Навигация
Контракт составлен на 4 (четырех) страницах в 2 (двух) экземплярах – по одному для каждой сторон
53041
знак
1
таблица
3
изображения
11.4 Контракт составлен на 4 (четырех) страницах в 2 (двух) экземплярах – по одному для каждой сторон
РЕКВИЗИТЫ СТОРОН: ПРОДАВЕЦ
ЗАО "Луганский трубный завод"
91021, Украина, г. Луганск,
ул. 2-я Свердлова, 5
Банковские реквизиты:
р/с № 26000270 в АППБ “Аваль”
г. Луганск МФО 302247
код ОКПО 23057391
Для перечисления валютных средств:
acc. № 035-26000270
JS POSTAL PENSIONARY BANK AVAL, LUHANSK , UKRAINE
SWIFT: AVALUAUKVIN
Bank-correspondent: The Bank of New York, New York, SWIFT: IRVTUS3N
Acc. 890-0260-688
Для перечисления рублей РФ:
Банк-корреспондент: Сбербанк России,
г. Казань, БИК 044525225,
Кор. Счет № 30101810400000000225
Банк-получатель: АППБ “Аваль
Р/с № 30111810500000000179
ОКПО 20097421
Назначение платежа: Для ЗАО "Луганский трубный завод"
Р/р № 26000270
ПОКУПАТЕЛЬ (Ф.И.О.)
5. Транспортно-технологическая схема (ТТС) перевозки
6. Подвижной состав, маршрут доставки, определить основные показатели перевозочного процесса
Груз будет перевозиться на 4-осном цельнометаллическом полувагоне с глухими торцовыми стенами, модель 12-132
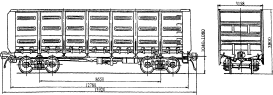
Рис. 3

Рис. 4
Технические условия ТУ 43-577 89:
Модель вагона 12 132
Тип вагона
Изготовитель ГПО "Уралвагонзавод"
Грузоподъемность, т 70
Масса тары вагона, т 24
Нагрузка
статическая осевая, кН(тс) 230 (23,5)
погонная, кН/м (тс/м) 66,19 (6,75)
Объем кузова, м3 88
Скорость конструкционная, км/ч 120
Габарит 1-ВМ(0 I)
База вагона мм 8650
Длина, мм
по осям сцепления автосцепок 13920
по концевым балкам рамы 12780
Ширина максимальная, мм 3158
Высота от уровня верха головок рельсов, мм
максимальная 3800
до нижний обвязкн 1415
Количество осей шг 4
Модель 2-осной тележки 18-100
Наличие переходной площадки нет
Наличие стояночного тормоза есть
Внутренние размеры кузова мм
ширина 2911
длина 12750
высота 2365
Удельный объем, м /т 1,26
Наличие торцовых дверей нет
Количество разгрузочных люков, шт 14
Угол открывания крышек люков, град
средних 31
надтележечных 22
над тормозным цилиндром 27
Площадь пола м2 37,125
Год постановки на серийное
производство 1992
Возможность установки буферов нет
Полувагоны предназначены для перевозки массовых сыпучих и навалочных грузов, не требующих защиты от атмосферных осадков,— руды, леса, угля, металла, а также автомашин, сельскохозяйственной техники и др. Этот тип вагона позволяет широко применять механизированную погрузку и выгрузку, в том числе и на вагоноопрокидывателях. Перевозка таких массовых грузов, как руда, каменный уголь, лес и др., осуществляется маршрутами. Практика показала, что для маршрутных перевозок массовых тяжелых грузов, особенно на грузонапряженных направлениях, нужны большегрузные восьмиосные полувагоны с повышенными нагрузками на 1 м пути.
Универсальные четырёхосные полувагоны модели 12-132 спроектированы по габариту 0-ВМ и предназначены для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков. Кузова этих полувагонов цельнометаллические, выполнены из типовых профилей.
Полувагоны оборудованы подножками и поручнями, необходимыми для безопасной работы составителей, а также наружными и внутренними лестницами, расположенными по диагонали на боковых стенах с внутренней и наружной сторон кузова. Для навески поездных сигналов кузова снабжены кронштейнами, а для увязки и крепления груза снаружи и внутри кузова оборудованы скобами и кольцами. Для возможности перевозки лесоматериалов с «шапкой» предусмотрены скобы для установки лесных стоек. Для подтягивания вагона с помощью лебёдки снаружи кузова приварены чалочные приспособления.
