Навигация
Расчет длительности производственного цикла
51298
знаков
1
таблица
12
изображений
4. Расчет длительности производственного цикла
Без научно обоснованного расчета длительности производственного цикла нельзя правильно составить производственную программу предприятия и цехов, определить технико-экономические показатели деятельности. Длительность производственного цикла влияет на сроки подготовки производства новой продукции, оборачиваемости оборотных средств, является важной величиной при организации оперативно-производственного планирования, материально-технического снабжения и т.д.
В общем виде длительность производственного цикла определяется по формуле [6, с.97]:
Тц = Тврп + Твпр, (4.1)
где Тврп - время рабочего процесса;
Твпр - время перерывов.
Во время рабочего периода выполняются технологические операции [6, с.97]:
Тврп = Тшк + Тк + Ттр + Те, (4.2)
где Тшк - штучно-калькуляционное время;
Тк - время контрольных операций;
Ттр - время транспортирования предметов труда;
Те - время естественных процессов (старения, релаксации, естественной сушки, отстоя взвесей в жидкостях и т.п.).
Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр) [6, с.98]:
Топр = Тшк + Тк + Ттр. (4.3)
В операционный цикл Тк и Ттр включены условно, так как в организационном отношении они не отличаются от технологических операций, штучно-калькуляционное время рассчитывается по формуле [6, с.98]:
Тшк = Топ + Тпз + Тен +Тото, (4.4)
где Топ - оперативное время;
Тпз - подготовительно-заключительное время при обработке новой партии деталей;
Тен - время на отдых и естественные надобности рабочих;
Тото - время организационного и технического обслуживания (получение и сдача инструмента, уборка рабочего места, смазка оборудования и т.п.).
Оперативное время (Топ) в свою очередь состоит из основного (Тос) и вспомогательного времени (Тв) [6, с.98]:
Топ = Тос + Тв, (4.5)
Основное время - это непосредственное время обработки или выполнения работы.
Вспомогательное время:
Тв = Ту + Тз + Ток, (4.6)
где Ту - время установки и снятия детали (сборочной единицы) с оборудования;
Тз - время закрепления и открепления детали в приспособлении;
Ток - время операционного контроля рабочего (с остановкой оборудования) в ходе операции.
Время перерывов (Твпр) обусловлено режимом труда (Трт), межоперационным пролеживанием детали (Тмо), временем перерывов на межремонтное обслуживание и осмотры оборудования (Тр) и временем перерывов, связанных с недостатками организации производства (Торг) [6, с.99]:
Твпр = Тмо + Трт + Тр + Торг. (4.7)
Время межоперационного пролеживания (Тмо) определяется временем перерывов партионности (Тпар), перерывов ожидания (Тож) и перерывов комплектования (Ткп) [6, с.99]:
Тмо = Тпар + Тож + Ткп. (4.8)
Перерывы партионности (Тпар) возникают при изготовлении изделий партиями и обусловлены пролеживанием обработанных деталей до готовности всех деталей в партии на технологической операции.
Перерывы ожидания (Тож) вызываются несогласованной длительностью смежных операций технологического процесса.
Перерывы комплектования (Ткп) возникают при переходе от одной фазы производственного процесса к другой.
Таким образом, в общем виде производственный цикл выражается формулой [6, с.100]:
Тц = Топр + Те + Тмо + Трт + Тр + Торг. (4.9)
Свои особенности на исчисление ДПЦ оказывает и характер организации движения предметов труда.
При последовательном способе движения ДПЦ обработки партии запуска традиционно рассчитывается формуле [11, с.8]:
Тц1 = n ![]() ti , (4.10)
ti , (4.10)
где Тц1 - ДПЦ при последовательном способе движения ПТ;
n - размер партии запуска;
ti - штучно-калькуляционное время i-й операции;
i - номер операции (i = 1, 2, 3,.., m).
В некоторых случаях формула (2.10) приводится в модифицированном варианте, а именно [11, с.8]:
Тц1 = n ![]()
![]() , (4.11)
, (4.11)
где K1i - количество рабочих мест, занятых выполнением i-й операции.
