Навигация
Розрахунок підшипникової сполуки 7 – підшипник – корпус і 8 – підшипник – вал
10021
знак
0
таблиц
40
изображений
3. Розрахунок підшипникової сполуки 7 – підшипник – корпус і 8 – підшипник – вал
Визначимо розміри кулькового підшипника 7307: d = 35 мм, D = 80 мм, B = 85 мм.
Виходячи з умов роботи вузла можна зробити висновок про те, що характер навантаження зовнішнього кільця місцевий а внутрішнього – коливальний. У загальному машинобудуванні використовуються підшипники 0-го й 6-го класів точності. Виберемо підшипник 0-го класу точності. По [3, таблиці A.9, A.10] вибираємо граничні відхилення зовнішнього кільця Ø80 мм для l0 (0; – 0,013) і внутрішнього кільця Ø35 мм для L0 (0; – 0,012).
При місцевому характері навантаження посадка зовнішнього кільця підшипника з корпусом повинна бути із зазором, вибираємо по [3, таблиця А.11] поле допуску корпуса G7 (+0,040;+0,010), а при циркуляційному характері навантаження сполука внутрішнього кільця підшипника з валом повинне бути з натягом, вибираємо поле допуску вала n6 (+0,033;+0,017).
Визначаємо граничні розміри кілець підшипника й граничні розміри й допуски посадкових поверхонь вала й корпуса:
– зовнішнє кільце підшипника Ø80l0 (0; – 0,013):
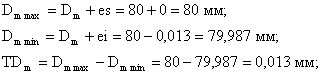
– внутрішнє кільце підшипника Ø35L0 (0; – 0,012):
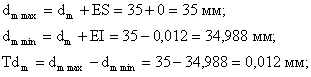
– отвір O80G7 (+0,04;+0,01):

– вал Ø35n6 (+0,033;+0,017):

Визначаємо граничні зазори й натяги сполук:
– внутрішнє кільце підшипника – вал (L0/ n6) – посадка в системі отвору з натягом:
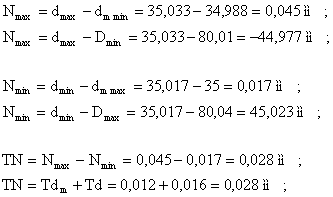
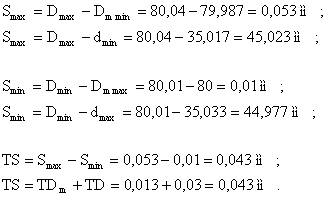
– зовнішнє кільце підшипника – корпус (G7/l0) – посадка в системі вала із зазором:
Будуємо схеми розташування полів допусків підшипникової сполуки, указуючи зазори й натяги (мал. 3).
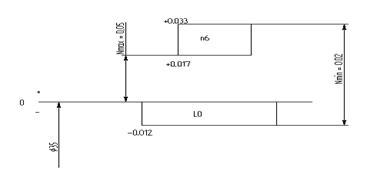
Малюнок 3 – Схеми розташування полів допусків підшипникової сполуки
По [3, таблиця А.14] визначаємо шорсткість посадкових поверхонь:
– вала – ![]() мкм;
мкм;
– отвору – ![]() напівтемний
напівтемний
Відхилення від циліндричності деталей під підшипники кочення при підвищеній відносній геометричній точності рівної 0,2 від допуску на розмір:
– допуск циліндричності вала: ![]()
– допуск циліндричності отвору: ![]()
Остаточно приймаємо по [3, таблиця А.8]: для вала допуск циліндричності 3,2 мкм, для отвору – 6 напівтемний.
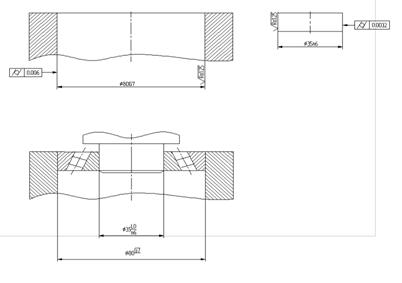
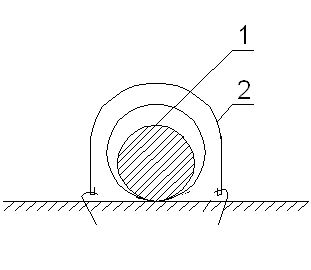
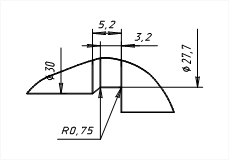
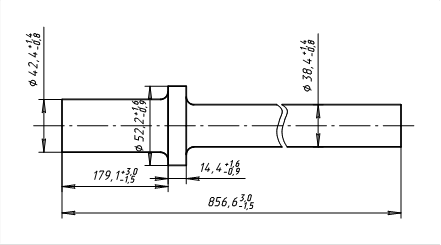
Малюнок 3.1 – Підшипникова сполука
4. Розрахунок посадок шпонкової сполуки 9 – шестірня – шпонка – вал
По діаметрі вала в [3, таблиця А.15] визначаємо розміри шпонки: при d = 50 мм: при b = 14 мм – ширина шпонки, h = 9 мм – висота шпонки, t1 = 5,5 мм, t2 = 3,8 мм.
По [3, таблиця А.16] для призматичних шпонок при вільній сполуці поля допусків по розмірі b приймаються наступні: для шпонки – 14h9 (0; -0,043), для паза вала – 14H9 (+0,043; 0), для паза втулки – 14D10 (+0,120; +0,05).
Розміри вала ![]() й втулки
й втулки ![]() , будуть мати відхилення [3, таблиця А.17]:
, будуть мати відхилення [3, таблиця А.17]: ![]()
Висота шпонки h має поле допуску h11. глибини канавок, що сполучаються з нею, (пазів) мають поле допуску H12.
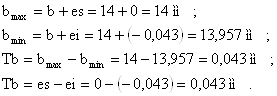
3 Визначаємо граничні розміри й допуск розміру ширини шпонки 14h9 (0; -0,043):
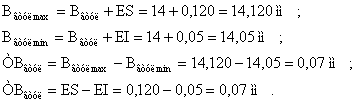
Визначаємо граничні розміри й допуск розміру ширини паза втулки 14D10 (+0,120; +0,05):
Визначаємо граничні розміри й допуск розміру ширини паза вала 14H9 (+0,043; 0):
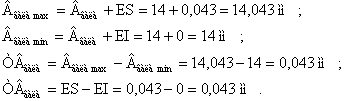
Визначаємо натяги й зазори між пазом втулки й шпонкою 14D10 (+0,120; +0,05)/ h9 (0; -0,043):
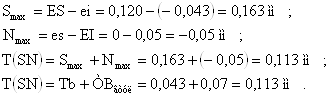
Визначаємо натяги й зазори між пазом вала й шпонкою 14H9 (+0,043; 0)/ h9 (0; -0,043):

