Навигация
Производство уксусной кислоты окислением н-бутенов
55322
знака
7
таблиц
6
изображений
1.3.3 Производство уксусной кислоты окислением н-бутенов
В последние годы в промышленности осуществлено окисление н-бутенов в уксусную кислоту. Процесс разработан фирмой Вауег и отличается высокой селективностью. Селективность окисления достигается путем ослабления центральной связи бутеновой цепочки при превращении смеси н-бутенов во втор-бутилацетат. При окислительном крекинге втор-бутилацетата образуется три молекулы уксусной кислоты, одна из которых возвращается в цикл для образования ацетата:
[CH2=CHCH2CH3]
+CH3COOH → CH3CH2CHCH3 + 2O2 → 3CH3COOH
[CH3CH=CHCH3] I
OCOCH3
Сырьем для такого процесса служит смесь н-бутенов.
Из фракции С4 газов пиролиза извлекают (обычно экстракцией) бутадиен и 2-метилпропен. Остаток состоит из н-бутенов (~80%) и н-бутана (20%). При непосредственном окислении этой фракции получается сложная смесь продуктов, содержащая много смолистых веществ. Превращение же н-бутенов во втор-бутилацетат создает условия для преимущественного образования уксусной кислоты.
Бутен-1 реагирует с уксусной кислотой быстрее, чем бутен-2, поэтому последний составляет основную массу н-бутенов, возвращаемых в цикл. Для ускорения процесса присоединения к олефину уксусной кислоты ее берут в полуторном избытке.
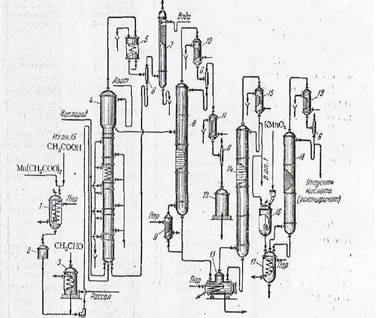
Схема производства уксусной кислоты через втор-бутилацетат показана на рис. 1.1.
Процесс состоит из трех стадий: образования втор-бутилацетата, окислительного крекинга втор-бутилацетата, дистилляции продуктов реакции.
Первая стадия — присоединение уксусной кислоты к н-бу-тенам проводится в жидкой фазе в реакторе 1 с мешалкой при 110°С и 1,5 — 2 МПа. Катализатор (анионообменная смола).

1-реактор; 2, 8',,14,,20- газосепараторы; 3 — центрифуга; 4 — колонна с фильтрующей насадкой; 5 — ректификационная колонна; 6 — циркуляционный насос; 6' — сырьевой насос стадии окисления; 7,,12 — теплообменники; 8 — реактор окислительного крекинга; 8' — сепаратор реактора; 9 — котел-утилизатор; 10 — скруббер; 11 — печь; 13 — компрессор; 15 — колонна азеотропной дистилляции; 16,,17 — отстойники; 18 — испаритель; 19 — колонна выделения муравьиной кислоты; 21 — колонна товарной уксусной кислоты.
Рисунок 1.3 Схема производства уксусной кислоты окислением н-бутенов вводится в реактор в виде 20 %-ной суспензии в продуктах реакции этой стадии
Концентрация катализатора поддерживается на уровне 10 % (масс.), что достигается рециркуляцией с добавлением свежего катализатора. Продукты реакции после снижения давления до 0,7 МПа и разделения в газосепараторе 2 поступают на центрифугу 3, где происходит отделение катализатора, и, пройдя через колонну с фильтрующей насадкой 4, поступают в ректификационную колонну 5 (давление 0,5 МПа). В колонне 5 отгоняются непрореагировавшие углеводороды С4, а снизу отбирается смесь втор-бутилацетата и уксусной кислоты, направляемая на окислительный крекинг.
Сырьем для окислительного крекинга являются: смесь втор-бутилацетата и уксусной кислоты с первой стадии, смесь непревращенного втор-бутилацетата и промежуточных продуктов (верхний погон после азеотропной дистилляции) (см. ниже). Эта смесь вместе с рециркулирующим потоком через теплообменник 7 подается в реактор 8 окислительного крекинга, представляющий собой безнасадочную колонну, имеющую в верхней части сепаратор 8'. Воздух нагнетается компрессором 13 через сопла в нижнюю часть реактора 8. Окислительный крекинг проводят без катализатора при 200°С и 6 МПа. Так как отношение циркулирующее сырье: свежее сырье выше 100: 1, температура в реакторе повышается за счет тепла реакции не более чем на 10 °С.