При параллельном способе движения ПТ для случая, если t1=t2=t3= ..= tn, ДПЦ обычно рассчитывается по формуле [11, с.13]:
Тц2 = ![]() ti + t*(n - 1), (4.12)
ti + t*(n - 1), (4.12)
В случае, если в рассматриваемом процессе длительности операций не равны между собой, то ДПЦ предлагается рассчитывать по формуле [11, с.13]:
Тц2 = ![]() ti + tгл*(n - 1), (4.13)
ti + tгл*(n - 1), (4.13)
где tгл - штучно-калькуляционное время самой продолжительной операции (ее обычно называют главной операцией).
Формула для расчета ДПЦ при параллельно-последовательном способе движения ПТ имеет вид [11, с.18]:
Тц3 = ![]() ti + (n-1) * (
ti + (n-1) * (![]() tбi -
tбi - ![]() tмi ), (4.14)
tмi ), (4.14)
где mм - количество “меньших операций”;
mб - количество “больших операций”;
tбi - продолжительность “больших операций”;
tмi - продолжительность “меньших операций”.
Также предлагается рассчитывать ДПЦ по формуле [11, с.18]:
Тц3 = ![]() ti+(n-1)*(
ti+(n-1)*(![]() tmaxi -
tmaxi - ![]() tmini )+(n-1)*tгл, (4.15)
tmini )+(n-1)*tгл, (4.15)
где tmaxi - максимальная из двух длительностей смежных операций;
tmini - минимальная из двух длительностей смежных операций.
Существует и такая формула [11, с.19]:
Тц3 = n ![]() ti - (n-1)
ti - (n-1) ![]() tкорi, (4.16)
tкорi, (4.16)
где tкорi - штучно-калькуляционное время на “короткой”, т.е. менее трудоемкой, из двух смежных операций.
В случае, если размер передаточной партии больше 1, то предлагается формула вида [11, с.19]:
Тц3 = n ![]() ti - (n-nп)
ti - (n-nп) ![]() tкорi . (4.17)
tкорi . (4.17)
Таким образом, ДПЦ - показатель, характеризующий время, необходимое для обработки партии запуска ПТ одного наименования в ЧПП, рассматриваемом в качестве элемента производственной системы более высокого порядка. Время обработки партии запуска обусловлено как длительностью отдельных операций, так и способом организации движения ПТ, который, в свою очередь, характеризуется размерами партии запуска и передаточных партий, наличием различного рода производственных заделов.
Поскольку любая производственная система является сложным образованием, включающим множество взаимосвязанных элементов, функционирование которых подвергается воздействию случайных факторов (внутренних и внешних), то методика расчета ДПЦ должна их учитывать. В связи с этим и существует много вариантов расчета длительности цикла, задача в данном случае сводится к выбору оптимальной формулы.
Отметим, что влияние показателя ДПЦ на другие показатели, характеризующие работу предприятия, трудно переоценить. Во-первых, от точности его расчета зависит значение показателя располагаемой производственной мощности предприятия (цеха, участка). Во-вторых, адекватность метода его расчета обусловливает качество календарных планов производства и загрузки рабочих мест (оборудования), а также запасов материалов, покупных комплектующих изделий, запасных частей и агрегатов (в ремонтном хозяйстве) и, следовательно, важнейших финансовых показателей работы предприятия;
5. Анализ длительности производственного цикла в экономической деятельности предприятия
Производственный цикл используется в качестве норматива при оперативном планировании производства, финансовом управлении и других планово-производственных расчетах.
Длительность производственного цикла влияет на важнейшие показатели работы предприятия и приводит к:
1. Ускорению оборачиваемости оборотных средств, сокращению объемов незавершенного производства
Так, производственный цикл непосредственно связан с нормативом оборотных средств:
Тц = ОСн.п / Qдн, (5.1)
где (Тц) - производственный цикл;
ОСн.п - объем оборотных средств в незавершенном производстве (руб.);
Qдн - однодневный выпуск продукции (руб.).