Кузов полувагона цельнометаллический, с четырнадцатью разгрузочными люками в полу и двустворчатыми торцевыми дверями. Он состоит из рамы, двух боковых и двух торцевых стен, а также пола, образованного крышками люков. Торцевые створки двери навешиваются тремя петлями на кронштейны угловых стоек боковых стен и при необходимости открываются вовнутрь. Левая створка фиксируется в закрытом положении нижним запором в виде закидки, а правая – верхним клиновым запором. Наружная лестница и поручень установлены для удобства обслуживания вагона в эксплуатации.
Для придания необходимой прочности крепления угловых стоек к концевым балкам рамы и нижним обвязкам стен их соединения усилены накладками. Соединения промежуточных стоек с поперечными балками рамы также усилены накладками. На концевых балках рамы предусмотрены посадочные места для постановки буферных стаканов на случай сцепления с вагонами, оборудованных винтовой стяжкой.
Ремонт элементов кузова полувагона сваркой, производится в соответствии с действующей ремонтной документацией на производство сварочных и наплавочных работ при ремонте грузовых вагонов.
Прогибы верхней обвязки без усиления накладками устраняют правкой. Допускается оставлять без ремонта прогиб верхней обвязки не более 10 мм на 1 м длины между стойками.
Трещину или излом верхней обвязки допускается устранять сваркой с последующей постановкой накладки или вставками. После ремонта, при замене частей верхней обвязки, допускается не более одного стыка между смежными стойками, но не более 3-х на одной стене полувагона.
Допускается оставлять без ремонта местные вмятины, не имеющие трещин на стойках кузова омегообразного профиля глубиной не более 30 мм. При глубине, более указанной, разрешается ставить декоративные накладки.
При одновременном вертикальном изгибе верхней и нижней обвязок (стенок) кузова сверх установленных допусков, (более 10 мм на 1 м длины или более 25 мм на всю длину стены) металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивки с последующей ее приваркой катетом сварочного шва 5 мм. Допускается полная замена верхней обвязки.
Вмятины на металлической обшивке глубиной более 40 мм выправляют, трещины заваривают с постановкой накладки с внутренней стороны. Листы с коррозией более половины площади листа с глубиной более 0,5 толщины листа заменяют новыми. Нижнюю обвязку полувагона, имеющую коррозионные повреждения более 1/3 толщины элемента на длине 1/3 длины ремонтируют сваркой с последующим усилением поврежденных мест односторонними накладками, перекрывающими поврежденные места не менее 50 мм на сторону. При коррозионных повреждениях более 1/3 толщины на длине более 1/3 длины нижнюю обвязку заменяют.
При ремонте нижней обвязки в месте установки и приварки накладки разрешается вырезать часть нижней кромки металлической обшивки на длину устанавливаемой накладки.
Трещины нижней обвязки заваривают, зачищают до основного металла, устанавливают накладку с последующей обваркой сплошным швом по всему периметру. Допускается перекрывать трещины одной накладкой, если расстояние между ними менее 150 мм. Накладка должна дополнительно крепиться электрозаклепками в количестве не менее двух.
Вырывы на горизонтальной полке допускается ремонтировать вставкой в количестве не более двух штук с установкой накладки и обваркой сплошным швом. Поперечные швы не допускаются.
При наличии на штампованной стойке омегообразного сечения одного из дефектов: излома, трещины, выходящей на вертикальные стенки, коррозии более 1/3 толщины или подреза полок стойки более 20 мм и расположении поврежденного места на расстоянии менее 300 мм от верхней кромки, нижней обвязки кузова, разрешается ремонтировать стойку на месте, путем постановки новой части стойки на высоту не менее 300 мм от верхней кромки нижней обвязки. При этом стойку соединяют с новой частью односторонним сварным швом с приваркой усиливающей накладки толщиной 6 мм, перекрывающий сварной шов не менее 50 мм на сторону с последующей обваркой накладки по всему периметру.
Допускается производить замену стойки. При коррозии менее 1/3 толщины полок их ремонтируют постановкой усиливающей накладки. При подрезе полок сваркой до10 мм разделывают швы с последующей приваркой стоек. При подрезе полок сваркой более 10 мм, но не более 20 мм, сварочные швы разделывают, стойки приваривают с последующей приваркой усиливающих накладок с той и другой стороны стойки.
Накладка должна перекрывать расстояние от краев подреза не менее 30 мм с плавным переходом к краю полке. Ремонтировать таким способом две рядом стоящие стойки на вагоне - запрещается.
