Навигация
1.6.2 Описание конструкции
Описание конструкции ведется в соответствии с СКРП.687242.008СБ. Устройство собрано на печатной плате (ПП) с односторонней печатью. Чертеж платы представлен на СКРП.758713.008. Плата выполнена из стеклотекстолита СФ-1-50-1,5 по условиям ГОСТ10316-78 с толщиной фольги 50 мкм.
Группа жесткости платы 2 – это значит, что печатная плата может эксплуатироваться в интервале температур от минус 25 °С до плюс 55 °С с относительной влажностью до 76 % и атмосферным давлением 760 мм рт.ст.
Класс точности платы – 1. Это значит, что плотность монтажа повышенная. Минимальная ширина проводника не должна быть меньше 0,5 мм. Минимальное расстояние между контактными площадками и печатными проводниками не должно быть меньше 0,125 мм. Расстояние от края просверленного отверстия до края контактной площадки должно быть не менее
0,35 мм. Отношение диаметра металлизированного отверстия к толщине платы 0,4. Максимальное отклонение между центрами отверстий ± 0,1 мм.
Печатная плата изготавливается химическим методом, т.е. химическим способом, т.к. такой способ изготовления позволяет добиваться высокой точности травления поверхностного слоя ПП. Однако такой способ имеет также и недостатки: процесс изготовления ПП длительный и на заготовку воздействуют химические реагенты и влага.
Токопроводящий рисунок плат при таком способе выполнен химическим способом, при котором производится вытравливание незащищенных участков фольги, предварительно наклеенной на диэлектрик.
Варианты установки деталей на платах стандартные. Установку элементов производить по ОСТ4.Г0.010.030-81. [10]
1.7 Тепловой расчет интегрального стабилизатора
Исходные данные:
мощность рассеивания Ррас = 0,5 Вт;
температура окружающей среды Та = 55 °С;
максимальная допустимая температура Тj = 75 °С.
Определить:
температуру нагрева корпуса интегрального стабилизатора КР1157ЕН502А без радиатора.
1.7.1 Определяем температуру нагрева корпуса без радиатора, Тj, °С, по формуле:
![]() , (1.4)
, (1.4)
где RTj-A – тепловое сопротивление корпус/воздух, RTj-A = 5 °С/Вт
![]()
Так как 57,5 °С < 75 °С, следовательно радиатор не нужен. [5]
1.8 Расчет геометрических размеров печатной платыДля расчета геометрических размеров печатной платы используем данные таблицы 1.1.
Таблица 1.1 Размеры в миллиметрах
| Тип элемента | Вариант установки | Диаметр элемента | Установочная длина | Длина | Ширина | Диаметр вывода | Sэ., мм2 | Кол–во элементов, n, шт. | Sэ. ∙ n, мм2 |
| К10-17б | IIв | 7,5 | 5 | 3 | 0,6 | 37,5 | 5 | 187,5 | |
| К50-68-16В-47мкФ | IIв | 5 | 2,5 | 0,6 | 25 | 3 | 75 | ||
| К50-68-16В-100 мкФ | IIв | 6 | 2,5 | 0,6 | 36 | 3 | 108 | ||
| КР140УД1208 | VIIIа | 7,5 | 10,2 | 7,5 | 0,6 | 76,2 | 1 | 76,2 | |
| КР1157ЕН502А | VIIа | 5 | 5 | 0,8 | 25 | 1 | 25 | ||
| К561ЛН2 | VIIIа | 15 | 19 | 7,5 | 0,6 | 142,5 | 1 | 142,5 | |
| КР140УД1208 | VIIIа | 7,5 | 10,2 | 7,5 | 0,6 | 76,2 | 1 | 76,2 | |
| АЛ307БМ | IIв | 5 | 5 | 0,6 | 25 | 1 | 25 | ||
| С2-33Н-0,125 | Iа | 10 | 6 | 2 | 0,6 | 20 | 11 | 220 | |
| СП3-19а | IIв | 10 | 5 | 0,6 | 100 | 3 | 300 | ||
| Д311А | Iа | 10 | 8 | 4 | 0,6 | 40 | 4 | 160 | |
| КД522Б | Iа | 10 | 3,8 | 2 | 0,6 | 20 | 3 | 60 | |
| ПКн150-1 | Iа | 15 | 12 | 12 | 1 | 180 | 1 | 180 | |
| Площадь всех ЭРЭ | 1635,4 | ||||||||
Рассчитаю площадь всех ЭРЭ, определяю расчетную площадь платы, S, мм2, по формуле:
![]() , (1.5)
, (1.5)
где Q – коэффициент заполнения печатной платы, Q = 2,9.