Продукты реакции из реактора 5 поступают в сепаратор. 8'. Несконденсировавшийся газ из сепаратора 8' проходит котел-утилизатор 9 и после снижения давления поступает в скруббер 10, орошаемый уксусной кислотой для извлечения продуктов реакции. Отходящий газ из скруббера- 10 сжигается в печи 11 (температура 400 °С), а горячие топочные газы используются для нагрева в теплообменнике 12 отработанного газа и для привода воздушного компрессора 13 (за счет энергии, получаемой при расширении отработанного газа).
Жидкие продукты реакции из сепаратора 8', инжектируемые воздухом, подаваемым в реактор 8, частично возвращаются в цикл. Основной поток продуктов реакции охлаждается в теплообменнике 7 и после дросселирования поступает в сепаратор 14 для отделения растворенных газов.
Сырая уксусная кислота по выходе из сепаратора 14 смешивается с уксусной кислотой из скруббера 10 и поступает в колонну азеотропной перегонки 15. Сверху из колонны 15 отводится азео-тропная смесь вгор-бутилацетата — вода совместно с летучими продуктами, поступающая после конденсации в отстойники 16 и 17. Непрореагировавший втор-бутилацетат и летучие продукты из отстойника 17 возвращаются в реактор 8, а водная фаза в колонну 15. Выходящая снизу из колонны 15 уксусная кислота отгоняется в испарителе 18 от присутствующих в небольшом количестве высококипящих примесей и поступает для удаления муравьиной кислоты в ректификационную колонну 19. Муравьиная кислота по возможности используется или сжигается в печи 11.
Окончательная очистки уксусной кислоты производится в ректификационной колонне 21, кубовый остаток которой возвращают в испаритель 18. Часть уксусной кислоты из колонны 19 без окончательной очистки направляют в скруббер 10 для промывки реакционных газов и в реактор 1 для связывания н-бутенов во втор-бутилацетат.
Товарная уксусная кислота содержит 99,7 % основного продукта и очень мало примесей (0,01 % муравьиной кислоты, 0,0003 % ацетальдегида 0,0001 % железа и серы). На 1 т товарной уксусной кислоты расходуется 1,260 т бутан-бутеновой фракции с содержанием 84,4 % н-бутенов. Выход уксусной кислоты за проход составляет 44 % от пропущенных н-бутенов.
Окислением н-бутепов в последние годы в промышленности стали получать малеиновый ангидрид, который раньше получался исключительно окислением бензола. Малеиновый ангидрид широко используется в производстве полимеров, фармацевтических препаратов, присадок, сельскохозяйственных химикатов и т. д.
Окисление осуществляют в газовой фазе на твердом ванадий-фосфорсодержащем катализаторе, промотированном, добавками меди, лития и др.
Выход малеинового ангидрида составляет 55 % (мол.).
1.3.4 Производство уксусной кислоты окислением парафинов С4-С8 в кислоты
Одним из промышленных методов синтеза низкомолекулярных монокарбоновых кислот с преимущественным выходом уксусной кислоты является метод жидкофазного окисления индивидуальных углеводородов С4-С8 или их технических смесей под давлением. Впервые промышленное окисление н-бутана в растворе уксусной кислоты осуществлено в США фирмой Celanese.
Окисление проводится в реакторе из нержавеющей стали О2 воздуха в присутствии солей кобальта или марганца. Основной продукт реакции – уксусная кислота, побочные продукты – муравьиная и пропионовая кислоты, метиловый и этиловый спирты, метилэтиленкетон, этилацетат, ацетон. На 1 тону уксусной кислоты расходуется 752-875 кг бутана, причём уксусная кислота составляет 80-90% от всех кислородсодержащих продуктов реакции.
Очевидно, что при использовании бензиновых фракций продукты окисления будут представлены еще более широкой гаммой веществ.
Полное разделение продуктов окисления бензиновых фракций представляет собой сложную задачу из-за наличия ряда бинарных и тройных азеотропов. Однако подавляющее большинство нейтральных кислородсодержащих продуктов образуете водой азеотролы, кипящие нижеТкип наиболее низкокипящей муравьиной кислоты. Поэтому отделение этой части оксидата от водного раствора кислот реализуется сравнительно легко. Нейтральные кислородсодержащие продукты возвращаются на повторное окисление и превращаются в низкомолекулярные кислоты. По этому принципу в Англии в 1961 г. был реализован процесс получения уксусной кислоты жидкофазным окислением бензиновой фракции С5—С8 (рисунок 1.4.).
