Розрахунок потужності двигунів пластинчатих конвеєрів
Розрахунок потужності двигунів роликових конвеєрів
Розрахунок потужності електродвигунів тягового та візкового конвеєрів
Розрахунок електродвигунів та параметрів кантувачів та поворотних приводів
Розрахунок електромагнітних силових приводів
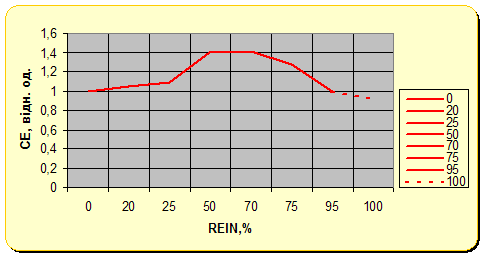
Визначення оптимальних значень рівня механізації
Навигация
Розрахунок силових приводів засобів автоматизації устаткування вагонів та технологічних процесів
Розрахунок силових приводів засобів автоматизації устаткування вагонів та технологічних процесів
21052
знака
9
таблиц
1
изображение
Розрахунок силових приводів засобів автоматизації устаткування вагонів та технологічних процесів
Пояснювальна записка і розрахунки до курсової роботи
з дисципліни “Автоматика та автоматизація устаткування
вагонів та технологічних процесів”
2009
Зміст
Вступ
1. Класифікація силових приводів технологічних процесів
2. Розрахунок потужності двигунів пластинчастих конвеєрів
3. Розрахунок потужності двигунів роликових конвеєрів
4. Розрахунок тягового та візкового конвеєрів
5. Розрахунок параметрів підйомних механізмів
6. Розрахунок електродвигунів та параметрів кантувачів та поворотних тіл
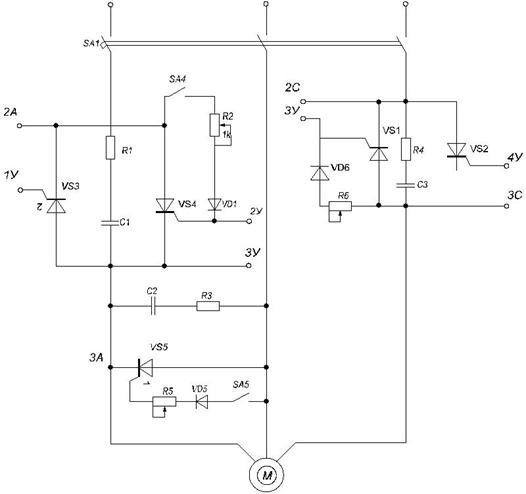
7. Розрахунок електромагнітних силових приводів
8. Розрахунок пневматичних та гідравлічних силових приводів
9. Визначення оптимального значення рівня механізації
Список використаної літератури
Вступ
Автоматизація виробництва є одним з важливих напрямків науково-технічного прогресу. При автоматизації виробництва функції керування і контролю, які на етапі механізації виконуються людиною, передаються автоматичним пристроям.
Ціль автоматизації - різке підвищення продуктивності праці за рахунок збільшення робітників для інших виробничих дільниць, покращення умов праці і якості продукції, що виготовляється та інше.
Автоматизація технологічного процесу ремонту вагонів на даний час розвинута недостатньо, тому особливі вимоги ставляться перед інженерно-технічними працівниками вагонного господарства. Вони повинні орієнтуватися в пріоритетних напрямках застосування засобів автоматизації і впровадженні їх в умовах вагоноремонтних підприємств.
Якщо порівняти розвиток техніки в нашій державі і за кордоном (зокрема в Європі), то можна затвердити, що ми відстаємо від технічного прогресу, який прогресує на заході, на значний період, але попри все це нам надається можливість спостерігати за тим, де були допущені помилки іноземними колегами в процесі становлення і відкриттів і добитись кращих результатів там, де це не зробили інші. Досягнення інженерів закордонних держав можна сміло використовувати в галузях Укрзалізниці.
Щодо виробничих процесів, то потрібно прагнути до максимальної автоматизації, для чого адміністративно-технічний персонал повинен розробити шляхи введення нової техніки, а навчальні заклади вже готують майбутній обслуговуючий і контролюючий персонал нового зразка. Це і повинно вивести залізницю нашої держави на вищий рівень розвитку
1. Класифікація силових приводів технологічних процесів
Під силовим приводом розуміють систему, призначена для приведення в рух механізм,в склад якого входить двигун і джерело енергії. В якості джерела енергії в автоматах застосовують пар, рідину під тиском, стиснуте повітря, електроенергію. Тип двигуна визначає і тип привода.
