Для відповідальних деталей необхідно забезпечити оптимальну якість поверхні
Кількісно-невизначеним, тобто за змістом, по суті (часто таке оцінювання називають «якісним»);
Пріоритет у виборі визначальних показників для оцінки якості продукції завжди повинен бути на стороні споживачів
Керівництво організації має забезпечити впровадження такої системи якості, яка б сприяла постійному поліпшенню якості
Властивості, що визначають область застосування СІ
Носить обов'язковий, характер і проводиться в рамках державного метрологічного контролю
Загальні правила і норми по метрології (близько 160 НД);
Носить обов'язковий, характер і проводиться в рамках державного метрологічного контролю
Навигация
Керівництво організації має забезпечити впровадження такої системи якості, яка б сприяла постійному поліпшенню якості
Основи стандартизації та сертифікації
349442
знака
3
таблицы
2
изображения
10. Керівництво організації має забезпечити впровадження такої системи якості, яка б сприяла постійному поліпшенню якості.
Поліпшення якості відбувається за допомогою заходів, що здійснюються в масштабах усієї організації з метою підвищення ефективності і результативності як діяльності організації загалом, так і кожного процесу, а також з метою отримання вигоди як для організації, так і для її споживачів.
При створенні умов для поліпшення якості потрібно зважати на:
а) сприяння ефективному стилю управління та його підтримку;
б) заохочення таких взаємин, ставлення та поведінки персоналу, які сприяють поліпшенню якості;
в) встановлення чітко визначених завдань поліпшення якості;
г) сприяння підвищенню ефективності взаємодій та організації колективної роботи;
д) відзначення успіхів та досягнень;
є) підготовку та підвищення кваліфікації персоналу з метою поліпшення якості.
Правила та порядок виконання функцій системи якості продукції
Правила та порядок виконання функцій системи якості не можуть бути строго визначені, бо вони значною мірою залежать від характеру продукції, форми організації виробництва тощо. Однак, як показує досвід створення та застосування систем якості, можуть бути надані рекомендації щодо виконання функцій, використання яких забезпечує ефективніше використання системи. Нижче наведені саме такі рекомендації, орієнтовані на підприємства-постачальники продукції.
Виконання функцій забезпечення якості на етапі "Маркетинг і вивчення ринку"
Загальна функція маркетингу відіграє важливу роль у вивченні вимог до якості продукції. Основними завданнями з забезпечення якості, що виконуються на етапі маркетингу, є:
- визначення поточних та перспективних потреб у виробництві продукції та наданні послуг на різних ринках;
- визначення та уточнення вимог споживачів щодо технічних характеристик, номенклатури, обсягу, вартості продукції та інших умов поставляння (продажу);
- інформування керівництва та всіх зацікавлених підрозділів про вимоги споживача та умови ринку, а також про потенційних конкурентів.
Основною метою виконання завдань на етапі маркетингу є забезпечення діяльності всіх підрозділів підприємства (постачальника) відповідно до ситуації на зовнішньому та внутрішньому ринках для інтенсифікації збуту продукції.
Підприємства, які виробляють та постачають продукцію, або надають послуги повинні мати добре розроблену процедуру аналізу контракту як важливого елемента своєї системи якості.
Підприємство може отримати замовлення відносно двох груп виробів: стандартної продукції та спеціальних виробів, які повинні бути вироблені відповідно до вимог замовника. Для кожної категорії замовлення існує своя процедура аналізу контракту.
