Навигация
Понятие и длительность производственного цикла
51298
знаков
1
таблица
12
изображений
1. Понятие и длительность производственного цикла
Производственным циклом изготовления той или иной машины или ее отдельного узла (детали) называется календарный период времени, в течение которого этот предмет труда проходит все стадии производственного процесса - от первой производственной операции до сдачи (приемки) готового продукта включительно [8, с.32].
Например, производственный цикл изготовления детали - период времени от поступления материала в обработку до окончания изготовления детали, а производственный цикл изделия - период времени от запуска исходного материала и полуфабрикатов в обработку до окончания изготовления и комплектации предназначенного к реализации изделия.
Сокращение цикла дает возможность каждому производственному подразделению (цеху, участку) выполнить заданную программу с меньшим объемом незавершенного производства. Это значит, что предприятие получает возможность ускорить оборачиваемость оборотных средств, выполнить установленный план с меньшими затратами этих средств, высвободить часть оборотных средств.
Вследствие того, что производственный процесс протекает во времени и пространстве, производственный цикл можно измерить длиной пути движения изделия и его комплектующих элементов, а так же временем, в течение которого изделие проходит весь путь обработки.
Длительность производственного цикла (ДПЦ) - это интервал календарного времени от начала первой производственной операции до окончания последней; измеряется в днях, часах, минутах, секундах в зависимости от вида изделия и стадии обработки. Различают производственные циклы изделия в целом, циклы сборных единиц и отдельных деталей, циклы выполнения однородных операций, циклы выполнения отдельных операций.
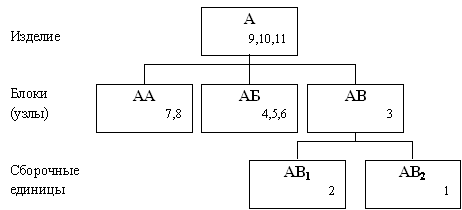
Длительность производственного цикла (при прочих равных условиях) зависит от размеров партий запуска, размеров передаточных партий и размеров межоперационных заделов (рис. 1.1) и обуславливает располагаемую производственную мощность частичных производственных процессов ЧПП (всей системы) и возможные сроки начала и окончания работ.

Рис. 1.1. Влияние факторов на ДПЦ
При этом под операцией понимается часть производственного процесса обработки ПТ на одном рабочем месте без переналадки оборудования одним рабочим или группой рабочих при помощи одних и тех же орудий труда.
Под партией запуска понимается определенное количество предметов труда ПТ одного наименования, обрабатываемых (или собираемых) на данной операции с однократной затратой подготовительно-заключительного времени.
Под передаточной партией (“пакетом”) понимается часть партии запуска, прошедшая обработку на данной и транспортируемая на непосредственно следующую за ней операцию.
Под заделом в общем случае понимается скопление ПТ (в ожидании обработки) между двумя непосредственно следующими друг за другом операциями. Различают оборотные и страховые (резервные) заделы [10, с.8-10].
2. Структура производственного цикла
Производственный цикл состоит из двух частей: рабочего периода, т.е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления и времени перерывов в этом процессе (рис. 2.1).
Рабочий период - это время, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением; время подготовительно-заключительных работ; время естественных технологических процессов; время технологического обслуживания. Т.е. рабочий период состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции.
Время выполнения технологических операций и подготовительно-заключительных работ называется операционным циклом.
Время естественных технологических процессов - это время, в течение которого предмет труда изменяет свои характеристики без непосредственного воздействия человека или техники.
Время технологического обслуживания включает в себя: контроль качества обработки изделия; контроль режимов работы машин и оборудования, их настройку, легкий ремонт; уборку рабочего места; подвоз заготовок, материалов, приемку и уборку обработанной продукции.
На длительность рабочего периода оказывает влияние разного рода факторы, например: качество проектно-конструкторских работ; уровень унификации и стандартизации изделий; степень точности изделий (высокая точность требует дополнительной обработки, что удлиняет производственный цикл); организационные факторы (организация рабочего места, размещение складских помещений и др.). Недостатки организационного характера увеличивают подготовительно-заключительное время.
