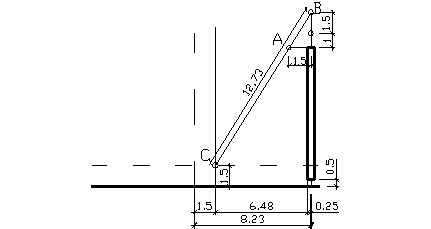
– Стропильные балки устанавливаются с помощью траверсы, выверяется в проектное положение и окончательно закрепляется сваркой закладных деталей.
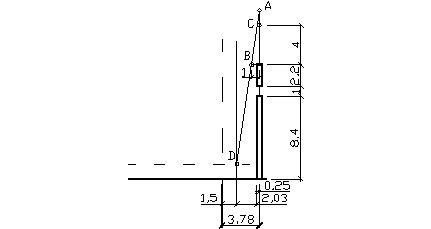
– Плиты покрытия устанавливаются, на верхний пояс стропильной балки с помощью траверсы и окончательно закрепляется сваркой закладных деталей.
Такелажное оборудование, приспособления для выверки и временного закрепления элементов, а так же необходимое монтажное оборудование для обеспечения рабочих мест на высоте приводятся в таблице 5
Составляем калькуляция трудовых затрат на монтаж конструкций 3 го комплекта для 1 пролёта 1-й захватки и строится почасовой график.
Калькуляция трудовых затрат на монтаж конструкций 3-го монтажного потока на 1 пролет 1-ой захватки
| № | Наименование процессов | ЕНиР | Ед. изм | Кол-во | Норма ВР на Ед
| Затраты на весь объём
| Расценка на ед. изм. в руб. | Стоимость затрат труда на весь объём руб. |
| 1 | Монтаж СБ | 4–1–6 | шт | 13 |
|
| 6,56 | 85,58 |
| 2 | Эл сварка СБ с К | пм | 13 |
|
| 0,67 | 8,71 | |
| 3 | Монтаж ПП | 4–1–7 | шт | 144 |
|
| 0,603 | 87,7 |
| 4 | Эл СВ ПП и СБ | пм | 43,2 |
|
| 0,31 | 13,39 | |
| 5 | Заливка швов ПП | 4–1–26 | 100 пм | 11,7 |
|
| 4,77 | 55,8 |
Σ= ![]() Σ=250,88 руб.
Σ=250,88 руб.
ТЭП (по технологической карте)
– Затраты труда на монтаж 1т конструкций
![]()
– Затраты машинного времени на монтаж 1т конструкций
![]()
– Стоимость затрат труда на монтаж 1т конструкций
![]()
– Выработка на одного рабочего в смену
![]()
ΣРi– вес монтируемых конструкций II го монтажного потока на 1 пролёт 1 ой захватки
Похожие работы
... для определения основных параметров монтажного крана Таким образом, необходимо подобрать наиболее эффективный комплект монтажных кранов для монтажа сборных железобетонных конструкций одноэтажного промышленного здания. – Учитывая то, что каркас здания состоит из крупных элементов, которые за исключением сборных плит, располагаемых перед монтажом на довольно значительном расстоянии друг от ...
... 3 Общая трудоемкость чел./дн. 1126,99 4 Общая машиноемкость маш./см. 178,94 5 Выработка м3/(чел./дн) 1,62 6 Заработная плата 1 рабочего руб. /(чел./дн) 6,24 10. Монтаж конструкций одноэтажных промышленных зданий Общие сведения. Номенклатура типовых железобетонных конструкций позволяет возводить одноэтажные промышленные здания, состоящие из одного или нескольких пролетов, ...
... элементов на здание. Подсчет количества конструктивных элементов произведен по плану здания, представленному на рисунке. Таблица 1.1. Спецификация сборных железобетонных элементов каркаса Элемент Марка элемента Кол-во на здание,шт Объем,м3 Масса,т на 1 элем. общий на 1 элем. общая Колонна крайнего ряда К-96-12 14 4,14 57,96 10,4 145,6 Колонна среднего ряда ...
... 6,98 Антикор-розионная защита метал-лических деталей 10 стыков 6 1,1 0,83 7-87 47,2 Итого: 17,34 251 2.10. Операционный контроль качества работ по монтажу сборных железобетонных стропильных ферм выполняется в соответствии с главой СНиП [3] по организации строительного производства. Погрешности измерений в процессе геодезического контроля точности ...
0 комментариев