Навигация
Технико-технологические расчёты
55322
знака
7
таблиц
6
изображений
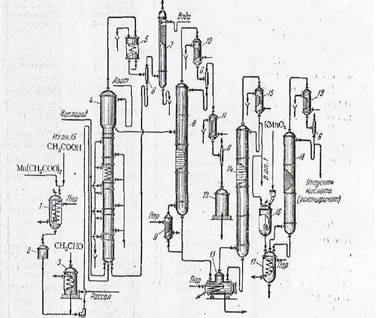
2.3 Технико-технологические расчёты
2.3.1 Материальный баланс реактора и стадии синтеза уксусной кислоты
Исходные данные:
годовая производительность агрегата в расчете на 100%-ю. уксусную кислоту 120000 т; годовой фонд рабочего времени 8450 ч; состав материальных потоков:
технический оксид углерода — поток 1 (т, %): Н2— 1; N2 — 2,0; СО — 97,0;
метанол — поток 2 (ф, %): СН3ОН — 99,9; Н2О —0,1;
дистиллят колонны отгонки легких фракций — поток 3 (w, %): СН3I —48,9; СН3СООН — 22,4; СН3СООСН3 — 4,0; Н2О — 24,7;
кубовые остатки колонны отгонки легких фракций — поток 4 (w, %); СН3СООН — 90,3; С2Н5СООН —0,1; Н2О — 7,7; НI — 1,9;
отдувочные газы реактора — поток 5 (φ, %): Н2 — 5,2; N2— 4,2; СО —30,1; СО2 — 2,7; СН3I — 26,0; СН3СООН — 11,2; СН3СООСН3— 1,1; Н2О — 19,5;
жидкая фаза из реактора — поток 6 (w, %): СН3I — 9,7;СНзСООН — 70,0; СН3СООСН3 — 0,9; С2Н5СООН — 0,1; Н2О— 16,3; HI — 3,0;
отдувочные газы сепаратора СI — поток 7 (φ, %): Н2— 12,0; N2 —9,7; СО —68,8; СО2 — 4,9; СН3I — 4,1; СН3СООН —0,1; СН3СООСН3 —0,1; Н2О 0,3;
количество пропионовой кислоты, образующейся в процессе, 1 кг на 1 т уксусной кислоты;
избыток оксида углерода от стехиометрического расхода 16,4%.
Последовательность расчета:
а) рассчитывают расход сырья и количество продуктов по реакциям получения уксусной кислоты и побочных продуктов;
б) определяют состав материальных потоков 1 — 4 и состав реакционной массы;
в) рассчитывают состав отдувочных газов реактора синтеза, газовой и жидкой фаз сепаратора C1;
г) определяют состав жидкой фазы из реактора, газовой и жидкой фаз сепаратора C2;
д) составляют материальный баланс реактора и стадии синтеза уксусной кислоты.
Часовая производительность реактора по 100%-и уксусной кислоте:
120000*1000/8450=14201,2 кг/ч или 236,687 кмоль/ч
В соответствии с исходными данными образуется пропионовой кислоты:
1*14,2=14,2 кг/ч или 0,192 кмоль/ч
По реакциям
СН3ОН+СО = СН3СООН, (1)
СН3ОН+2СО + 2Н2 = С2Н5СООН + Н20 (2)
расходуется:
метанола: 236,687 + 0,192=236,879 кмоль/ч или 7580,1 кг/ч;
оксида углерода: 236,687+ 0,192*2 = 237,071 кмоль/ч или 6638,0 кг/ч;
водорода: 0,192*2=0,384 кмоль/ч или 0,8 кг/ч;
образуется водяного пара 0,192 кмоль/ч или 3,5 кг/ч.
По реакции
СО + Н2О = СО2+Н2 (3)
расходуется 1,85% от общего расхода оксида углерода, что составляет:
237,071 *1,85/(100,00 — 1,85) =4,468 кмоль/ч или 125,1 кг/ч.