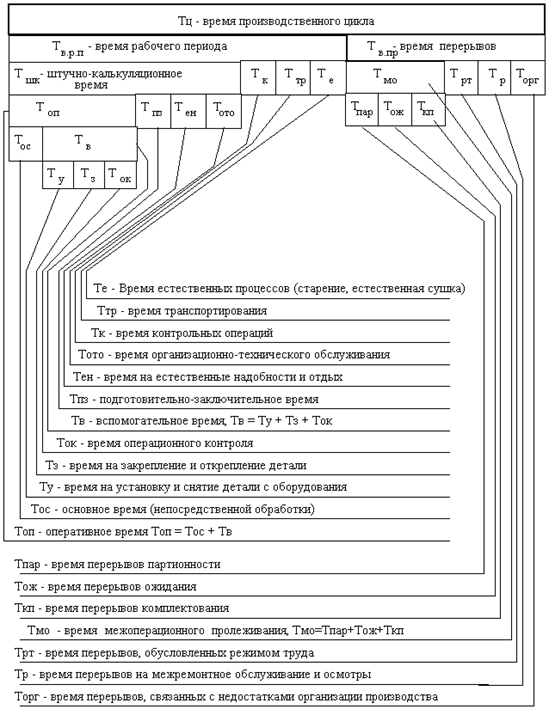
Рис. 2.1. Структура производственного цикла
Время перерывов в работе - это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен. Различают регламентированные и нерегламентированные перерывы. Регламентируемые перерывы делятся на внутрисменные (межоперационные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на:
перерывы партионности - имеют место при обработке деталей партиями. Каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживают до начала и по окончании обработки, пока вся партия не пройдет через данную операцию;
перерывы комплектования - возникают в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других изделий, входящих в один комплект;
перерывы ожидания - обусловлены несогласованностью (несинхронностью) длительности смежных операций технического процесса, возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции.
Междусменные перерывы включают в себя перерывы между рабочими сменами, обеденные перерывы, перерывы для отдыха рабочих, выходные и праздничные дни.
Нерегламентированные перерывы связаны с организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментом, поломка оборудования, нарушение трудовой дисциплины и т.д.). Они включаются в производственный цикл в виде поправочного коэффициента или не учитываются.
Отметим, что структура производственного цикла (соотношение образующих его частей) в различных отраслях машиностроения и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка.
Подводя итог вопросу, отметим, что совокупный производственный процесс представлен как подсистема хозяйственного процесса, совершаемого предприятием. Выделяются образующие его элементы - ЧПП, образованные производственными операциями.
Производственный цикл является одним из важнейших показателей технико-экономического развития, который определяет возможности предприятия по объему выпуска продукции и затраты на ее производство.
Длительность производственного цикла относится к нормативам организации производственного процесса. Важно как рациональное пространственное размещение, так и оптимальная длительность производственного цикла.
Похожие работы
... (несвоевременное обеспечение рабочего места материалом, инструментом, поломка оборудования, нарушение трудовой дисциплины и т.д.). Они включаются в производственный цикл в виде поправочного коэффициента или не учитываются.4. Экономическая функция производственного цикла. Без научнообоснованного расчета длительности производственного цикла нельзя правильно составить производственную программу ...
... и где преобладает последовательный вид движения предметов труда, с ростом размера партии увеличивается степень нарушения принципа непрерывности, поскольку увеличивается время пролеживания каждой сборочной единицы, т.е. увеличивается длительность производственного цикла изготовления партии изделий, количество сборочных единиц, находящихся в заделе и на хранении (т.е. незавершенное производство). ...
... 47,5 206 5,0 8 208 1 3 0,42 4,27 17,05 208 6,2 9 185 3 3 0,44 4,35 43,15 188 5,1 10 93 2 3 0,53 4,31 34,1 147 5,5 Рассчитанную партию в днях корректируем до 5 дней. Длительность производственного цикла каждой детали составит 5 дней или 4 запуска в месяц. Учитывая пролеживание, длительность производственного цикла по самой длительной операции составит 11 дней (5+6). ...


... на рубль услуг коп. 90,5 85,9 -5,08 8 Прибыль – всего руб. 95695 156023,5 +63,04 9 Уровень рентабельности % 10,5 16,4 +5,9 Заключение. Целью дипломного проектирования являлось проектирование производственной инфраструктуры на примере МУПБО «Бодрость». Для достижения поставленной цели были выполнены следующие задачи. Изучены теоретические материалы по заданной теме, что ...
0 комментариев