Міністерство освіти та науки України
Національний університет водного господарства та природокористування
Кафедра дорожніх, меліоративних машин і обладнання
Реферат
На тему:
"Обертові печі"
Виконала:
Студентка 3-го курсу МЕФ
Групи ОХВ-31 Ніколайчук Я.О.
Перевірив: Науменко Ю.В.
Рівне - 2006р.
Обертові печі Пічні агрегати мокрого і сухого способів виробництва
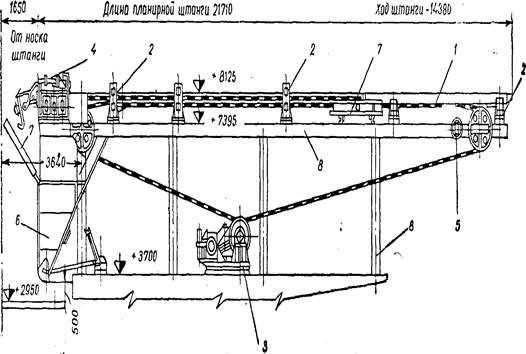
Пічний агрегат є основним технологічним устаткуванням цементного заводу. Агрегат мокрого способу виробництва (мал.1) є піччю, що обертається, 4, до якої з холодного кінця примикають пилеосаджувальна камера 8, шламовий живильник 3, електрофільтри 2, головний димосос 1, устаткування для повернення пилу в піч 9, а з гарячого кінця - розвантажувальна головка 5, пристрій для введення і спалювання палива 6, охолоджувач клінкеру 7. Агрегат обладнаний пристроями Циркуляційного рідкого мастила вузлів печі. Комплекс контрольно-вимірювальних і регулюючих приладів і пристроїв дозволяє управляти всіма процесами з пульта машиніста.
Зварний металевий корпус печі, що обертається, футерований зсередини вогнетривкою цеглиною. На корпусі закріплені бандажі, якими пекти спирається на роликоопоры.
Пекти приводиться в обертання при йодом. Завдяки обертанню і нахилу (ухил складає 3...4%) обпалюваний матеріал просувається від холодного до гарячого кінця печі і піддається тепловій дії димових газів, просмоктуваних димососом назустріч матеріалу, що рухається.
В пилеосаджувальній камері крупні частинки пилу з потоку димових газів, що виходять з печі, осідають унаслідок різкого збільшення діаметра поперечного перетину і, отже, зменшення швидкості газів. Димові гази викидаються в атмосферу після остаточного очищення в електрофільтрах. Уловлений пил з бункерів пиловловлюючих пристроїв гвинтовими конвейєрами подається в пневмонасоси, які повертають її в піч. Ущільнення на кінцях печі, що обертається, що входять в пилеосаджувану камеру і розвантажувальну головку, перешкоджають підсосам в піч зовнішнього повітря.
Пристрій для спалювання палива вводиться в піч через розвантажувальну головку, до нижньої частини якій примикає шахта охолоджувача клінкеру.
Пічні агрегати звичайно комплектуються колосниковими охолоджувачами типа "Волга".
При мокрому способі виробництва матеріал подається в піч у вигляді шламу влажностью36.,42%. Впечи розрізняють технологічні зони - сушки, підігріву, декарбонізації, екзотермічних реакцій, спікання, попереднього охолоджування.
В зоні сушки для збільшення поверхні теплообміну між матеріалом і газами, що відходять, встановлена ланцюгова завіса, довжина якої досягає 30...50 м. Ланцюгова завіса служить накопичувачем шламу і добрим пиловловлювачем.
В зоні підігріву можуть встановлюватися внутрішньопічні теплообмінники різних конструкцій (ланцюгові, лопатеві, осередкові). Зони сушки і підігріву складають близько 60% довжини печі.
Температура матеріалу в зоні спікання підіймається до 1500 °С, а температура газів - до 1750 °С.
В результаті фізико-хімічних процесів, що відбуваються з матеріалом в печі, утворюється клінкер, який розвантажується в охолоджувач, маючи температуру до 1300 °С. В охолоджувачі клінкер охолоджується до температури 70...90 °С.
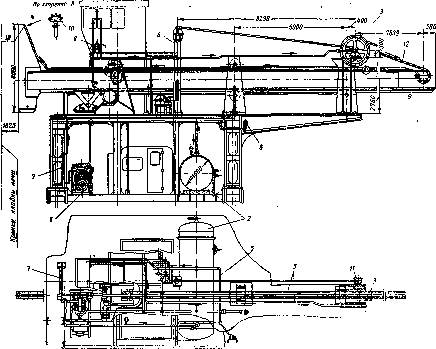
Пічний агрегат сухого способу виробництва (мал.2) складається з печі, що обертається, 6, системи теплообмінників 4, завантажувальної головки 5, зволожувача S, електрофільтрів 2, димососів 1, розвантажувальної головки 7, пристрої для спалювання палива 8, охолоджувача клінкеру 9. Агрегат оснащений станцією циркуляційного мастила вузлів печі, а також комплексом контрольно-вимірювальних і регулюючих пристроїв управління. На відміну від мокрого способу виробництва, при сухому способі матеріал у вигляді сухої сировинної муки перед подачею в піч заздалегідь підігрівається в циклонних теплообмінниках потоком гарячих газів, що виходять з печі.
При сухому способі печі, що обертаються, виконуються короткими і температура що відходять з печі газів не перевищує 1100 °С. Сировинна мука подається після дозування транспортуючими пристроями у вихідний газохід циклопа ступеня ІІІ і завдяки високій швидкості потоку димових газів в газоходах (12.20 м/с) вноситься в циклони ступеня ІV. Тут сировинна суміш уловлюється і по тічках поступає у вихідний газохід циклопа ступеня ІІ, звідки потім вноситься в циклоп ступеня ІІІ. Між гарячими газами і сировинною сумішшю відбувається інтенсивний теплообмін, який таким же чином здійснюється і в циклонах ступенів ІІ, І. З циклону ступеня І матеріал подається в піч. Пройшовши чотири ступені циклонів, сировина нагрівається до 700...800°С і частково декарбонизируется. Остаточна декарбонізація і процеси клинкерообразования здійснюються в печі.