При аналізі контракту для стандартних виробів підприємство (постачальник) повинно виконати такі дії:
- передати потенційному замовнику технічні умови на продукцію та іншу інформацію про виріб, щоб замовник був ознайомлений зі всіма характеристиками виробу (якщо є необхідність, то може бути переданий зразок виробу);
- якщо виріб відповідає вимогам замовника, необхідно обговорити з службами управління виробництвом запропонований графік поставляння до затвердження цього графіка;
- в деяких випадках замовник може вимагати внесення незначних змін у виріб. Усі деталі таких змін повинні бути отримані від замовника у письмовій формі, а можливості їх виконання обговорені з технічними службами;
- необхідно переконатися, що замовлення чи контракт містить усі необхідні подробиці відносно типу моделі виробу, його кольору та різних допоміжних елементів, таких, як оснащення, додаткові деталі та запчастини, якщо такі передбачаються;
- слід впевнитись, що в замовленні чи контракті чітко встановлені та спільно узгоджені питання пакування, транспортування, монтажу та інші пов'язані з цими питаннями умови, такі як форма платежів та страхування;
- необхідно встановити, чи буде замовник або його представник здійснювати перевірку чи проводити випробування виробів, а якщо буде, то коли: до їхнього відправлення чи під час одержання. Усі подробиці перевірки (випробувань), такі як параметри, які підлягають випробуванню, методика випробувань, розмір партії, критерії приймання тощо повинні бути чітко визначеними після їх обговорення спеціалістами з якості підприємства (постачальника) і замовника;
більшість товарів широкого вжитку та промислових виробів повинні мати гарантію, що обумовлює захист прав споживачів. Строки та умови гарантії повинні бути чітко застережені та з'ясовані із замовником для запобігання розбіжностей в інтерпретаціях та подальшого непорозуміння;
- незважаючи на всі зусилля , можуть виникнути проблеми, які пов'язані з якістю виробу. Підприємство (постачальник) повинно гарантувати, що контракт передбачає процедури вирішення проблем, пов'язаних з якістю та узгодження спірних питань у випадку їх виникнення. Процеси розроблення та виробництва пов'язані з спеціальними замовленнями, відрізняються від тих, які застосовують під час виробництва нестандартних виробів, оскільки кожний етап процесу вимагає змін або повторного розгляду. Успішне виконання таких замовлень ускладнюється тим, що на будь-якій стадії оброблення та виробництва можуть виникнути несподівані фактори, що ведуть до невідвідповідності. Дуже важливим на стадії обговорення та формування контракту є глибоке розуміння потреб споживача. Оскільки контракти на спеціальні замовлення передбачають значні зусилля з проектування та розроблення, необхідно передбачити проведення консультацій і аналізу на стадіях проектування і розроблення виробу.
Виконання функцій забезпечення якості на етапі "Проектування та розроблення продукції"
Якість виробу залежить передусім і найбільше від якості його проектування. Якщо якість не закладено у проекті, її неможливо досягнути під час виробництва.
Цикл розроблення виробу починається з оцінення вимог замовників і закінчується, коли проект виробу готовий до запуску у масове виробництво. Цей цикл може включати такі основні стадії:
- аналіз вимог замовника (або ринку) для досягнення повного розуміння цих вимог;
- складання технічного завдання на розроблення виробу шляхом перероблення вимог замовника або на підставі аналізу проекту і вироблення одного або більше дослідних зразків;
- випробування та оцінення дослідного зразка (зразків), включаючи випробування в робочих умовах у реальній обстановці;
- другий аналіз проекту; ринку у показники якості, подані, якщо це можливо, у кількісному виразі;
- розробка попередньої конфігурації, включаючи специфікацію вузлів (блоків), допоміжних вузлів (блоків) та основних деталей;
- перший аналіз проекту;
- модифікація проекту;
- модифікація проекту, якщо це необхідно, виготовлення та випробування модифікованого дослідного зразка (зразків) включаючи випробування в робочих умовах у реальній обстановці;
- остаточна обробка проектної документації і підготовка повних технічних вимог до виробу, включаючи графік випробувань та критерії відповідності вимогам якості;
- дослідний цикл виробництва;
- випробування дослідної партії продукції та остаточний аналіз проекту;
- коригування проекту після аналізу, затвердження та запуск проекту у масове виробництво.
Залежно від виду виробу та інших факторів деякі стадії можуть бути виключеними.
Діяльність з проектування та розробки можна поділити на дві такі категорії:
- невеликі короткострокові проекти, такі як поліпшення конструкції існуючих виробів, які починають розробляти внаслідок проблем виробництва або скарг замовників;
- великі проекти, такі як проектування нових моделей виробів та проекти за контрактами на проектування, які здійснюються за дорученням замовників.
Рекомендовано створювати окремі групи (підрозділи) проектувальників для кожної з основних категорій проектів. Послідовність розроблення обох типів проектів може бути однаковою, але процедури роботи будуть різними.
Основні вхідні дані для групи з поліпшення проекту надходять із виробничих та технологічних служб та служби якості. Здебільшого вирішення цього завдання доручається об'єднаній групі, до якої входять працівників всіх зацікавлених служб.
При розробленні нових моделей або реалізації контрактів на проектування головна відповідальність з розроблення проектів покладається на відділ, що займається науковими дослідженнями та дослідними розробками. Вхідні дані з інших відділів надходять на різних етапах роботи, наприклад, під час аналізу проекту.