![]()
По данным расчета выбираю площадь печатной платы не более
4742,66 мм2. Выбираем печатную плату размерами 40×120 мм.
Надежность – свойство изделия выполнять заданные функции в определенных условиях эксплуатации при сохранении значений основных параметров в заранее установленных пределах. Надежность – физическое свойство изделия, которое зависит от количества и качества, входящих в его состав элементов, от условий в которых оно эксплуатируется (чем выше температура окружающей среды, чем больше относительная влажность воздуха, перегрузки при вибрации и т.д., тем меньше надежность), и от ряда других причин. [10]
Производим расчет надежности изделия, пользуясь данными
таблицы 1.2.
Таблица 1.2
| Тип элемента | Кол-во ЭРЭ, n | Интенсивность отказов ЭРЭ λэ, 1/ч | Произведение n ∙ λэ |
| К10-17б | 10 | 0,00000014 | 0,00000140 |
| К50-68 | 3 | 0,00000024 | 0,00000072 |
| Микросхемы | 4 | 0,00000002 | 0,00000008 |
| АЛ307БМ | 1 | 0,00000002 | 0,00000002 |
| НТ1613 | 1 | 0,0000002 | 0,00000020 |
| Резисторы | 14 | 0,00000005 | 0,00000070 |
| В170G | 1 | 0,00000005 | 0,00000005 |
| ПКн150-1 | 1 | 0,0000003 | 0,00000030 |
| КД521А | 3 | 0,0000003 | 0,00000090 |
| Д311А | 4 | 0,0000003 | 0,00000120 |
| BP-121 | 2 | 0,00000001 | 0,00000002 |
| Пайка | 194 | 0,000000005 | 0,00000097 |
| Итоговая интенсивность отказов изделия | λ | 1/ч | 0,00000656 |
Рассчитываю вероятность безотказной работы , Р, по формуле:
![]() (1.6)
(1.6)
По результатам расчетов строю график вероятности безотказной работы представленный на рисунке 1.2.
Определяю среднюю наработку до первого отказа, Т, час., по формуле:
![]() (1.7)
(1.7)
![]()
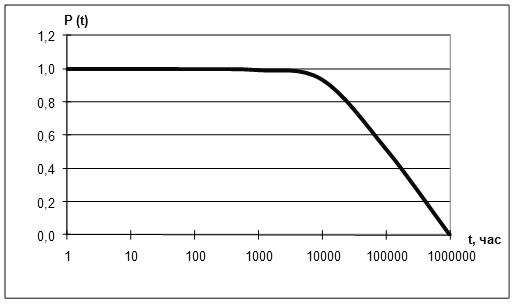
Рисунок 1.2 – График вероятности безотказной работы
Глядя на полученные результаты таблицы 1.2 и рисунка 1.2, становится, очевидно, что цифровой измеритель L и C надежен в работе и может проработать не менее 152439 часов.
2 Технологическая часть 2.1 Анализ технологичности конструкции 2.1.1 Качественный анализ технологичности конструкции Качественный анализ технологичности конструкции. Конструкция считается технологичной, если она при полном обеспечении требований надежности и качества не требует больших затрат на подготовку производства и позволяет внедрить принципы НОТ с максимальным внедрением механизации и автоматизации в данном производстве.
Конструкция измерителя собрана на печатной плате с печатным монтажом. Этот монтаж характеризуется жесткостью, обеспечивает доступ к ЭРЭ. Печатный монтаж дает возможность применения механизации при подготовке ЭРЭ к монтажу. Сначала устанавливаются на печатную плату резисторы, затем конденсаторы, диоды, и в последнюю очередь транзисторы и микросхемы. Монтажные соединения, получаемые пайкой, имеют большое переходное сопротивление по сравнению со сборочными соединениями. При нем нужен дополнительный расход материалов, но пайка обладает рядом преимуществ: техпроцесс пайки прост, дешев, можно быстро заменить вышедшие из строя ЭРЭ. Пайка обеспечивает надежный электрический монтаж, легко производить контроль монтажа по внешнему виду.
В качестве элементов схем используют ЭРЭ, предназначенные для радиоэлектронной аппаратуры широкого применения: резисторы С2-33Н, конденсаторы К10-17б и К50-68. Эти ЭРЭ дешевы по стоимости и имеют очень широкое распространение, что повышает технологичность устройства.