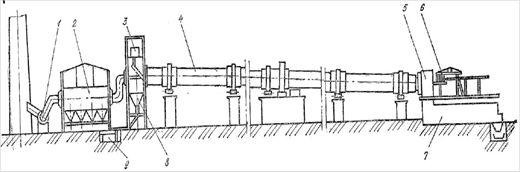
Рис.1.
Температура димових газів на виході батареї циклонів ступеня ІV не перевищує 300 °С. Коефіцієнт очищення цих циклонів складає приблизно 0,85.
Перед електрофільтрами, що проводять остаточне очищення димових газів, звичайно вмонтовується зволожувальна установка, що знижує температуру газів до 200...250 °С. Для подолання великих опорів в газовому тракті пічного агрегату необхідні димососи, створюючі високе розрідження (5...6 кПа). Часто використовується система двох димососів - перед електрофільтрами і за ними.
В сучасних технологічних лініях тепло що відходять з циклонних теплообмінників газів використовується для сушки сировини в помольних відділеннях.
Пічні агрегати сухого способу виробництва мають більш високі техніко-економічні показники в порівнянні з агрегатами мокрого способу. На випалення сировини в них затрачується значно менша кількість тепла.
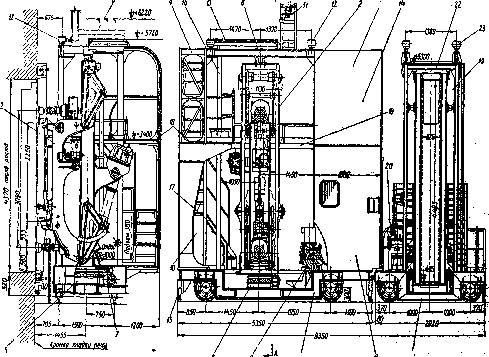
В розвитку пічних агрегатів сухого способу виробництва цементу спостерігається тенденція до поєднання запічних циклонних теплообмінників з виносними реакторами декарбонізаторами. Вони встановлюються безпосередньо за піччю, будучи додатковим ступенем теплообмінника. На мал.3 приведена схема пічного агрегату з реактором-декарбонизатором однієї з поширених систем SF. Тут за піччю встановлений реактор-декарбонизатор І, є вихровою камерою з додатковим пристроєм спалювання палива 2. Для спалювання палива в реактор подається нагрітий до 600 °З повітря з охолоджувача клінкеру по воздуховоду 5.

Рис.2.
Сировина з циклону ступеня ІІ поступає в реактор, піддається тепловій обробці, вноситься в циклон ступеня І і потім поступає в піч, В реакторі-декарбонізаторі спалюється до 50...60% загальної кількості палива, у зв'язку з чим в ньому здійснюється майже повна декарбонізація сировини (приблизно 95%).
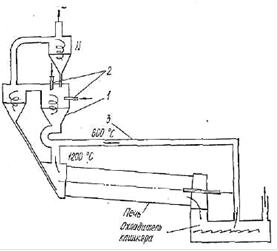
Рис.3.
У зв'язку із значним зменшенням теплового навантаження на піч представляється можливим зменшити її діаметр, отже, понизити металоємність, підвищити стійкість футеровки, спростити обслуговування.
Так, в пічному агрегаті продуктивністю 3000 т клінкеру в доба пекти 6,4 х 95 м замінюється піччю 4,5 х 80м.
Конструкції печей, що обертаютьсяДо основних елементів і вузлів печей, що обертаються, відносяться наступні: корпус, бандажі, роликоопори, відкрита зубчата передача, головний і допоміжний приводи, пристрої для утримання печі від сповзання, внутрішньопічні теплообмінні пристрої, ущільнення гарячого і холодного кінців печі.
Корпус печі, що обертається, 5 X 185 м (мал.4), вживаної при мокрому способі виробництва цементу, є зварним барабаном І з листової сталі завтовшки 30...110мм, футерований всередині вогнетривкою цеглиною і що спирається бандажами 2 на сім роликоопор 3. Роликоопори у вигляді двох що рознесли по ширині роликів змонтовані на рамах і встановлені на фундаментних опорах 4
Піч має ухил до горизонту, становлячий 3,5%. В даній конструкції вона утримується від сповзання гідроупорами. При такій системі пекти забезпечується наполегливими роликами 5 і гідроциліндрами 6. Печі старих конструкцій утримують від сповзання роликами, встановленими на декількох опорах з перекосом по відношенню до подовжньої осі печі.
Пекти приводиться в зрощення головним приводом 7, розташованим на опорі IV, через відкриту зубчату передачу 8. Привід печі двосторонній. Пекти забезпечується також допоміжним приводом 9, який використовується для провертання корпусу з малою частотою обертання при виконанні ремонтних і футеровочних робіт, а також в аварійних ситуаціях.
В печі навішується ланцюгова завіса 10 у вигляді гірлянд або кінців ланцюгів, що вільно висять. Холодний і гарячий кінці печі мають ущільнення 11,12. Ущільнення гарячого кінця печі виконано аеродинамічним.
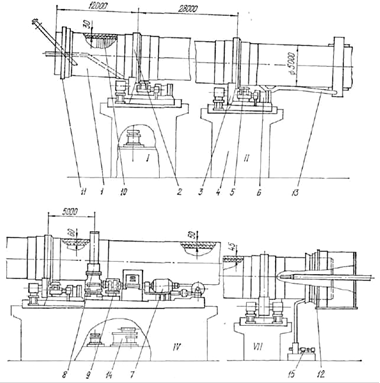
Рис.4.