Расходуется водяного пара: 4,468 кмоль/ч или 80,4 кг/ч;
образуется
диоксида углерода: 4,468 кмоль/ч или 196,6 кг/ч;
водорода: 4,468 кмоль/ч или 8,9 кг/ч.
Всего расходуется по реакциям (1)—(3)
оксида углерода: 237,071+4,468=241,539 кмоль/ч или 6763,1 кг/ч;
водяного пара: 4,468—0,192=4,276 кмоль/ч или 77,0 кг/ч;
образуется водорода: 4,468—0,384=4,084 кмоль/ч или 8,2 кг/ч.
Фактически подают сырья:
технического метанола: 7580,1*100,0/99,9=7587,7 кг/ч, в том числе воды:
7587,7—7580,1=7,6 кг/ч;
оксида углерода:
241,539* (100+16,4)/100=281,151 кмоль/ч или 7872,2 кг/ч,
где 16,4 — избыток оксида углерода от стехиометрического расхода, %.
Рассчитывают состав технического оксида углерода (поток 1):
H2 N2 CO Сумма
φi(xi), % 1,0 2,0 97,0 100,0
nτ, кмоль/ч 2,898 5,797 281,151 289,846
М, кг/кмоль 2 28 28 -
mτ,кг/ч 5,796 162,316 7872,2 8040,312
Остается оксида углерода в реакционной массе:
281,151—241,539=39,612 кмоль/ч или 1109,1 кг/ч.
Расходуется:
дистиллята колонны отгонки легких фракций:
14201,2*1,8= = 25562,2 кг/ч;
кубовых остатков
14201,2*0,0665=944, 4 кг/ч;
где 1,8 и 0,0665 — массовые отношения подаваемых на синтез продуктов очистки уксусной кислоты и 100%-и уксусной кислоты.
Определяют расход и состав потоков 3 и 4.
Наличие метилацетата в дистилляте колонны отгонки легких фракций объясняется тем, что, хотя на стадии синтеза он практически не образуется, на последующих стадиях вследствие протекания реакций
СН3ОН + СН3СООН = СН3СООСН3+Н2О (4)
СН3СООСН3 + HI = СН3СООН + СН3I (5)
метилацетат накапливается в системе, так как реакция 5 протекает медленнее реакции 4.
Рассчитывают состав дистиллята (поток 3):
CH3I CH3COOH CH3COOCH3 H2O Сумма
wi,% 48,09 22,4 4,0 24,7 100,0
mτ, кг/ч 12499,9 5725,9 1022,5 6313,9 25562,2
Рассчитывают состав кубовых остатков (поток 4):
CH3COOH C2H5C00H H2O HI Сумма
wi,% 90,3 0,1 7,7 1,9 100,0
mτ, кг/ч 852,8 0,9 72,7 17,9 944,4
Состава реакционной массы Таблица 4
| mτ,кг/ч | |
| H2 | 5,796+8,2=13,996 |
| N2 | 162,316 |
| CO | 1109,1 |
| CO2 | 196,6 |
| CH3I | 12499,9 |
| CH3COOH | 14201,2+5725,9+852,8=20779,9 |
| CH3COOCH3 | 1022,5 |
| C2H5COOH | 0,9+14,2=15,1 |
| H2O | 7,6+6313,9+72,7-77,0=6317,2 |
| HI | 17,9 |
| Сумма | 42134,512 |
Молярный поток отдувочных газов реактора синтеза:
39,612*89,0/30,1 = 117,125 кмоль/ч,
Где39,612 — количество оксида углерода в реакционной массе, кмоль/ч; 89,0 — степень отдувкн оксида углерода, %; 30,1—объемная доля оксида углерода в отдувочных газах, %.
