Навигация
Технологический процесс сборки двигателя автомобиля Камаз-740
39945
знаков
7
таблиц
6
изображений
ВВЕДЕНИЕ
Большегрузные автомобили КамАЗ, предназначены для перевозки различных грузов, в основном на большие расстояния, отличаются высокой экономичностью и эксплуатационной надёжностью, комфортабельностью рабочего места водителя. Эти преимущества, выдвигают грузовик КамАЗ на одно из первых мест среди грузовых автомобилей.
Массовое производство автомобилей КамАЗ и их поступление в народное хозяйство, началось в 1976 году. На автомобиль КамАЗ устанавливается дизельный восьмицилиндровый четырёх-тактный двигатель с воспламенением от сжатия и V-образным расположением цилиндров, угол развала равен 90 градусов. Двигатель КамАЗ-7403.10 отличающийся высокой мощностью, надёжностью и повышенным ресурсом благодаря применению:
поршней, отлитых из высококремнистого алюминиевого сплава с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
поршневых колец с хромовым и молибденовым покрытием боковых поверхностей;
азотированного или упрочнённого индукционной закалкой коленчатого вала;
трёхслойных тонкостенных сталебронзовых вкладышей коренных и шатунных подшипников;
закрытой системы охлаждения, заполняемой низкозамерзающей охлаждающей жидкостью, с автоматическим регулированием температурного режима, гидромуфтой привода вентилятора и термостатами;
высокоэффективных бумажных фильтрующих элементов для фильтрации масла, топлива и воздуха;
гильз цилиндров, объемно-закаленных и обработанных плосковершинным хонингованием;
электрофакельного устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя при отрицательных температурах окружающего воздуха до -25° С.
Полученные в процессе исследований закономерности интенсивности изнашивания агрегатов автомобилей позволили усовершенствовать действующую методику корректирования нормативов технической эксплуатации автомобильного транспорта. Кроме того, результаты исследований топливной экономичности указанных автомобилей позволили разработать принципиально новую систему дифференцированного корректирования линейных норм расхода топлива, учитывающую реальные климатические, дорожные и транспортные условия их эксплуатации. В условиях производства создана исследовательская лаборатория спектрального анализа масла двигателей семейства КамАЗ. Результаты выполненных исследований интенсивности изнашивания двигателей по параметрам работающего масла КамАЗ-5320. Разработкой на машиностроительных предприятиях новых технологий и технологического оборудования по всем основным производственным переделам от получения заготовок до сборки и испытаний готовой продукции. Цикл работ включает как исследования, так и разработку технологических процессов, проектирование и изготовление оборудования. электрофакельного устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя при отрицательных температурах окружающего воздуха до -25° С.
1.1.Общие указания
Для сборки двигателя рекомендуется использовать поворотный стенд р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси Рис. 1.1.
Стенд Р-770
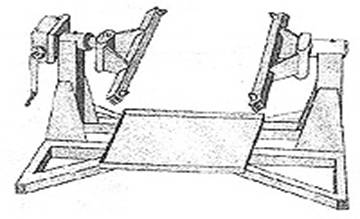
Рис. 1.1.
Трущиеся поверхности деталей рекомендует
смазывать моторным маслом. При креплении деталей посредством резьбовых соединений, кроме ответственных, обеспечьте момент затяжки согласно ГОСТ. Не - металлические прокладки устанавливайте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите чтобы, прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей. При установке резиновые уплотнительные кольца и заходные фаски смазывайте консистентной смазкой.
Не подгибайте шпильки при надевании на них деталей.Различают два метода сборки:
- поточный метод сборки. При движении по конвейеру на блок цилиндров устанавливают поочередно все детали и агрегаты , при этом каждый рабочий выполняет одно операцию.
- тупиковый метод сборки. Блок цилиндров устанавливают на стенд Р-770, после чего производится сборка. Сборку производит слесарь четвертого разряда. Трудоемкость сборки – 640 чел. мин
1.2. Технологический процесс сборки двигателя
1. Установить блок цилиндров на стенд и проверить герметичность масляных каналов. Нарушение герметичности не допускается.
2. Установить блок но стенд для разборки - сборки в горизонтальное положение.
3. Продуть все внутренние полости блока цилиндров сжатым воздухом (пистолет для обдува деталей сжатым воздухом С-417).
4. Смазать нижние и верхние уплотнительные кольца гильз цилиндров моторным маслом М10Г2 К (Емкость, кисть).
5. установить нижние уплотнительные кольца гильз в блок цилиндров
6. надеть верхние уплотнительные кольца на гильзы цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров смазать моторным маслом М10Г2. К (приспособление для установки гильз, емкость для масла, кисть).