Если трещина на стойке гнутого профиля не переходит на вертикальную стенку, трещину разрешается заваривать с последующей постановкой усиливающей накладки. Таким образом, разрешается устранять трещины на обеих горизонтальных полках стойки.
При установке новой стойки кузова, её приваривают односторонним сварным швом к верхней обвязке. При этом усиление верхней обвязки снимают с последующим его восстановлением.
Трещины в металлической обшивке длиной до 100 мм заваривают без постановки усиливающей накладки. Местные прожоги листа металлической обшивки устраняют сваркой. Все трещины длиной более 100 мм заваривают с последующей постановкой усиливающей накладки толщиной 4 мм с внутренней стороны кузова с обваркой ее по периметру. При этом усиливающая накладка должна перекрывать трещину не менее 30 мм с каждой стороны. В одном пролете разрешается заваривать не более двух таких трещин с расстоянием между ними не менее 1000 мм. Таким способом устраняют продольные прожоги, образовавшиеся на металлической обшивке при срезке элементов боковой стены.
Допускается использовать для нескольких трещин одну накладку, площадь которой не должна превышать 0,3 м2.
При пробоине в металлической обшивке на выправленные кромки устанавливают усиливающую накладку толщиной 4 мм с обваркой с наружной стороны сплошным швом, а с внутренней стороны прерывистым сварным швом.
Лучевые трещины от пробоины не допускается, при ремонте обшивки их следует вырезать и установить накладку с внутренней стороны, перекрывающую дефектное место не менее чем на 30 мм, обваривать по периметру сплошным швом. Коррозионные повреждения металлической обшивки допускается не более 1 мм толщины листа (или профиля). При повреждении более 1 мм толщины металла обшивку ремонтируют постановкой накладок толщиной 4 мм, перекрывающих дефектное место не менее чем на 30 мм на сторону. Накладки должны соответствовать профилю обшивки и привариваться снаружи по всему периметру с катетом шва 4 мм.
Разрешается смена одной части обшивки (по верхнему или нижнему краю) шириной до 400 мм на всю длину между смежными стойками или по ГОСТ 5264-80.
При коррозионном повреждении более 1 мм толщины листа и более 50% площади листа между смежными стойками лист полностью заменяют с приваркой его к верхней и нижней обвязкам и к стойкам.
Допускается:
при наличии двух и более трещин, суммарная длина которых превышает 500 мм, которые нельзя перекрывать одной усиливающей накладкой площадью 0,3 м2.
при наличии пробоин, суммарная площадь которых более 0,3 м2;
при необходимости одновременной смены по верхнему и нижнему краям. На угловых стойках допускается ремонтировать не более одной трещины длиной до 100 мм без установки усиливающих накладок и до 0,5 поперечного сечения стойки с постановкой усиливающей накладки.
Суммарное уширение или сужение боковых стен в средней части полувагона должно быть не более 30 мм от предельных размеров, а одной боковой стены не более 15 мм. Уширение боковых стен в плоскости дверей более 10 мм от предельных размеров не допускается.
Крышки люков снимают для осмотра, ремонта и замены, а также для замены типовыми не менее десяти крышек. На полувагонах с невыработанным сроком службы, заменяют крышки люков, имеющие толщину сечения листа менее 4 мм на площади более половины листа.
Толщину замеряют между гофрами при расстоянии от 450 до 500 мм от козырька или передней отбортовки. Крышки люков должны изготавливаться из стали 09Г2Д или стали 10ХНДП ГОСТ 19281 и отвечать действующим «Нормам для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)», ГосНИИВ-ВНИИЖТ 1996 г.
Петли крышек люков заменяют типовыми в случае износа отверстий под валик более 2 мм или изломов. Крышки люков с трещинами или с местными выработками ремонтируют в соответствии с действующей ремонтно-технической документацией на производство сварочных работ. Новые крышки люков полувагонов, должны быть изготовлены по чертежам, согласованным с Департаментом вагонного хозяйства. Крышки люков должны легко открываться и закрываться. Запрещается устанавливать нетиповые валики.
Крышки люка, имеющие приклёпанные кронштейны, должны быть заменены на новые литые с косо расположенными кронштейнами.
Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно-рычажного типа разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие заменяют.
Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм. При износах более 2 мм заменяют на новые.
Угол закручивания торсиона определяют по его положению в разъединенном состоянии и измеряют от вертикальной оси. При этом наклон нижнего рычага от вертикальной оси должен составлять от 25° до 35°.