Состав отдувочных газов реактора (поток 5) Таблица 5
| φi,% | nτ,кмоль/ч | Мi,кг/кмоль | mτ,кг/ч | |
| H2 | 5,2 | 6,091 | 2 | 12,2 |
| N2 | 4,2 | 4,919 | 28 | 137,7 |
| CO | 30,1 | 35,255 | 28 | 987,1 |
| CO2 | 2,7 | 3,162 | 44 | 139,1 |
| CH3I | 26,0 | 30,453 | 142 | 4324,3 |
| CH3COOH | 11,2 | 13,118 | 60 | 787,1 |
| CH3COOCH3 | 1,1 | 1,288 | 74 | 95,3 |
| H2O | 19,5 | 22,839 | 18 | 411,1 |
| Сумма | 100,0 | 117,125 | - | 6893,9 |
Определяют молярный поток отдувочных газов из сепаратора С1:
35,255*98,5/68,8=50,474 кмоль/ч,
где 98,5 — степень отдувки оксида углерода, %;
68,8 — объемная доля оксида углерода в отдувочных газах из сепаратора С1, %.
Состав отдувочных газов сепаратора С1 (поток 7) Таблица 6
| φi,% | nτ, кмоль/ч | mτ, кг/ч | |
| H2 | 12,0 | 6,057 | 12,1 |
| N2 | 9,7 | 4,896 | 137,1 |
| CO | 68,8 | 34,726 | 972,3 |
| CO2 | 4,9 | 2,473 | 108,8 |
| CH3I | 4,1 | 2,069 | 293,8 |
| CH3COOH | 0,1 | 0,050 | 3,0 |
| CH3COOCH3 | 0,1 | 0,050 | 3,7 |
| H2O | 0,3 | 0,151 | 2,7 |
| Сумма | 100,0 | 50,474 | 1533,5 |
Учитывая составы потоков 5 и 7, рассчитывают состав жидкой фазы сепаратора С1 (поток 10), mτ,кг/ч:
H2 - 0,1 ;N2- 0,6; СО - 14,8;С02 - 30,3;СН3I -4030,5;CH3COOH – 784,1; СН3СООСН3-91,6; Н2О - 408,4; что в сумме составляет 5360,4 кг/ч.
В реактор подают:
7587,7 кг/ч метанола (поток 2), 8040,312 кг/ч технического оксида углерода (поток 1), 25562,2 кг/ч дистиллята (поток 3). Всего поступает в реактор 41190,212 кг/ч.
Уходит из сепаратора С1: 1533,5 кг/ч отдувочного газа (поток 7), 41190,212—1533,5=39656,712 кг/ч жидкой фазы.
Время пребывания веществ в реакторе составляет 15— 18 мин, следовательно, количество жидкой фазы, отбираемой из реактора с целью обеспечения максимальной степени конверсии метанола (с растворенными в ней газами), составляет:
39656,712*60/18=132189,04 кг/ч.
Учитывая количество газов в реакционной массе и в отдувочных газах сепаратора С1 (поток 7), рассчитывают количество газов, растворенных в жидкой фазе, mτ, кг/ч:
Н2- 1,896; N2 -25,216; СО-136,8; СО2 – 87,8; что в сумме составляет – 251,712 кг/ч
Отбирают из реактора жидкой фазы:
132189,04 – 251,712=131937,328 кг/ч
Рассчитывают состав жидкой фазы из реактора (поток 6) Таблица 7
| CH3I | CH3COOH | CH3C00CH3 | C2H5COOH | H20 | HI | Сумма | |
| wi,% | 9,7 | 70,0 | 0,9 | 0,1 | 16,3 | 3,0 | 100,0 |
| mτ,кг/ч | 12797,9 | 92356,1 | 1187,4 | 131,9 | 21505,8 | 3958,1 | 131937,328 |
В сепаратор С2 подают также кубовые остатки (поток 4) в количестве 944,4 кг/ч. Жидкую фазу из реактора дросселируют и разделяют в сепараторе С2. В отдувочные газы на выходе из сепаратора переходит 251,712 кг/ч всех растворенных газов, 17,9 кг/ч иодоводорода из кубовых остатков (см. состав потока 4), 15,1 кг/ч прошюповой кислоты (см. состав реакционной массы), что в сумме составляет 284,712 кг/ч.