2.1.2 Количественный анализ технологичности конструкции Этот анализ позволяет однозначно судить о технологичности изделия. Количественная оценка технологичности конструкции основана на системе показателей, которые согласно ГОСТ14.203-73 делятся на три вида:- базовые показатели технологичности;
- показатели технологичности конструкции;
- показатели уровня технологичности.
Вид изделия, объем выпуска, и тип производства являются главными факторами, определяющими требования к технологичности конструкции изделия.
Под технологичностью конструкции понимается свойство, когда конструкция данного качества может производиться с минимальными затратами. Для определения уровня технологичности следует определить факторы, влияющие на технологичность и определения количественной оценки. [9]
В данном дипломном проекте анализ технологичности конструкции сводится к расчету: показателей технологичности, определению комплексного показателя технологичности и уровня технологичности.
Исходные данные и условные обозначения для расчётов представлены в таблице 2.1, базовый коэффициент технологичности Кб равен 0,69.
Таблица 2.1
| Обозначение | Наименование | Значение |
| Нор. эрэ | Количество оригинальных ЭРЭ в изделии | 0 |
| Нэрэ | Общее количество ЭРЭ | 38 |
| Нор.т.эрэ | Количество типоразмеров оригинальных ЭРЭ в изделии | 0 |
| Нт.эрэ | Общее количество типоразмеров в изделии | 12 |
| Нав.м | Количество монтажных соединений выполненных автоматизированным или механизированным способом | 110 |
| Нм | Общее количество монтажных соединений | 120 |
| Нмс | Общее количество микросхем в изделии | 4 |
Расчёт коэффициента повторяемости ЭРЭ, Кповт.эрэ, по формуле:
 (2.1)
(2.1)
![]()
Расчет коэффициента применяемости ЭРЭ, Кприм.эрэ, по формуле:
 (2.2)
(2.2)
![]()
Расчет коэффициента использования микросхем, Кис.мик, по формуле:
 (2.3)
(2.3)
![]()
Расчет коэффициента автоматизации и механизации монтажа, Кав.м, по формуле:
 (2.4)
(2.4)
![]()
![]() , (2.5)
, (2.5)
где i – порядковый номер показателя в ранжированном порядке.
Данные полученные из расчетов заношу в таблицу 2.2.
Таблица 2.2
| Наименование базовых показателей технологичности | Условное обозначение | Значение | Коэффициент Ψ |
| Коэффициент повторяемости ЭРЭ | Кповт.эрэ | 0,68 | 1 |
| Коэффициент применяемости ЭРЭ | Кприм.эрэ | 1,00 | 1 |
| Коэффициент использования | Кис.мик | 0,80 | 0,75 |
| Коэффициент автоматизации и | Кав.м | 0,92 | 0,5 |
 (2.6)
(2.6)

 , (2.7)
, (2.7)
где Кб – базовый показатель технологичности, Кб = 0,69

Полученный коэффициент Кyт>1, следовательно конструкция печатного узла технологична.
2.2 Выбор варианта схемы техпроцесса с обоснованием видов работВ настоящее время наиболее прогрессивным методом техпроцесса является автоматизированное производство. В таком производстве рабочие места объединяются территориально в определенном порядке. Изделие в процессе сборки передается с одного рабочего места на другое.
Все сборочные работы производятся пооперационно и синхронизированы, то есть, приведены к такту. Это значительно упрощает перемещение изделия на монтажных столах, рабочие места расположены по ходу техпроцесса.
Технологический процесс – это часть производственного процесса по изготовлению изделия. В него входят: изготовление деталей, сборка узлов и блоков, контроль, измерения, транспортировка изделий и другие операции.
При проектировании техпроцессов необходимо использовать:
- рабочие чертежи: принципиальная схема, сборочный чертёж, спецификация;
- руководящие материалы: стандарты, нормали;
- справочные данные. [9]
2.2.1 Структурная схема техпроцессаРуководствуясь выше сказанным, составляем структурную схему изготовления печатного узла и контроля:

Рисунок 2.1 – Структурная схема техпроцесса
Наименование операции:
005 – заготовительная
010 – сборочная
015 – монтажная
020 – регулировка
025 – контроль
2.2.2 Обоснование видов работ005 – заготовительная операция:
Сначала проводится комплектование покупными комплектующими изделиями (ПКИ) и материалами согласно спецификации чертежа и комплектовочным картам. Элементы извлекаются из упаковки, и производится проверка параметров элементов, рихтовка, формовка и обрезка в размер выводов, лужение, удаление изоляции проводов. Это выполняется слесарем – сборщиком на отдельном рабочем месте. При этом используется пинцет прямой ГГ7879-4215, кусачки боковые 54-16-1722, плоскогубцы ПУГ-150. Производится подготовка печатных плат, реконсервация плат. Также проводится проверка на паяемость. Применяется паяльник малогабаритный ПСН-28-6 ЕГ2.982.013 (Uпит = 6В, Рпот = 28Вт).