Піч забезпечена пристроєм 13 для введення уловлюваної в пиловловлювачах пилу за ланцюгову зону. Станції циркуляційного рідкого мастила 14 призначені для подачі масла в редуктор і підшипники приводу, в підшипники роликоопор, в ті, що зачіпляють вінцевих і підвінцевих шестерень. Гарячий кінець печі охолоджується установкою вентилятора 15.
Розглянемо конструкцію основних вузлів і деталей печей.
Корпус. Один з найвідповідальніших елементів печі, що обертається, піддається не тільки силовим діям вагових навантажень, але випробовує і температурні напруги, нагріваючись в зоні спікання до 300...400 °С. Стійкість футеровки великою мірою залежить від жорсткості оболонки корпусу. Значні деформації корпусу приводять до різкого скорочення термінів служби футеровки. Найбільші деформації обичайок корпусу мають місце над опорами, отже, у опор жорсткість обичайок повинна бути більше, ніж в прольотах. Виходячи з цього обичайки корпусів розділяють на рядові (пролітні) і підбандажні, товщина яких більше, ніж пролітних.
Корпуси печей зварюються з окремих обичайок на місці монтажу в секції. Зварка монтажних секцій проводиться після збірки і вивіряння всього корпусу і нівелювання його по бандажах. Для виготовлення обичайок використовують листову сталь М16С або ВСТЗсц, при експлуатації печей в північно-східних районах рекомендується низьколегована сталь 09Г2С з низьким порогом холодоломкості. Розглянемо конструкцію корпусу печі 7/6,4 х 95 м (мал.5). Для зниження швидкості газового потоку у вихідному перетині печі діаметр кінця корпусу на довжині близько 15 м збільшений до 7 м.
Товщина пролітних обичайок корпусу І по довжині печі різна - від 36 до 60 мм, а підбандажних - від 60 до 90 мм На підбандажні обичайки наварені накладки 2, на які проводиться посадка бандажів. Для запобігання пересипання що подається в піч сировинної суміші в завантажувальну головку до холодного кінця корпусу прикріплений усічений конус 3, діаметр вхідного перетину якого рівний 4950 мм На гарячому кінці корпусу після перехідної секції, яка зменшує діаметр з 6,4 до 5,3 м, встановлений кожух охолоджування, виконаний у вигляді зовнішньої обичайки 4 з конусною частиною. Простір між корпусом печі і кожухом утворює сорочку охолоджування, в яку для запобігання перегріву гарячого кінця корпусу нагнітається з боку конуса повітря установкою вентилятора.
На зовнішній обичайці кожуха 4 передбачені елементи ущільнення гарячого кінця печі. Таке рішення, вживане в сучасних конструкціях печей як типове, достатньо ефективно. Воно дозволяє значно поліпшити умови роботи не тільки обичайки гарячого кінця корпусу, але і елементів ущільнення, завдяки тому, що останні розташовуються на охолоджуваному кожусі, температура стінок якого значно нижче за температуру корпусу.
Торець розвантажувального кінця корпусу захищається футеровочними плитами 5 з жаростійкої сталі. Для подачі і видалення елементів футеровки, а також для відбору проб обпалюваного матеріалу по довжині корпусу печі встановлені спеціальні люки 6.
Конструкції гарячих кінців корпусів печей 5 X 185 м і 6,4 X 95 м. Для запобігання переливання шламу в пилеосаджувальну камеру на холодному кінці печі 5 х 185 м в корпус печі вварено підпірне кільце, діаметр вхідного перетину якого складає 3500 мм
В печах мокрого способу виробництва з холодного кінця навішуються ланцюги (ланцюгова зона). Для цього до корпусу печі приварюють вузли кріплення ланцюгів.
Бандажі. Корпус печі спирається на роликоопори бандажами. Збірка і зварка останніх проводиться на місці монтажу з напівкілець, заздалегідь оброблених на заводі-виготівнику. При установці бандажів враховують різне теплове розширення підбандажної обичайки і бандажа. В холодному станів між бандажем і підбандажною обичайкою передбачають зазор на теплове розширення обичайки. Зазори вибираються такими, щоб забезпечувалася щільна посадка бандажа. Якщо зазор в сполученні бандаж - підбандажна обичайка не усунений, при обертанні печі має місце відносне переміщення поверхонь, що сполучаються, отже, їх зношування. Для виключення цього зазор вибирають так, щоб при розігріванні корпусу печі отримати посадку з деяким тепловим натягом, що забезпечує більш надійне з'єднання бандажа з корпусом. Проте в цьому випадку при розрахунку підбандажної обичайки і бандажа слід враховувати напруги від теплового натягу. Бандажі, як правило, встановлюють на заздалегідь приварені до підбандажної обичайки корпуси печі накладки завтовшки 25...40 мм неповним, рівними ширині накладок.
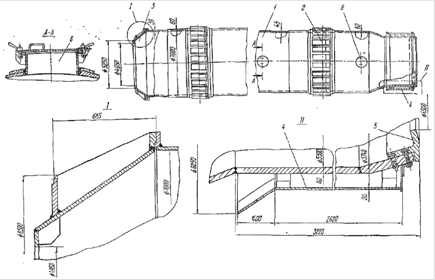
Рис. 5.
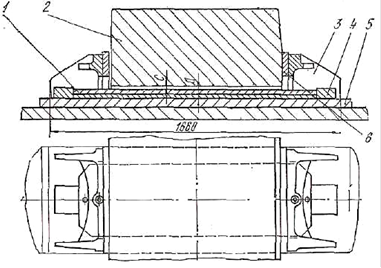
Рис. 6.