7. установить блок цилиндров на стенд для проверки герметичности рубашки охлаждения, проверить герметичность при помощи жидкости, нагнетаемой в рубашку охлаждения, нарушение герметичности не допускается (Стенд, кран-балка, подвеска).
8. установить блок цилиндров на стенд для разборки-сборки в вертикальное положение.
9. установить направляющие толкателей на блок цилиндров, затянуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85-90 Н.м. (8,5-9 кгс.м.) (головка сменная 19 мм ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М).
10.смазать толкатели маслом и установить их в направляющие толкателей (емкость, кисть).
11.смазать опорные шейки распределительного вала маслом М10Г2 и установить распределительный вал в сборе в блок цилиндров (емкость, кисть).
12.установить на вал корпус подшипника, затянуть болты крепления с запорными шайбами корпуса подшипника распределительного вала и отогнуть усы запорных шайб на грани головок болтов. Болты крепления затянуть усилием 25 Н.м.(2,5 кгс.м.) (головка сменная 17 мм ключ с п.к. рукоятка динамометрическая модель 131М, зубило, молоток).
13.Подобрать вкладыши коренных подшипников коленчатого вала, проверить вкладыши, постели блока, крышки крепления, установить последовательно верхние вкладыши в постель блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками в блоке цилиндров и крышках.
14.смазать вкладыши коренных подшипников маслом М10Г2К (емкость, кисть).
15.установить в блок цилиндров коленчатый вал в сборе (кран-балка, подвеска).
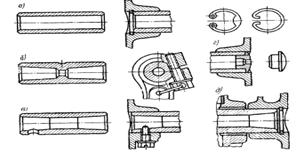
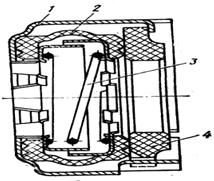
16.Установить верхние и нижние полукольца упорного подшипника коленчатого вала Рис.1.2.
Установка полуколец упорного подшипника коленчатого вала
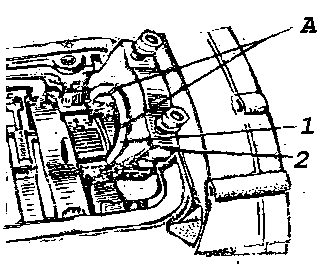
1-нижнее полукольцо;2-крышка задней коренной опоры;
А-канавки на полукольце
Рис.1.2.
и проверить осевой зазор в упорном подшипнике. Нижнее полукольцо устанавливают одновременно с крышкой заднего коренного подшипника.
17.Установить крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отчет перегородок блока начинать вести спереди двигателя).
18.Завернуть и затянуть болты крепления крышек в два приёма: первый с величиной момента затяжки 96-120 Н.м (9,6-12,0 кгс.м)второй 210-235 Н.м (21-23 кгс.м). Болты заворачивают сначала со стороны правого ряда цилиндров, а затем со стороны левого ряда цилиндров. (Головка сменная 24 мм, удлинитель, ключ с присоединительным квадратом, ключ динамометрический ПИМ-1754)
19.Замерить осевой зазор коленчатого вала. Он должен быть в пределах 0,100-0,195 мм. При необходимости осевой зазор отрегулировать установки полуколец упорного подшипника другой толщины. (Набор щупов №2)
20.эстановить завернуть и затянуть стяжные болты с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82-92 Н.м(8.2-9.2 кгс.м). (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоять динамометрическая модель 131М).
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
ние их математического описания, разработка технологического процесса ТР топливного насоса двигателя КамАЗ-5320. 1. ХАРАКТЕРИСТИКА ТОПЛИВНОЙ СИСТЕМЫ ДВИГАТЕЛЯ автомобиля КАмаЗ-5320 Топливная система дизельного двигателя КамАЗ-740 включает: 1) топливный бак - емкостью 250 л; 2) фильтр грубой очистки - установлен на ...
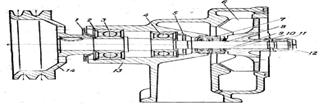
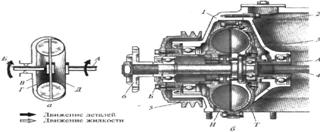
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
... году, b = 250 Qг.гв = 207000*138*1*0,75*250 = 5356125 кДж*ч/100м3 5.Заключение В данном курсовом проекте разработан технологический процесс на сборку прерывателя- распределителя ЗИЛ-130. При разработке курсового проекта мне пришлось воспользоваться множеством технической литературы, которая в последствии помогла мне выполнить основные задачи проекта. ...
0 комментариев