010 – сборочная операция:
Включает в себя установку ЭРЭ на плату с подгибкой выводов. Выполняется слесарем – сборщиком на его рабочем месте. Применяется пинцет ГГ7879-4215, кусачки боковые 54-16-1722. В конце производится визуальный контроль правильности установки ЭРЭ.
015 – монтажная операция:
Групповая пайка. Включает в себя установку в кассеты, флюсование, пайку волной на агрегате пайки АП-10 и изъятие из кассеты. Выполняется монтажником. Пайка проводится припоем ПОС-61 ГОСТ 21931-76. Применяется флюс ФКСП ТУ 102.911 канифольно-спиртовой, обладает максимальной активностью при температуре плюс 170 °С.
020 – операция регулировки:
Операцию регулировки выполняет регулировщик на отдельном рабочем месте. Для этого применяется малогабаритный паяльник ПСН-28-6 ЕГ2.982.013 (Uпит=6В, Рпот=28Вт) или другой, но до Рпот=30Вт, пинцет – захват прямой ПЗП 120 ОСТ 4.Г0.060.013, канифоль сосновая А ГОСТ 19113-73, припой ПОС-61 ГОСТ21931-76 и отвёртка ОСКС 200×0,3 ОСТ4.Г0.060.017. Из приборов используются блок питания Б5-25, контрольные конденсаторы и катушки. Инструкция по регулировке приведена в приложении А.
025 – операция контроля:
Проверка правильности сборки и надежности монтажа. Применяется пинцет ГГ7879-4215, иголка, лупа×4, отвертка. Операция осуществляется контролером. Производится проверка сборки и монтажа с целью обеспечения работоспособности изделия. Применяется комплект инструментов. [9]
2.3 Ведомость техпроцесса и его нормирование с определением трудоёмкости, включая операцию регулировки.Технологический процесс – это часть производственного процесса по изготовлению изделия. В него входят: изготовление деталей, сборка узлов и блоков, контроль, измерения, транспортировка изделий и другие операции.
При проектировании техпроцессов необходимо использовать:
- рабочие чертежи, к ним относятся: принципиальная схема, сборочный чертёж, спецификация;
- руководящие материалы: стандарты, нормали;
- справочные данные.
Разработку техпроцесса производим в следующей последовательности:
- изучение технических условий и чертежей;
- закрепление сборки аппаратуры за рабочими местами;
- выбор метода изготовления;
- проектирования техпроцесса;
- выбор оборудования и приспособлений, инструментов для каждой операции;
- разработка методов контроля;
- подсчёт необходимого количества оборудования технологической оснастки.
Нормы времени на операции и переходы берём из справочника [16,17]
Похожие работы
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... с полезным сигналом помехам.. Итак, ЦИП наиболее полно удовлетворяют основным требованиям предъявляемым в настоящее время к измерительной аппаратуре, — высокая точность и быстродействие, автоматизация процессов измерения и обработки информации. Обобщенная структурная схема ЦИП показана на рис.25 Рис.25. Обобщенная структурная схема ЦИП В цифровом приборе измеряемая величина х ...
... открывании кожухов; экраны рекомендуется использовать для защиты от направленных звуковых волн, излучаемых ультразвуковой установкой. Экраны целесообразно использовать в больших рабочих помещениях. Конструкция цифрового измерителя амплитуды УЗ-вибраций построена таким образом, что для проведения измерений амплитуды вибраций поверхности, необходим контакт последней с пьезоэлектрическим щупом, ...
... снизить вероятность возникновения пожаров на данном объекте. ЗАКЛЮЧЕНИЕ С целью обеспечения безопасности движения речного транспорта в камере шлюза Усть-Каменогорской гидроэлектростанции в данном дипломном проекте была разработана радиолокационная станция обнаружения надводных целей, она гораздо эффективнее, чем, например система видео наблюдения. Были рассчитаны основные тактико- ...
0 комментариев