Найбільш поширений наступний спосіб установки бандажів (мал.6). Між бандажем 2 і привареними до підбандажної обичайки накладками 5 введений набір прокладок 1 завтовшки Д, які забезпечують необхідний тепловий зазор С. Бандаж утримується від осьових зсувів черевиками 5, привареними до накладок 5. Фіксація прокладок 1 здійснюється черевиками і упорами 4, які також приварюють до накладок 5. Між черевиками і бандажем передбачена установка наполегливих (торців) прокладок 6. При монтажі печі бандаж опори, на якій розташовується привід, остаточно закріплюється черевиками. Бандажі всієї решти опор фіксуються тимчасовими упорами. Остаточна установка і закріплення бандажів черевиками проводяться після визначення взаємного положення бандажів і роликоопори на гарячій печі. Іноді бандаж надягає на вужі приварені до підбандажної обичайки і обточені по зовнішній поверхні накладки з розрахунковим зазором. Від осьових зсувів бандаж утримується приварюваними до накладок упорами.
Беззазорне з'єднання бандажів з корпусом для печі 5 х 185 м забезпечується при теплових зазорах 2. .,6 мм
Застосування набору проміжних елементів при установці бандажів на корпусі печі сприяє зниженню теплопередачі від корпусу до бандажа і зменшує додаткові теплові напруги в ньому, пов'язані з перепадом температур між внутрішньою і зовнішньою поверхнями тіла бандажа. Різниця цих температур в гарячій зоні може досягати 100 °С. Такой великий перепад температури по товщині бандажа обумовлений тим, що внутрішня його поверхня контактує через прокладки з розігрітим корпусом, а зовнішня - з атмосферою.
Перспективною вважається більш проста і зручна в експлуатації конструкція з вварними бандажами (мал.7), не дивлячись на велику різницю температур в такому варіанті. При цьому конструктивні форми бандажа не повинні приводити до великих і різких температурних перепадів по товщині. Застосування таких бандажів дозволяє значно спростити конструкцію печі і її експлуатацію, підвищити жорсткість, понизити масу.
Опори. Опора печі включає фундаментну раму і дві роликоопори, кожна з яких складається з ролика з віссю і підшипникових вузлів, встановлених в корпусах на рамі.
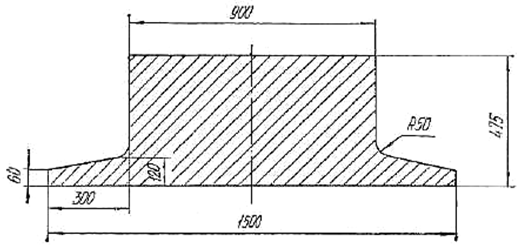
Рис. 7.
Опори багатьох експлуатованих цементних печей, що обертаються, виконані з підшипниками ковзання. Вісь 1 ролика 2 такої опори для печі 5 X 185 м (мал.8) обертається в бронзових вкладишах 3 підшипників ковзання. Чавунний корпус вкладиша 4, що самовстановлюється, спирається сферичною поверхнею на підставу корпусу підшипника 5. Зверху підшипник закритий кришкою 6. Підстава корпусу підшипника в нижній частині утворює масляну ванну. Черпаковий пристрій 7 призначений для подачі масла на шийку осі ролика. Корпуси підшипників спираються на фундаментну раму, щодо якої вони можуть переміщатися в поперечному напрямі і фіксуватися в потрібному положенні.
Конструкція опори з підшипниками кочення для печі 7/6 х 95 м представлена на мал.9. Тут вісь 2 ролики 1 встановлена в чотирирядних конічних роликових підшипниках 3. Вкладиш 4 виконаний тим, що самовстановлюються. Осьові навантаження на опору сприймаються наполегливими роликовими підшипниками 5. Корпус підшипника 6 спирається на фундаментну раму 7 і закріплюється на ній болтами 8. Зсовуюче поперечне горизонтальне навантаження на роликоопору сприймається на рамі спеціальним наполегливим черевиком 9, одночасно що служить для розміщення на ньому спеціального гидродомкрата, за допомогою якого корпус може пересуватися щодо рами. Положення корпусу підшипника щодо рами визначається товщиною набору прокладок 10, розміщуваних між черевиком і торцем корпусу. Під роликами на рамі передбачена установка водяних ванн 11 для охолоджування роликів. Ролик посаджений на вісь шляхом напрессовки.
Розроблений нормалізований ряд типоразмеров опор цементних печей, що обертаються, з підшипниками качения на навантаження 1600, 3150, 4000, 5000, 6300, 8000, 16 000 кН. В опорах на навантаження від 4000 до 16 000 кН застосовані чотирирядні підшипники з конічними роликами, а в опорах на навантаження 1600 і 3150 кН - двухрядные сферичні роликові і наполегливі підшипники для сприйняття відповідно радіальних і осьових зусиль.
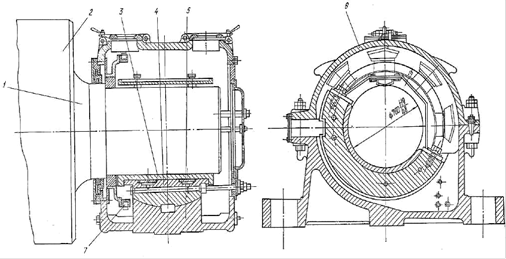
Рис. 8.
Для багатоопорних довгих печей мокрого способу виробництва ролики звичайно виконуються більш широкими, ніж бандажі. Так, ширина роликів для печі 5 X 185 м рівна 1200 мм при ширині бандажа 900 мм, що обумовлене переміщенням бандажів щодо роликів унаслідок температурних подовжень корпусу печі. При цьому бажано зберегти довжину лінії контакту бандажа з роликом незалежно від стану печі. Температурне подовження гарячого кінця цієї печі складає близько 250 мм.
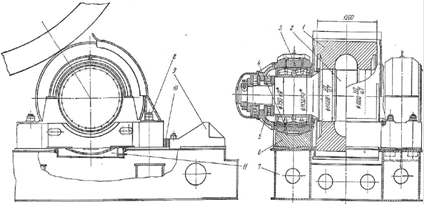
Рис. 9.