Електропривід – це частина машинного пристрою, складаючися із електродвигуна, апаратури управління і передаточного механізма.
Передаточні механізми служать для передачі руху і зусилля від двигуна до робочого органу, перетворюючи один вид руху в інший, змінення швидкості і напрямку руху. Часто електродвигуни працюють разом з муфтами, блоками, барабоном, редуктором, ланцюговими і ремінними передачами.
Електропривід простий і надійний в експлуатації. Найбільш компактним,надійним і економним в експлуатації являються асинхронні двигуни з коротко замкнутим ротором. Ці двигуни забезпечують постійну частоту обертання при зміненні навантаження. Асинхронні електродвигуни з коротко замкнутим ротором серії 4А застосовують в приводах конвеєрів, кантувачів, механізмах обертання колісних пар, насосах, вентиляторах, компресорах.
Електродвигуни постійного струму застосовують в приводах механізмах, які потребують великих пускових моментів і широкого регулювання частоти обертання, в системах автоматичного регулювання. В системах автоматичного регулювання часто застосовують електродвигуни постійного струму з незалежним збудженням, коли регулювання частоти обертання виконується зміненням магнітного потоку (струму) збудження. Цей спосіб регулювання рахують найбільш економічним.
Електродвигуни вибирають в залежності від потрібної потужності,режимів роботи і функції технологічної машини.
Пневмопривід широко застосовують для автоматизації операції повороту, підйому, переміщення і зажиму. Переваги пневмоприводу полягають в його надійності, вибухобезпечності, простоті конструкції і управління, невисокі вимоги до герметичності і точності виготовлення. Ефективність застосування пневмоприводів в вагоноремонтних депо заклечається в можливості використання типового пневматичного і електропневматичного гальма. Основним недоліком являється шум,який виникає при вихлопі відпрацьованого повітря і динамічної взаємодії рухомих об’єктів. Для зниження шуму застосовують систему трубопроводу, яка відводить відпрацьоване повітря за межі приміщення,з установкою на виході трубопроводі активних глушителів.
Гідропривід – забезпечує отримання високих зусиль при малих габаритах і масі виконуючих пристроїв., плавне і точне регулювання зусиль,швидкостей і переміщення виконуючих елементів і відрізняється малою інерційністю і безшумністю в роботі. До недоліків гідроприводу відносять складність конструкції,високої точності виготовлення і герметичності, а також залежність його роботи від температури.
Контейнери призначенні для горизонтального і похилого переміщення виробу і матеріалу.
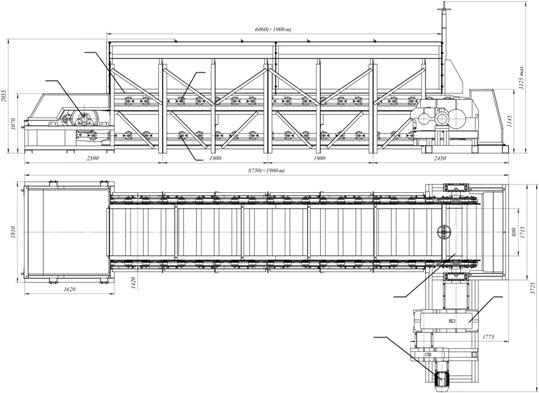
Пластинчасті конвеєри переміщають вантаж в горизонтальному і похилому положеннях на настилі, утвореному із окремих пластин, як правило прикріплені до тягового елементу (ГОСТ 22281-76). Кут нахилу пластинчастих конвеєрів не повинен перевищувати 45°. Конвеєри представляють собою транспортувальний пристрій непереривної дії, змонтовані на опорній металічній конструкції з ходовою частиною, тяговим органом, якими являються дві пластинчаті цепи, опираючись своїми катками по всій довжині конвеєра на рельси, маючи на опорній конструкції і згинаючі на кінцях його приводні і натяжні зірочки. Пластинчасті конвеєри бувають вертикально – замкнуті і горизонтально – замкнуті.
Роликові конвеєри – транспортувальний пристрій для різновид них штучних вантажів (прокат, деталі вагона). Вантаж переміщається по стаціонарним приводним або не приводним роликам. У не приводних конвеєрах вантаж рухається самоходом при невеликих кутах роликового настилу під дією сили важкості. У приводних конвеєрах вантаж переміщається під дією сил зчеплення з обертаючими опорними роликами від групового або індивідуального приводного пристрою. Часто застосовують циліндричні ролики,які мають циліндричні обичайки із стальних безшовних зварних труб з нормованих по ГОСТ 8324-82 параметрами.