Учитывая состав реакционной массы и отдувочных газов сепаратора С1(поток 7),рассчитывают количество остальных компонентов отдувочных газов (поток 9),mτ,кг/ч:
Н2-1,896;N2 - 25,216; СО - 136,8; СО2 – 87,8; СН3I – 12206,1;
СH3СООН – 20776,9; СН3СООСН3 – 1018,8; С2Н5СООН – 15,1;Н20 – 6314,5; HI - 17,9;что в сумме составляет 40601,012 кг/ч.
Учитывая составы потоков 4, 6 и 9, рассчитывают состав жидкой фазы сепаратора С2 (поток 8) кг/ч:
CH3I – 591,8; СН3СООН – 72432,0; СН3СООСН3 – 168,6; С2Н5СООН – 117,7; Н2О - 15264,0; НI - 3958,1; что в сумме составляет 92532,2 кг/ч.
Материальный баланс реактора Таблица 8
| Входит | кг/ч | кг/с | % | Выходит | кг/ч | кг/с | % |
| Метанол | Отдувочные газы: | ||||||
| CH3OH | 7587,7 | 99,9 | H2 | 12,2 | 0,19 | ||
| H2O | 7,6 | 0,1 | N2 | 137,7 | 2,12 | ||
| Итого… | 7595,3 | 2,110 | 100,0 | CO | 987,1 | 15,23 | |
| Техн.оксид углерода | CO2 | 139,1 | 2,15 | ||||
| CO | 7872,2 | 97,91 | CH3I | 4324,3 | 66,70 | ||
| H2 | 5,796 | 0,07 | CH3COOH | 787,1 | 12,14 | ||
| N2 | 162,316 | 2,02 | CH3COOCH3 | 95,3 | 1,47 | ||
| Итого… | 8040,312 | 2,233 | 100,0 | H2O | 411,1 | См.* | |
| Дистиллят: | Итого… | 6893,9 | 1,915 | 100,00 | |||
| CH3I | 12499,9 | 48,9 | Жидкая фаза: | ||||
| CH3COOH | 5725,9 | 22,4 | H2 | 1,896 | - | ||
| CH3COOCH3 | 1022,5 | 4,0 | N2 | 25,216 | 0,02 | ||
| H2O | 613,9 | 24,7 | CO | 136,8 | 0,10 | ||
| Итого… | 25562,2 | 7,101 | 100,0 | CO2 | 87,8 | 0,07 | |
| Ж.ф. из сепаратора С1: | CH3I | 12797,9 | 9,68 | ||||
| N2 | 0,6 | - | CH3COOH | 92356,1 | 69,87 | ||
| CO | 14,8 | 0,28 | CH3COOCH3 | 1187,4 | 0,90 | ||
| CO2 | 30,3 | 0,57 | C2H5COOH | 131,9 | 0,10 | ||
| CH3I | 4030,5 | 75,19 | H2O | 21505,8 | 16,27 | ||
| CH3COOH | 784,1 | 14,63 | HI | 3958,1 | 2,99 | ||
| CH3COOCH3 | 91,6 | 1,71 | Итого… | 132189,04 | 34,721 | 100,00 | |
| H2O | 408,4 | 7,62 | |||||
| Итого… | 5360,4 | 1,489 | 100,00 | ||||
| Ж.ф. из сепаратора С2: | |||||||
| CH3I | 591,8 | 0,64 | |||||
| CH3COOH | 72432,0 | 78,28 | |||||
| CH3COOCH3 | 168,6 | 0,18 | |||||
| C2H5COOH | 117,7 | 0,13 | |||||
| H2O | 15264,0 | 16,49 | |||||
| HI | 3958,1 | 4,28 | |||||
| Итого… | 92532,2 | 25,703 | 100,00 | ||||
| Всего… | 139090,412 | 36,636 | - | Всего… | 139090,412 | 36,636 |
Материальный баланс стадии синтеза Таблица 9
| Входит | кг/ч | Выходит | кг/ч |
| Метанол: | Отдувочные газы из сепаратора С1: | ||
| CH3OH | 7587,7 | H2 | 12,1 |
| H2O | 7,6 | N2 | 137,1 |
| Итого… | 7595,3 | CO | 972,3 |
| Технический оксид углерода: | CO2 | 108,8 | |
| CO | 7872,2 | CH3I | 293,8 |
| H2 | 5,796 | CH3COOH | 3,0 |
| N2 | 162,316 | CH3COOCH3 | 3,7 |
| Итого… | 8040,312 | H2O | 2,7 |