У вихідній документації повинні бути вказані розробник та перевіряючи, щоб, у разі потреби, можна було прослідкувати за відповідальністю.
Для різних видів продукції функціональні вимоги і методи проектування виробу будуть різними. Однак деякі загальні вимоги є універсальними та застосовуються різною мірою майже до всіх виробів, а саме:
- функціональні характеристики;
- зовнішній вигляд;
- безпека;
- надійність;
- ремонтопридатність;
- економічність виробництва.
Існує чотири способи перевірки проектів на відповідність вимогам: аналіз проекту; кваліфікаційні або типові приймально-здавальні випробування та оцінювання зразка; альтернативні розрахунки; порівняння альтернативних проектів.
Рекомендується використовувати два або більше з цих способів. Підтвердження відповідності проекту вимогам повинно бути планованою і документованою роботою, яка виконується персоналом з відповідною кваліфікацією і компетентністю. Методика цих робіт буде залежати від характеру і складності виробу.
Виконання функцій забезпечення якості на етапі "Планування та розроблення процесів"
Виробничі процеси, процеси монтажу та технічного обслуговування, які розробляються, повинні бути прогресивними, відповідати сучасному рівню, використовувати прогресивні методи оброблення і технічного контролю, забезпечувати підвищення продуктивності праці та якості продукції, скорочення трудових і матеріальних витрат на їх реалізацію зменшення шкідливих впливів на людину та навколишнє середовище.
Виробничі процеси повинні відповідати вимогам техніки безпеки і промислової санітарії.
За останні роки технологія виробництва досягла значного прогресу, тому для виготовлення продукції заданого рівня якості здебільшого є ряд альтернативних процесів. Після вибору виробничого процесу повинен розроблятися план виробництва, який повинен містити схему послідовності операцій процесу, позначення виробничого обладнання та апаратури, які повинні бути використаними під час виробництва, та детальний графік процесу з переліком всіх робіт як з виробництва, так і з контролю та випробувань продукції. У планування виробничого процесу входить ідентифікація інструмента, пристроїв, а також калібрів та вимірювального обладнання, які можуть бути призначені для конкретних операцій процесу.
На етапі підготовки виробничих процесів визначається, яка інформація необхідна персоналу для виконання ним завдань. Для простих та добре розроблених операцій, а також, коли персонал знає вимоги до якості роботи, може бути достатньо креслень або технічних умов виробу. Однак частіше, особливо, коли це стосується складних та точних операцій, для гарантії повного розуміння персоналом методу виконання роботи, суттєве значення мають додаткові настанови. Для цієї мети складаються та видаються інструкції щодо роботи або технологічні схеми. Інструкції щодо роботи необхідні не тільки для виробничих операцій, але й для операцій з контролю та випробувань.
Виконання функцій забезпечення якості на етапі "Закупівля"
Матеріали, сировина, куповані комплектувальні вироби та напівфабрикати стають частиною продукції, що виробляється. Якість купованого технологічного обладнання, приладів, оснащення, засобів контролю тощо, технічні послуги, безпосередньо також впливають на якість продукції, що виробляється. Одне із найважливіших завдань підприємства - забезпечити, щоб всі матеріали та послуги, які надходять із зовнішніх джерел, цілком відповідали як вимогам самого підприємства, так і вимогам його замовників.
Складним завданням матеріально-технічного постачання є вибір кваліфікованих постачальників (субпідрядників). Повинен бути встановлений порядок оцінці постачальника (субпідрядника). При оцінці постачальників (субпідрядників) засадами повинні бути:
- можливість постачальника '(субпідрядника) задовольняти вимоги до якості виробу або послуги;
- наявність у постачальника (субпідрядника) обладнання, інструменту тощо, необхідного технічного рівня та персоналу необхідної кваліфікації;
- виробничі можливості постачальника (субпідрядника) та його можливість дотримуватися точно визначених графіків постачання;
- комерційна і фінансова стабільність та стійкість постачальника (субпідрядника);
- ефективність системи якості постачальника.
Для нових постачальників (субпідрядників) проводиться повна перевірка їх можливостей. Загальну відповідальність за цю роботу несе служба чи відділ, що займається матеріально-технічним постачанням. На першому етапі перевірки можливостей постачальника (субпідрядника) повинні бути отримані дані про його засоби виробництва, персонал, організацію діяльності та фінанси поряд з даними про його можливість постачати вироби необхідного рівня якості.