Окисление проводится в реакторе 1 из нержавеющей стали в интервале температур 160—190 °С и при давлении 4,8 МПа без катализатора или в присутствии солей кобальта, меди, магния, ванадия. Воздух подается в нижнюю часть реактора в таком количестве, чтобы содержание кислорода в отдувочном газе составляло не более 4% (об.). Пары продуктов реакции и непрореагировавшие углеводороды поступают совместно с отработанным воздухом в конденсационную систему 2—4, приспособленную для утилизации теплоты. Отсюда жидкий конденсат возвращается в зону реакции. Отработанный воздух поступает в турбодетандер 5, где охлаждается до — 60 °С. Полученный холод используют на установке. Оксидат из реактора поступает в ректификационную колонну 7, в которой отделяются нейтральные кислородсодержащие продукты, возвращаемые на доокисление в реактор 1. На колонне 8 происходит отделение воды и кислот С1—С4, а тяжелый кубовый остаток, пройдя блок выделения янтарной кислоты 9, поступает на повторное окисление. Вода от кислот отгоняется с помощью азеотропной перегонки (блок 10). Товарные муравьиная, уксусная и пропионовля кислоты выделяются с применением азеотропной и обычной ректификации (блоки 11—13). Суммарный выход кислот С1—С3 и янтарной кислоты в расчете па превращенный бензин находится на уровне 100—110%, причем выход уксусной кислоты составляет 60—75% от товарной продукции и зависит от технологии проведения процесса и используемого для окисления сырья.

1 — реактор окисления;2 — котел-утилизатор;3 — водяной холодильник конденсатор;4-воздушный холодильник-конденсатор;5 турбодетандер; 6 — сепараторы;7-колонна отгонки легких продуктов;8 — колонна отделения водно-кислотной фракции;9 — блок выделения янтарной кислоты;10—ректификационный блок осушки; 11 — 13 — ректификационные блоки выделения муравьиной, уксусной и пропионовой кислот;I — фракция углеводородов С5 —С8; II— воздух; III — вода; IV — вторичный пар;V — отработанный воздух на сжигание;VI — возвратный конденсат;VII — возвратный кубовый продукт;VIII — янтарная кислота;IX—муравьиная кислота; X — уксусная кислота;XI — пропионовая кислота.
Рисунок 1.4. Схема окисления бензина в жидкой фазе в кислоты С1—С3
Похожие работы
... кислоты; 16 - реактор; 17— испаритель; 18 -насадочная ректификационная колонна. Условия задачи: 1. Составить и описать технологическую схему производства уксусной кислоты окислением ацетальдегида кислородом воздуха. 2. Составить материальный баланс процесса. 3. Рассчитать технологические и технико-экономические показатели. 4. Реклама В основу расчета принять следующие ...


... уксусная кислота применяется в химической, фармацевтической и легкой промышленности, а также в пищевой промышленности в качестве консерванта. Формула СН3СООН. Синтетическая пищевая уксусная кислота выпускается концентрированной (99.7 %) и в виде водного раствора (80 %). По физико-химическим показателям синтетическая пищевая уксусная кислота должна соответствовать следующим нормам: Таблица ...
... , похожих на лед; вследствие этого безводная уксусная кислота получила название ледяной уксусной кислоты. Уксусная кислота имеет большое народнохозяйственное значение. Она широко применяется в самых различных отраслях промышленности и в быту. В химической промышленности уксусная кислота используется для получения винилацетата, ацетата целлюлозы, красителей и многих других веществ. В виде солей ...
... достигала 63%.[8] Рассмотрен процесс превращения этиленгликоля в ацетальдегид. Предложены возможные варианты механизма этого процесса [9]. СН2 – ОН СН3СНО + Н2О СН2 – ОН Предложен метод получения ацетальдегида селективным гидрированием уксусной кислоты на катализаторе α-Fe2O3, нанесённом на основу SBN-15. СН3СООН + Н2 СН3СНО + Н2О Получена серия катализаторов, содержащих 20-60% &# ...
0 комментариев