Шагові конвеєри називають тому,що рухома рама переміщає вантаж на всіх робочих позиціях на один шаг вперед через рівні проміжки часу, відповідно циклу його роботи. Весь цикл руху шагового конвеєра протікає в автоматичному, напівавтоматичному і наладному режимах роботи за чотири послідовних хода робочого органа конвеєра – підйом, робочий хід, опускання і холостий хід.
Шаговий конвеєр складається із станіни, не рухомої рами, рухомої рами, установлена на опорних роликах, підйомників з пневматичним, гідравлічним або електромеханічним приводом, кінцеві виключателі.
Візкові конвеєри переміщають вантаж на візках, рухаючись по направляючих коліях (замкнутих або не замкнутих). Візкові конвеєри виготовляють з візками маючи широкі діапазони: вантажопідйомність - 10…10000 кг.;ширина платформи ( настила) візка – 200…1600 мм.;швидкість руху – 0,02…0,125 м/с.
Візкові конвеєри пульсуючої дії застосовують в машинах для обмивки рам, з'єднувальних балках візка. Візкові конвеєри включають в себе однин самохідний технологічний візок і зв’язану з нею жест ким зв’язком опорний візок (або декілька візків), а також механізми підйому виробу, які можуть установлюватися на візки або окремо від них( збоку від конвеєра). Цикл роботи пульсуючого конвеєра: установка виробу на самохідний (завантажувальний) візок, переміщення самохідного і опорного візка з вантажем, зняття виробу з опорного візка, підйом виробу над самохідним візком, візок повертають в початкову позицію, опускання виробу на опорний візок.
Переваги: можливість транспортування різновид них штучних вантажів, включаючи горючі, важкі і великогабаритні, суміщення процесу переміщення з технологічними операціями (нагрів, охолодження, сушка, обмивка,зборка)
Недоліки: складна конструкція, висока собівартість. Висока собівартість обумовлена тим, що візкові конвеєри являються машинами індивідуального призначення, виготовляючи малими серіями.
Для змінення повороту деталей та вузлів вагона в процесі їх обробки на автоматах і автоматичних лініях застосовують поворотні столи, поворотні круги, кантувачі,маніпулятори, опозиціонери.
Кантувачі служать для повороту виробу навколо горизонтальної осі на любий кут. Кантувачі бувають: одностойкові, двохстойкові, вилкоподібні, роликові .
Поворотні столи і поворотні круги служать для повороту виробу навколо вертикальної осі з визначеною швидкістю (столи) і на кут 90° (круги).
Похожие работы
... останньому випадку розрізняються експедиційний засіб, коли особа, що проводить опитуванння, сама роздає і збирає анкети, і кореспондентський, коли анкети розсилаються і повертаються поштою. [7] 3. УДОСКОНАЛЕННЯ ІНФОРМАЦІЙНОГО ЗАБЕЗПЕЧЕННЯ МАРКЕТИНГУ НА ПІДПРИЄМСТВІ Сьогодні виграє той, кого більше знають зовні з кращої сторони, той, хто знає більше про дійсний стан своєї організац ...
... -контакторна апаратура, що працює дуже інтенсивно (до 600 включень в годину) вимагає постійного догляду, і має низьку надійність, що наводить до простоїв устаткування. 1.3 Система керування електроприводом стрічкового конвеєра З аналізу попередніх розділів виходить, що основними засобами регулювання швидкості магістральних конвеєрів при пуску (за умови вживання асинхронних двигунів з фазним ...
... (1.11.) Проект з більшим значенням середнього квадратичного відхилення вважається більш ризиковим. Одже, варто співвідносити прибутковість інвестицій з величиною ризику по цьому проетку. Розділ 2. Управління реальними інвестиціями підприємства з переробки металобрухту ТОВ СП “Укрроссталь” 2.1. Аналіз вибору пріоритетних напрямків реального інвестування ...
... структурного підрозділу може бути до 10 підлеглих; число робітників у бригадах – від 5 до 15 осіб. Контрольні питання 1. Які елементи входять до складу системи виробничого менеджменту, розкрийте їхній зміст. 2. Що відноситься до матеріально-грошових елементів підприємства. 3. Дайте характеристику нематеріальним елементам підприємства. 4. Назвіть сучасні ...
0 комментариев