2. Повышению производительности труда
3. Улучшению использования производственных мощностей и росту выпуска продукции
4. К снижению себестоимости единицы продукции за счет уменьшения постоянных расходов приходящихся на единицу продукции
5. Повышению рентабельности производства.
Чем быстрее совершается производственный процесс (чем меньше длительность производственного цикла), являющийся одним из элементов кругооборота оборотных средств, тем больше будет скорость их оборачиваемости, тем большее число оборотов они совершают в течение года. В результате происходит высвобождение денежных ресурсов, которые могут быть использованы для расширения производства на данном предприятии.
По той же причине происходит сокращение (абсолютное или относительное) объема незавершенного производства. Это означает высвобождение оборотных средств в их вещественной форме, т.е. в форме конкретных материальных ресурсов.
Производственная мощность предприятия или цеха прямо зависит от длительности производственного цикла. Под производственной мощностью понимается максимально возможный выпуск продукции в плановом периоде. И поэтому ясно, что чем меньше затрачивается времени на производство одного изделия, тем большее их число может быть изготовлено за тот же период времени.
Производительность труда при сокращении длительности производственного цикла повышается в результате увеличения объема выпуска продукции за счет увеличения производственной мощности, что приводит к уменьшению доли труда вспомогательных рабочих в единице продукции, а также доли труда специалистов и служащих.
Себестоимость продукции при сокращении производственного цикла снижается за счет уменьшения в себестоимости единицы продукции доли общезаводских и цеховых расходов при увеличении производственной мощности [3, c.70-71].
Таким образом, сокращение длительности производственного цикла - один из важнейших источников интенсификации и повышения эффективности производства на промышленных предприятиях.
Сокращение производственного цикла имеет большое экономическое значение:
- сокращается оборачиваемость оборотных средств за счет сокращения объемов незавершенного производства;
- увеличивается фондоотдача основных производственных фондов;
- снижается себестоимость изделий за счет сокращения условно-постоянной части издержек на одно изделие и т.д.
Похожие работы
... (несвоевременное обеспечение рабочего места материалом, инструментом, поломка оборудования, нарушение трудовой дисциплины и т.д.). Они включаются в производственный цикл в виде поправочного коэффициента или не учитываются.4. Экономическая функция производственного цикла. Без научнообоснованного расчета длительности производственного цикла нельзя правильно составить производственную программу ...
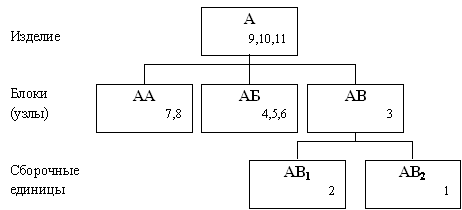
... и где преобладает последовательный вид движения предметов труда, с ростом размера партии увеличивается степень нарушения принципа непрерывности, поскольку увеличивается время пролеживания каждой сборочной единицы, т.е. увеличивается длительность производственного цикла изготовления партии изделий, количество сборочных единиц, находящихся в заделе и на хранении (т.е. незавершенное производство). ...
... 47,5 206 5,0 8 208 1 3 0,42 4,27 17,05 208 6,2 9 185 3 3 0,44 4,35 43,15 188 5,1 10 93 2 3 0,53 4,31 34,1 147 5,5 Рассчитанную партию в днях корректируем до 5 дней. Длительность производственного цикла каждой детали составит 5 дней или 4 запуска в месяц. Учитывая пролеживание, длительность производственного цикла по самой длительной операции составит 11 дней (5+6). ...


... на рубль услуг коп. 90,5 85,9 -5,08 8 Прибыль – всего руб. 95695 156023,5 +63,04 9 Уровень рентабельности % 10,5 16,4 +5,9 Заключение. Целью дипломного проектирования являлось проектирование производственной инфраструктуры на примере МУПБО «Бодрость». Для достижения поставленной цели были выполнены следующие задачи. Изучены теоретические материалы по заданной теме, что ...
0 комментариев