Для печі сухого способу виробництва 7/6,4 X 95 м в цілях зниження металоємності опори ширина ролика прийнята рівній ширині бандажа (1200 мм). Температурне подовження гарячого кінця печі досягає 300 мм В цьому випадку остаточна установка бандажів проводиться по положенню роликоопор на розігрітій печі і таким чином довжина лінії контакту бандажа з роликом буде зменшена на 300 мм для холодної (не працюючої) печі.
Пристрій для утримання печі від сповзання. Печі старих конструкцій, що обертаються, утримуються від сповзання у бік ухилу перекосом опорних роликів на декількох опорах. Для забезпечення нормальної експлуатації кут перекосу осей опорних роликів по відношенню до подовжньої осі печі не повинен перевищувати 2...3º. Виникнення осьової сили, що утримує пекти від сповзання при перекосі опорних роликів, обумовлено тим, що вектор абсолютної швидкості v в цьому випадку може бути представлене двома становлячими: i>i - перпендикулярної до осі печі і v0 - направленої уподовж осі печі (мал.10). Осьова становить v0 і є показником осьової сили, яка при обертанні печі передається роликами бандажу завдяки пружному зчепленню їх робочих поверхонь. Осьове зусилля залежить не тільки від кута перекосу опорних роликів, але і від стану робочих поверхонь роликів і бандажів. При такій системі утримання печі від сповзання для спостереження за подовжнім переміщенням корпусу печі встановлюються контрольні ролики (мал.11, а) і запобіжні упори (мал.11, б).
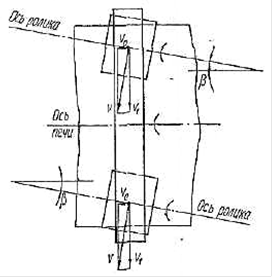
Рис. 10.
Контрольні ролики розміщені на одній з опор по дві сторони бандажу із зазорами 30...60 мм Би межах прийнятого зазору бандаж з корпусом може переміщатися вверх-вниз. Зіткнення бандажа з контрольним роликом і обертання останнього служать сигналом, вказуючим на необхідність відновлення нормального положення печі.
Ролик 4 (мал.11, а) встановлений на підшипнику 3, змонтованому на корпусі 2. Вертикальне навантаження сприймається наполегливим підшипником 6. Мастило здійснюється через маслопроводи 7,5. Лабіринтове ущільнення 5 і кришка i захищають підшипники від попадання пилу.
Контрольні ролики не призначені для сприйняття повного осьового навантаження від маси печі. Тому для попередження подальшого осьового переміщення корпусу на одній з опор встановлюється запобіжний пристрій (мал.11,6) у вигляді двох нерухомих упорів 1, закріплених на фундаментній рамі 2. При натисненні бандажа на упор виникає велика сила тертя, що приводить до перевантаження приводного електродвигуна і його виключення (спрацьовує струмовий захист). Крім того, для гарантованого відключення двигуна в даній аварійній ситуації на упорах передбачені і кінцеві вимикачі.
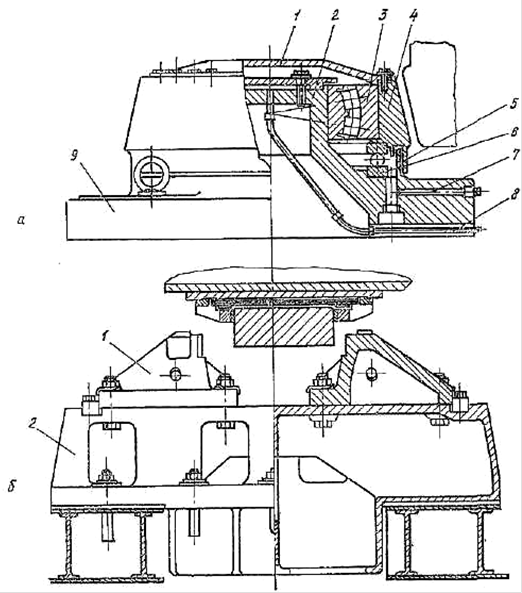
Рис. 11.
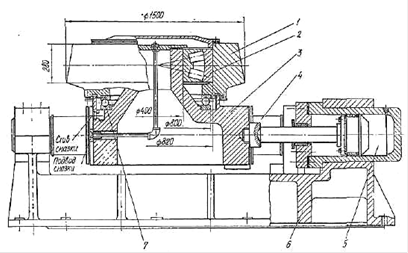
Рис. 12.
Система утримання печі від сповзання шляхом перекосу роликів має ряд недоліків; не забезпечує стабільного режиму роботи, вимагає постійного спостереження і частих регулювань роликоопор; обумовлює навантаження роликоопор осьовими навантаженнями; інтенсифікує знос робочих поверхонь бандажа і ролика унаслідок зменшення площі їх контакту при перекосі роликів.
Перераховані недоліки дозволяє усунути система гідроупорів в нових конструкціях печей. При цій системі на двох-чотирьох упорах з боку холодного кінця печі встановлюють гідроупори, які і сприймають осьове навантаження (складову сили тяжкості печі). Гідроупор (мал.12) складається з наполегливого ролика 1, що обертається в підшипнику 2, який встановлений на цапфі корпусу 3. Корпус гідроупора двома циліндровими поверхнями спирається на направляючі 4, закріплені на рамі б. Вертикальна складова навантаження, діюча на ролик гідроупора, сприймається наполегливим підшипником 7. Корпус гідроупора з наполегливим роликом може переміщатися в направляючих гідроциліндром 5.
Рама гідроупора закріплюється на фундаментній опорі печі таким чином, що наполегливий ролик упирається в скошену поверхню торця бандажа. При роботі під дією гідроупорів корпус печі скоює циклічні рухи вверх-вниз. Робочий хід ролика гідроупіра звичайно приймається рівним 70...100 мм Переміщення печі вгору відбувається в результаті того, що гідроциліндр розвиває необхідне робоче зусилля при включенні насосної станції. Переміщення печі вниз здійснюється при відключеній маслостанції унаслідок витоків масла в гідросистемі під дією складової ваги печі.