Место установки кронштейна у хребтовой балки тщательно осматривают. При наличии трещин по сварке швы разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте установки ушка разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281с Х-образной разделкой кромок и зачисткой сварного шва заподлицо с основным металлом.
Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333. Допускается применять отработанную смазку ЛЗ-ЦНИИ. При собранном торсионно-рычажном механизме, крышка люка должна подниматься усилием одного человека.
В открытом состоянии крышки люков у четырехосных полувагонов должны ложиться на оба упора, для чего разрешается наращивать один из упоров приваркой прокладки или наплавлять поверхности упора с последующей механической обработкой на величину до полного прилегания крышки люка.
МАРШРУТ ДОСТАВКИ
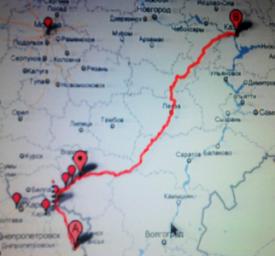
Расстояние Луганск - Казань по маршруту = 1553 км
Таблица. 1
Подробный маршрут
| ЕСР | Наименование | Перегон | Расстояние, км |
| Украина (37км.) | |||
| 507108 | Луганск | 6 | 0 |
| 507305 | Луганск-Северны | 13 | 6 |
| 507358 | Кондрашёвская | 8 | 19 |
| 507502 | Ольховая | 10 | 27 |
| 507409 | Ольховая (эксп.) | 0 | 37 |
| Россия (1516 км.) | |||
| 586608 | Карьер 122 км. | 8 | 37 |
| 586701 | Красновка | 27 | 85 |
| 586504 | Милерово | 22 | 112 |
| 586203 | Чертково | 14 | 178 |
| 586006 | Кантемировка | 10 | 228 |
| 585906 | Журовка | 27 | 238 |
| 584960 | Сагуны | 22 | 342 |
| 582005 | Лиски | 10 | 409 |
| 583600 | Абрамовка | 30 | 530 |
| 605109 | Байчурово | 19 | 673 |
| 605809 | Аркадак | 24 | 779 |
| 608205 | Саловка | 12 | 937 |
| 630001 | Пенза | 5 | 985 |
| 630707 | Лунино | 13 | 1035 |
| 631004 | Булычево | 30 | 1098 |
| 641504 | Ялга | 9 | 1145 |
| 247102 | Чалезинка | 7 | 1221 |
| 247309 | Ятяшево | 31 | 1258 |
| 247507 | Светотехника | 20 | 1291 |
| 247704 | Алтышево | 29 | 1321 |
| 248001 | Ибреси | 40 | 1385 |
| 248105 | Канаш | 24 | 1425 |
| 248904 | Тюрлема | 23 | 1486 |
| 251201 | Зелёный Дол | 10 | 1516 |
| 250001 | Юдино | 4 | 1539 |
| 250209 | Лагерная | 6 | 1547 |
| 250302 | Казань | 0 | 1553 |
Похожие работы
... Азии была заключена многосторонняя транспортная конвенция: Соглашение о международном грузовом сообщении (СМГС). В дополнение к этому соглашению принимались различные тарифы и правила. Заключение договора международной перевозки грузов оформляется составлением накладной по предписанной СМГС форме, а грузоотправитель получает дубликат накладной. Сроки доставки груза определены в СМГС. Провозные ...
... им работу как по осуществлению самих перевозок, так и по построению взаимоотношений с судовладельческими организациями. 2.4 Организация доставки товаров автомобильным транспортом В течении длительного времени участие автомобильного транспорта в международных перевозках сводилось к подвозу груза к железным дорогам и доставке его с железнодорожных станций получателям. Начиная с середины 60-х ...
... в соответствии с постановлением Министерства экономики Республики Беларусь и Министерства транспорта и коммуникаций Республики Беларусь «Об утверждении положения о порядке формирования тарифов на перевозку грузов и пассажиров автомобильным транспортом в Республике Беларусь» от 12 апреля 2001 г. №74/8. Если амортизационные отчисления на полное восстановление транспортных средств установлены в ...
... , необходимые для обеспечения их сохранности, эксплуатации и поддержания в состоянии, в котором они находились на день помещения под таможенную процедуру вывоза; 2) капитальный ремонт, осуществляемый для восстановления транспортных средств международной перевозки после их повреждения вследствие аварии или действия непреодолимой силы, которые имели место за пределами таможенной территории. Иные ...
0 комментариев