Оскільки оцінення постачальника (субпідрядника) потребує проведення експертизи у різних сферах функціонування підприємства: технічній, фінансово-економічній та виробничій, для виконання цього завдання призначається комісія. В комісію входять експерти з різних служб та відділів, а загальну координацію здійснює служба чи відділ, що займається матеріально-технічним постачанням. Якщо на цьому етапі виявлено, що постачальник (субпідрядник) неспроможний виконати замовлення, то наступний етап перевірки не проводиться.
Якщо постачальник (субпідрядник) буде мати потенційні можливості, то група експертів повинна відвідати його підприємство для виконання безпосередньої перевірки потужностей, виробничої інфраструктури та системи якості. При цьому ніяка критика постачальника (субпідрядника) не допускається. Група експертів повинна зосереджуватися на ділянках, які безпосередньо впливають на здатність постачальника (субпідрядника) виконати конкретне замовлення.
При оцінці постачальників (субпідрядників), з якими вже існують зв'язки, дуже важливо детально реєструвати інформацію з постачання, а саме, про кількість виробів (матеріалів), що були отримані, кількість забракованих виробів, про дотримання графіків постачання, про частку цього постачальника (субпідрядника) у загальному обсязі постачання виробів (матеріалів) за конкретний період.
Усі висновки повинні реєструватися, а дані використовуватися для коригування реєстраційного списку затверджених постачальників (субпідрядників). Для доповнення або виключення зареєстрованих назв повинні бути встановлені відповідні критерії.
Успішне постачання починається з чіткого визначення вимог. Ці вимоги містяться в умовах контракту, кресленнях та замовленнях на постачання, що надаються постачальнику (субпідряднику). Повинні бути розроблені відповідні методи, які гарантують, що вимоги до постачання визначені, передані і повністю зрозумілі постачальнику (субпідряднику). До цих методів можуть бути включені процедури підготування документації на постачання, зустрічі представників підприємства з постачальниками (субпідрядниками) до подання замовлення на постачання та інші методи.
Документація на постачання повинна містити дані, які характеризують замовлений виріб або послугу. Ця інформація включає такі елементи:
- точна ідентифікація виробу і ґатунку;
- інструкції з контролю;
- застосовний нормативний документ (стандарт, технічні умови).
Усі вимоги до виробу, а також методи контролю (випробувань) повинні відповідати прийнятим стандартам (а також міжнародним) або технічним умовам. Статус всіх документів, на які є посилання у замовленні, повинен бути визначеним.
Вимоги щодо проміжного контролю повинні бути встановлені у замовленні на постачання як "критичні точки". "Критичні точки" - це ті етапи процесу виробництва, після яких необхідний контроль. В замовленні на постачання повинно бути застережено надання постачальником (субпідрядником) копій актів випробувань.
Система перевірки відповідності продукції, яка постачається, вимогам замовника повинна бути узгоджена до остаточного оформлення замовлення на постачання. Для підтвердження відповідності виробу вимогам можна використовувати один із таких методів:
- замовник покладається на систему забезпечення якості постачальника (субпідрядника);
- постачальник (субпідрядник) надає дані випробувань або дані з управління технологічним процесом;
- замовник проводить вибірковий контроль (випробування) під час одержання виробів;
- контроль здійснюється постачальником (субпідрядником) до відправлення або під час виробництва за домовленістю;
- проводиться сертифікація незалежними органами з сертифікації. Замовник вказує у замовленні на постачання, чи буде кінцевий користувач (якщо він є) виконувати будь-які роботи з перевірки продукції на підприємстві постачальника (субпідрядника).
Встановлення та узгодження методів перевірки повинно передбачати обмін даними з контролю та випробувань для підвищення якості виробів.
Замовник (споживач) надає підприємству (постачальнику) повну інформацію щодо правильного використання та обслуговування виробів, які постачаються.