Робочий хід руху печі вверх-вниз визначається установкою кінцевих вимикачів. При досягненні корпусом печі крайнього верхнього положення спрацьовує відповідно верхній кінцевий вимикач і маслонасос відключається. В крайньому нижньому положенні спрацьовує нижній кінцевий вимикач, який включає маслонасос гідроупорів.
Швидкість переміщення корпусу печі вверх-вниз регулюється дроселями так, щоб повний цикл скоювався за 12...24 ч.
Окрім робочих кінцевих вимикачів передбачені сигнальні і аварійні вимикачі. Сигнальні встановлені на відстані 10 мм від робітників і при спрацьовуванні включають попереджувальний сигнал на пульті, а аварійні - на відстані 20 мм від сигнальних і при спрацьовуванні відключають привід обертання печі.
Важлива перевага печей, що обертаються, з гідроупорами - рівномірний знос робочих поверхонь бандаж - ролик по всій довжині.
Привід печі. Цементні печі, що обертаються, забезпечуються головним і допоміжним приводами. Невеликі печі з потужністю головного двигуна до 300...400 кВт звичайно мають односторонній привід. Для великих печей при потужності, що перевищує 350...400 кВт, як правило, встановлюють двосторонній привід.
Головний привід печі 5 х 185 і (мал.2.13) включає електродвигун 1, редуктор 2 і проміжний вал 3. Пекти одержує обертання від двох проміжних валів 3 (від двох приводів) через відкриту зубчату передачу, що складається з вінцевої шестерні 4 і двох підвінцевих шестерень 5.
Головний привід забезпечує обертання печі з частотою 0,6...1,24 об/хв. Зміна частоти здійснюється східчасто асинхронним електродвигуном з фазним ротором введенням в ланцюг ротора опорів.
Допоміжний привід забезпечує повільне обертання печі (близько 4 об/год). Він складається з електродвигуна 6, редуктора 8, обгінної муфти 9 і гальма 7. Гальмо з електромагнітним або з електрогідравлічним штовхачем служить для утримання печі в необхідному положенні при виконанні ремонтних і футеровочних робіт. Як сполучна муфта між редукторами допоміжного і головного приводів використовуються обгінні роликові, хропіння, зубчаті або кулачкові муфти (з ручним або електромагнітним механізмом включення). Схема приводу печі представлена на мал.13, в.
Виключення зчіпної кулачкової муфти супроводиться дією на кінцевий вимикач, який спрацьовувати, розгальмовує електромагнітне гальмо і включає двигун допоміжного приводу. В ланцюзі головного двигуна передбачено блокування, яке виключає можливість його включення при роботі допоміжного двигуна. При розчіпленні кулачкової муфти дією кінцевого вимикача подається сигнал про можливість включення двигуна головного приводу. Допоміжний і головний двигуни з'єднуються з відповідними редукторами за допомогою пружних втулково-пальцевих муфт.
Зубчатий вінець до корпусу печі кріпиться тангенціальними пружинами, концентрично розташованими пружинами. або шарнірними ланками (мал.14). Таке з'єднання сприяє зменшенню динамічних навантажень на елементи печі при пуску і зміні частоти обертання, забезпечуючи плавну роботу передачі.
Кінці тангенціальних елементів 1 (рис, 2.14, я) кріпляться до корпусу печі 2 і зубчатому вінцю 3 жорстко. Є також конструкції з шарнірним кріпленням тангенціального елемента до зубчатого вінця і жорстким - до корпусу.
На невеликих печах вінці встановлюються на подовжніх пружинах 1 (мал.14,6), які вмонтовують на стійках 2, розташованих на корпусі печі 3.
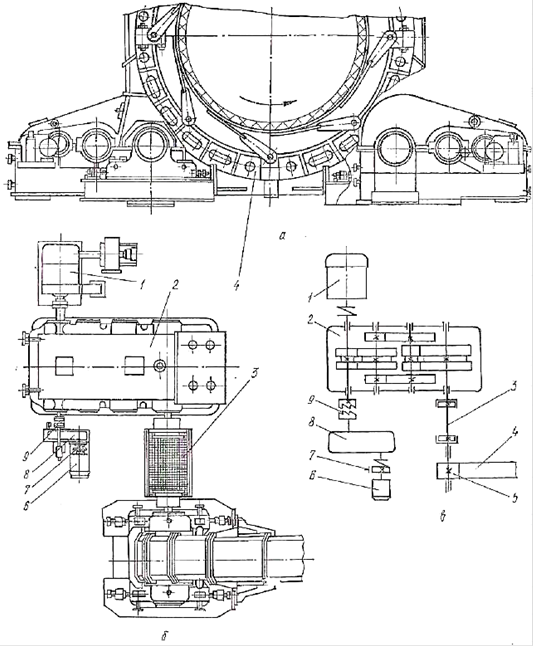
Рис. 13.
При фіксації вінців шарнірними ланками (мал.14, в) до корпусу печі кріпляться кронштейни /. Для шарнірного з'єднання кронштейнів з вінцем використовуються проміжні пластини 2, болти 3 і пальці 4.
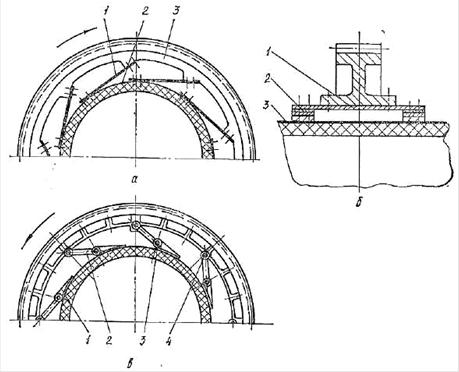
Рис. 14.