| Дистиллят: | Итого… | 1533,5 | |
| CH3I | 12499,9 | Отдувочные газы из сепаратора С2: | |
| CH3COOH | 5725,9 | H2 | 1,896 |
| CH3COOCH3 | 1022,5 | N2 | 25,216 |
| H2O | 613,9 | CO | 136,8 |
| Итого… | 25562,2 | CO2 | 87,8 |
| Кубовые остатки: | HI | 17,9 | |
| CH3COOH | 852,8 | CH3I | 12206,1 |
| C2H5COOH | 0,9 | CH3COOH | 20776,9 |
| H2O | 72,7 | CH3COOCH3 | 1018,8 |
| HI | 17,9 | C2H5COOH | 15,1 |
| Итого… | 944,4 | H2O | 6314,5 |
| Всего… | 42134,512 | Итого… | 40601,012 |
| Всего… 42134,512 | |||
Расчёт основных расходных коэффициентов
Расходные коэффициенты:
по метанолу техническому: 7595,3/14201,2=0,535 кг/кг
по оксиду углерода: 8040,312/14201,2=0,566 кг/кг
ЗАКЛЮЧЕНИЕ
В курсовой работе разработана технология производства уксусной кислоты из метанола и оксида углерода. Проведён обзор типового и современного технологического оборудования, который был подобран по стандартам, проведены проверочные, точные расчёты. Рассчитан и составлен материальный баланс реактора и стадии синтеза уксусной кислоты.
Похожие работы
... кислоты; 16 - реактор; 17— испаритель; 18 -насадочная ректификационная колонна. Условия задачи: 1. Составить и описать технологическую схему производства уксусной кислоты окислением ацетальдегида кислородом воздуха. 2. Составить материальный баланс процесса. 3. Рассчитать технологические и технико-экономические показатели. 4. Реклама В основу расчета принять следующие ...


... уксусная кислота применяется в химической, фармацевтической и легкой промышленности, а также в пищевой промышленности в качестве консерванта. Формула СН3СООН. Синтетическая пищевая уксусная кислота выпускается концентрированной (99.7 %) и в виде водного раствора (80 %). По физико-химическим показателям синтетическая пищевая уксусная кислота должна соответствовать следующим нормам: Таблица ...
... , похожих на лед; вследствие этого безводная уксусная кислота получила название ледяной уксусной кислоты. Уксусная кислота имеет большое народнохозяйственное значение. Она широко применяется в самых различных отраслях промышленности и в быту. В химической промышленности уксусная кислота используется для получения винилацетата, ацетата целлюлозы, красителей и многих других веществ. В виде солей ...
... достигала 63%.[8] Рассмотрен процесс превращения этиленгликоля в ацетальдегид. Предложены возможные варианты механизма этого процесса [9]. СН2 – ОН СН3СНО + Н2О СН2 – ОН Предложен метод получения ацетальдегида селективным гидрированием уксусной кислоты на катализаторе α-Fe2O3, нанесённом на основу SBN-15. СН3СООН + Н2 СН3СНО + Н2О Получена серия катализаторов, содержащих 20-60% &# ...
0 комментариев