Будуємо схему розташування допусків деталей шпонкової сполуки (мал. 4).
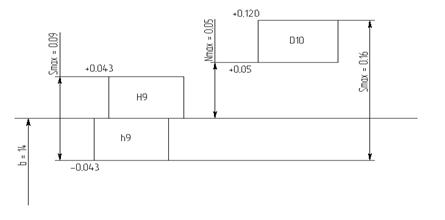
Малюнок 4 – схема розташування допусків деталей шпонкової сполуки
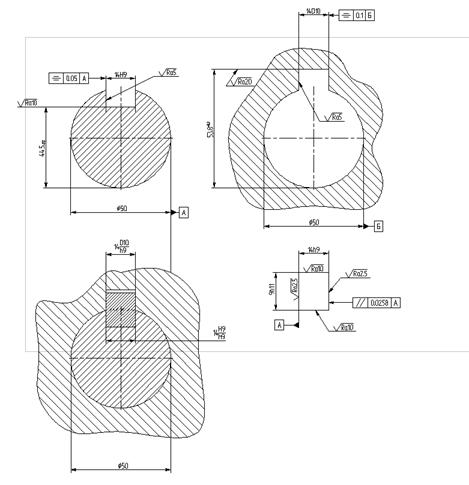
Для складання важливо правильне розташування канавок (пазів) на валу й у втулці. Тому призначаються такі норми, як допуски симетричності осі канавок (пазів) щодо осі вала й щодо осі отвору втулки й допуск паралельності площини осі канавки до осі вала або отвору.
Допуск паралельності площини симетрії паза щодо осі шпонкового паза по довжині паза в отворах дорівнює ![]() , допуск симетричності шпонкового паза щодо осі при сполуці з одною шпонкою дорівнює
, допуск симетричності шпонкового паза щодо осі при сполуці з одною шпонкою дорівнює ![]() , де
, де ![]() – допуск на ширину шпонкового паза.
– допуск на ширину шпонкового паза.
Таким чином, для паза вала:
– допуск паралельності дорівнює ![]()
– допуск симетричності дорівнює ![]()
Значення допусків, розраховані по формулах, варто округлити до найближчого значення зі стандартного ряду допусків по [3, таблиця А.8].
Остаточно приймаємо допуск паралельності рівним 0,02 мм, допуск симетричності рівним 0,08 мм.
Для паза втулки:
– допуск паралельності дорівнює ![]()
– допуск симетричності дорівнює ![]()
Значення допусків, розраховані по формулах, округляємо до найближчого значення зі стандартного ряду допусків по [3, таблиця А.8].
Остаточно приймаємо допуск паралельності рівним 0,03 мм, допуск симетричності рівним 0,1 мм.
По [3, таблиця А.18] призначаємо шорсткості для нерухливої сполуки:
– робоча поверхня паза вала – ![]()
– робоча поверхня паза втулки – ![]()
– неробоча поверхня шпонки – ![]()
– неробоча поверхня паза вала – ![]()
– неробоча поверхня паза втулки –![]()
![]()
![]()
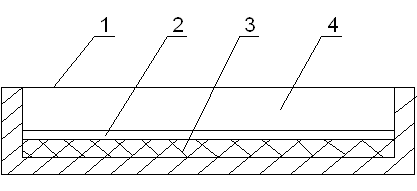
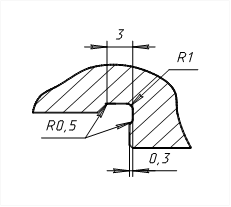
Малюнок 4.1 – Шпонкова сполука
Похожие работы

... розвиток плісняви. Тому на Поліссі України відсутність навісів і сіносховищ стримує широке впровадження у сільськогосподарське виробництво технології досушування сіна методом активного вентилювання. Проведені в НИИСХ Нечорноземної зони України досліди показали, що застосування навісів і сіносховищ дозволяє підвищити поживну цінність сіна на 20-25%, у порівнянні із сіном висушеним вентилюванням на ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
... 15. Білецька В. Українські сорочки, їх типи, еволюція і орнаментація//Матеріали доетнографії та антропології. 1929. Т. 21—22. Ч. 1. С. 81. 16. Кравчук Л. Т. Вишивка // Нариси історії українського декоративно-прикладного мистецтва. Львів, 1969. С. 62. 17. Добрянська І. О„ Симоненко І. Ф, Типи та колорит західноукраїнської вишивки//Народна творчість та етнографія. 1959. № 2. С. 80. 18. ...
0 комментариев