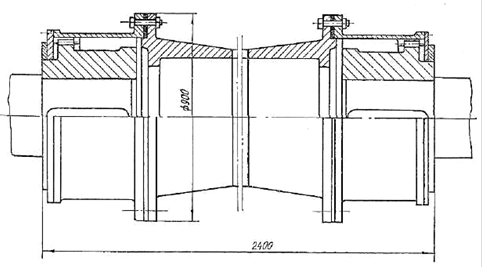
Рис. 15.
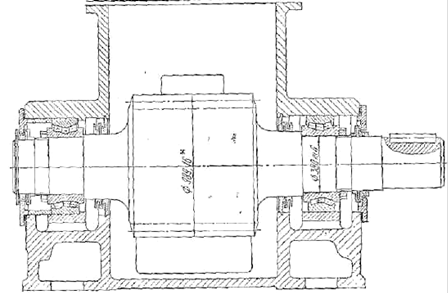
Рис. 16.
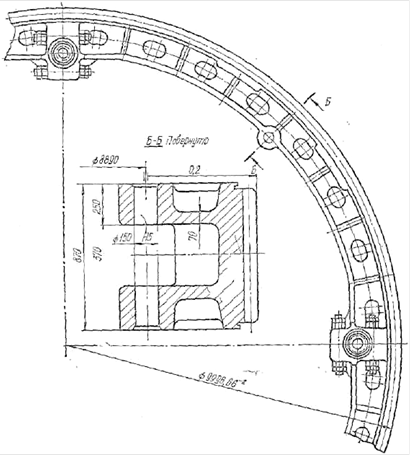
Рис. 17.
Вихідний вал головного редуктора з'єднується з підвінцевою шестернею проміжним валом із зубчатими муфтами (мал.15). Таке з'єднання дає можливість регулювати той, що зачіпляє підвінцевою і вінцевою шестерень і компенсувати неточності монтажу.
Підвінцева шестерня, виконана у вигляді валу-шестерні, встановлюється на дворядних конічних роликопідшипниках в литому корпусі (мал.16). Корпус підвінцевої шестірки кріпиться на рамі, його переміщення в поперечному до осі печі напрямі забезпечують регулювальні гвинти.
Зубчатий вінець звичайно виконується розрізним, що складається з двох або чотирьох частин (кількість частин визначається транспортними габаритами), і збирається на місці монтажу. Зубчатий вінець печі 7 х 230 м показаний на мал.17. Для мастила зубчатих зачіпляє, підшипників головного редуктора і підшипників підвінцевої шестерні застосовується рідка циркуляційна система, а для відкритих зубчатих зацеплень - рідка картерна.
Як редуктор головного приводу для більшості печей (4 X 150; 4,5 X 170; 5X 75; 6,4х95м), що обертаються, використовується трьох східчастий циліндровий редуктор А-600 X 900 х 1400 з передавальним відношенням іp= 86.46. Розроблений також новий типоразмер редуктора з тим, що зачіпляє Новікова А-610 X 760 X 950 (передавальне відношення ір =75,82).
Характеристика відкритих зубчатих передач: для печі
5 X 185 м т = 45, zш = 19, zк = 172, іn= - 9,05; для печі 6,4/7x95 м т = 50, zш = 25, zк = 184, іn = 7,36.
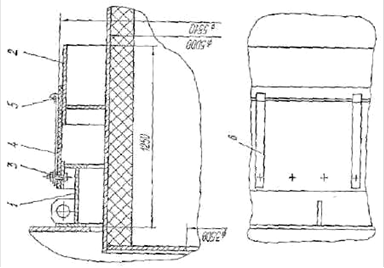
Рис. 18.
Ущільнення холодного і гарячого кінців печі. Конструкції ущільнень печей, що обертаються, ускладнюються через високу температуру, значні теплові деформації і неминуче биття корпусу при його обертанні. Ущільнення холодного кінця печі 5 х 185 м (мал.2. I8) включає нерухому обичайку 1, закріплену до пилеосаджувальної камери, і рухому 2, приварену до корпусу печі. На обичайці 1 закріплені болтами 3 сектори з термостійкої гуми 4, які притискаються до циліндрової поверхні обичайки 2 тросом 5. Таким чином утворюється досить герметична пара тертя сектори 4 - обичайка 2. При цьому гнучкі сектори достатньо добре компенсують радіальне биття завантажувального кінця печі і його осьове переміщення.
Обичайки складаються з чотирьох секторів, які остаточно закріплюються і злучаються після взаємовивірки їх при монтажі. Трос утримується від зісковзування з гнучких секторів канатотримачів 6.
Ущільнення гарячого кінця печі (мал. 19) виконано комбінованим - лабіринтова камера поєднується з ковзаючим гнучким ущільненням. Тут нерухомі кільця 1 закріплюються на головці печі, а кільця 4 - на кожусі корпусу печі, утворюючи лабіринт. Лабіринт охоплений кільцевою камерою 3 з конусним фланцем 5, до якого кріпляться сектори з термостійкої гуми 6. Сектори 6 притискаються до обичайки 8 тросом 7. Обичайка 8 приварена до кожуха гарячого кінця печі. Щільне притиснення гнучких секторів до обичайки забезпечується пружинним стягуванням троса. В камері ущільнення створюється деякий надмірний тиск від вентилятора охолоджування гарячого кінця печі. Подача повітря здійснюється через патрубки 2.
Головка печі і пристрою введення форсунки в піч. Головка печі виконується у вигляді зварної конструкції, футерованной зсередини вогнетривкою цеглиною. З торця головка має двері відкоту, оглядові вікна - люки. Розміри дверей враховують можливість проходу в піч навантажувача для механізація футеровочных робіт. Відкриття дверей здійснюється лебідкою. В дверях передбачений щит з отвором для введення форсунки. В нижній частині головки зроблений отвір, під яким розташовується шахта охолоджувача клінкеру.
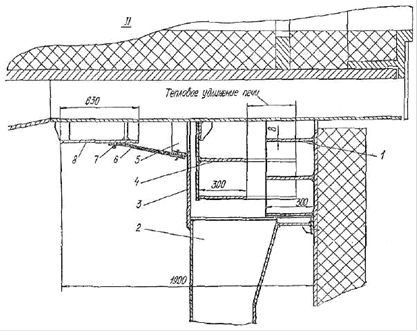
Рис. 19.
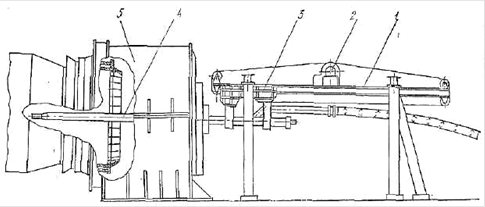
Рис. 20.
Головка печі обладнується також пристроєм для введення в піч і висновку з неї форсунки (мал. 20). Воно складається з моста з подовжньою балкою 1, по якій лебідкою 2 може переміщатися візок 3. Форсунка 4 закріплена на візку 3. При роботі печі форсунки можуть переміщатися уздовж осі на довжину до 5 м. Повне витягання форсунки з головки 5 проводиться при зупиненій печі.
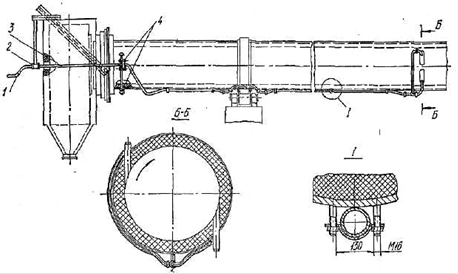
Рис. 21.
Пристрій для повернення пилу в піч. Використовується декілька способів повернення в піч уловленої пилеосаджувальними пристроями з димових газів пилу. Найбільш поширені два з них: подача пилу в піч за ланцюгову зону і вдування пилу через гарячий кінець в зону спікання. В першому випадку відбувається дещо більший пилеуніс з печі і відповідно збільшується навантаження на електрофільтри. В другому погіршується видимість в зоні горіння, що створює деяку незручність для машиніста.
При першому способі (мал.21) пил транспортується пневмонасосом по трубопроводу до вертлюга 2, який закріплюється на стінці пилеосаджувальної камери співісний з корпусом печі. Вертлюг зчленовує нерухому трубу 1 з тією, що обертається разом з пічною трубою 3. Ця труба проходить через пилеоса-джувальну камеру, вводиться в піч, де закріплюється розтяжками 4 і виводится на зовнішню поверхню печі; проходить під бандажами і потім за межами ланцюгової зони вводиться знову в піч.
Використана література
1. Борщевский А.А., Ильин А.С. Механическое оборудование для производства строительних материалов и изделий. - М., 1987. - 368 с.
2. Горбовец М.Н. Современные машины и оборудование для конвейерного производства изделий крупнопанельного домостроения. - М.: ЦНИИТЭстроймаш, 1987. - 44 с.
3. Горбовец М.Н. Состояние и перспективы развития оборудования для сборного железобетона. - М: ЦНИИТЭстроймаш, 1984. - 47 с.
4. А. Дуда ВТ. Цемент. - М.: Стройиздат, 1981. - 464 с.
5. Зубанов В.А., Чугунов Е.А., Юдин Н.А. Механическое оборудование стекольных и ситаловых заводов. - М.: Машиностроение, 1984. - 368 с.
6. Малкин А.Я., Чалых А.Е. Диффузия и вязкость полимеров. - М.: Химия, 1979. - 302 с.
7. Носенко НЕ. Механизация и автоматизация производства арматурных работ. - М.: Стройиздат, 1982. - 312 с.
8. Печные агрегаты цементной промышленности / С.Г. Силенок, Ю.С. Гризак, В.Н. Лямин и др. - М.: Машиностроение, 1984. - 166 с.
9. Роговой ММ. Технология искусственных пористых заполнителей и керамики. - М.: Стройиздат, 1979. - 319 с.
10. Сивко В.Й. Механічне обладнання підприємств будівельних виробів. - К.: Вища шк., 1994. - 364 с.
11. Технология строительного и технического стекла и ситаллов / В.В. Полляк, П.Д. Саркисов, В.Ф. Солинов, М.А. Царицын. - М.: Стройиздат, 1983. - 432 с.
12. Туренко А.В. Расчет глиноперерабатывающего оборудования и прессов пластического формования для производства керамических строительных изделий. - М.: РИО МИСИ им.В. В. Куйбышева, 1985. - 86 с.
Похожие работы
... 3-12мм). Піч киплячого слою представляє собою вертикально встановлену футеровану циліндричну шахту, розділену по висоті решітками на зони (рис.4) Промислові печі для випуску киплячого шару мають чотири зони для випуску вапна, дві зони підігріву сировини, зону випалу і зону охолодження вапна і спеціально збудований для цих печей футерований циклон ("гарячий циклон", в якому виділяється пил з пі ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...


... дворядний роликовий підшипник № 3622, що укріплений на цапфі і разом з нею може переміщатися уздовж осі в корпусі на 25—30 мм. Це необхідно для точної установки дверезнімального пристрою при монтажі на коксових печах. Підшипник періодично змазують через отвір, що закривається пробкою. Механізми повороту важільного дверезнімального пристрою На рис.17 показані загальний вид і кінематична ...
... і комп'ютера оператора; запис і астросфера даних про основні параметри технологічного процесу в базі даних комп'ютера. Автоматизована система керування технологією виробництва (надалі АСУТП) вапняно-випалювальній печі складається із трьох рівнів. Перший рівень: комплекс засобів, для одержання даних про технологічний процес і його параметри. Цей рівень містить у собі датчики, що здійснюють ...
0 комментариев