Виконання функцій забезпечення якості на етапі "Виробництво" Управління процесами виробництва
Забезпечення якості продукції під час виробництва досягається за рахунок:
- планування та організації робіт з технічного контролю і випробувань продукції, контролю технології виробництва, технічної діагностики стану обладнання, систем забезпечення, контролю стану виробничого середовища;
- метрологічного забезпечення виробництва та якості продукції;
- контролю, випробувань на різних стадіях виробництва продукції;
- контролю технологічної дисципліни;
- проведення профілактики та планово-попереджувальних ремонтів обладнання;
- забезпечення якості виготовлення інструмента, оснащення, пристроїв;
- атестації виробництва, технологічних процесів, робочих місць, обладнання, оснащення, інструмента, деталей та складальних одиниць власного виготовлення;
- забезпечення якості під час внутрішньо цехового та міжцехового транспортування;
- високої кваліфікації персоналу, виробничої дисципліни;
- функціонування системи обліку та оцінювання витрат на забезпечення якості продукції, інструмента, документації.
Часто кінцевий виріб складається із декількох деталей та вузлів, в які входять куповані вироби і компоненти, що вироблені на своєму підприємстві. Щоб гарантувати задовільну якість кінцевого виробу, управління якістю повинно охоплювати різні стадії виробництва всіх компонентів та вузлів, що виготовляються на своєму підприємстві, а також всі куповані матеріали і компоненти.
Для цього необхідна мережа контрольних пунктів у стратегічних точках виробництва. У кожному контрольному пункті контрольована характеристика якості повинна чітко визначатися, а для виконання цієї функції повинні бути забезпечені кваліфікований персонал та адекватне випробувальне обладнання.
Велике значення для функціонування такої мережі мають детальні інструкції. У цих інструкціях повинні бути викладені:
- контрольовані характеристики якості;
- відповідальність за контрольний пункт;
- методики спостереження за процесом відбору зразків та перевірки (випробування) виробу;
- методика аналізу даних контролю, критерії для прийняття рішення щодо якості процесу (виробу) та повноваження щодо зупинення процесу у випадку його виходу з-під управління;
- методика передачі інформації про якість процесу в точки виробництва та відповідальність за виконання регулювання процесу;
- методика зворотного зв'язку з відділом, який займається плануванням процесу, для передачі інформації, якщо необхідно внести зміни до процесу.
Для планування мережі управління процесом передовсім необхідна схема послідовності операцій, яка охоплює всі деталі та вузли. На основі цієї схеми позначаються точки, в яких створюються критичні характеристики якості. Залежно від характеру процесу та характеристик якості вибирається метод контролю для застосування в кожній критичній точці. Місцеположення кожного контрольного пункту буде залежати від методу контролю, місцеположення точки виробництва та можливостей випробувального обладнання.
Для оптимізації роботи персоналу, який здійснює контроль якості, для декількох компонентів можуть бути обладнані спільні контрольні пункти або один контролер якості може відповідати за декілька контрольних пунктів.
Контрольні пункти повинні бути організовані так, щоб вони були частиною нормального проходження процесу та вимагали мінімуму вантажно-розвантажувальних робіт та руху матеріалів. Особливу увагу необхідно звернути, щоб контрольний пункт не став вузьким місцем процесу виробництва. Пропускна здатність контрольного пункту повинна відповідати продуктивності контрольованого процесу.
Ніяка система виробництва не виключає виготовлення деякої кількості виробів, невідповідних вимогам. Тому кожному підприємству (постачальнику) необхідно мати документовану методику для запобігання відправлення невідповідних виробів замовнику, а якщо невідповідність виявлена під час виробництва, методику затримки виробу.
Невідповідність звичайно, виявляється на одному з етапів контролю. У цей момент невідповідний виріб повинен чітко ідентифікуватись за допомогою відповідного коду чи знака. Спосіб ідентифікації повинен передбачати, щоб код чи знак не можна було випадково знищити.
При появі виробів, невідповідних вимогам, виробничий процес припиняють. Якщо методикою був передбачений вибірковий контроль, то необхідно виконати 100 % -й контроль попередньої партії. Рішення з цих питань залежать від виробів та характеру невідповідності.
Постачальник повинен мати методику фізичного відділення невідповідних виробів. Визначається ізольована дільниця для зберігання невідповідних виробів, над яким здійснюється контроль для запобігання використанню цих виробів.
Усі невідповідні вироби підлягають аналізу, який виконується спеціально призначеною особою, для прийняття одного з таких рішень:
- приймання в існуючих умовах (коли невідповідність незначна і не вплине на експлуатаційні показники кінцевих виробів; якщо є замовник, це узгоджується з ним);
- перероблення (коли є можливість виправити невідповідність);
- ремонт (коли є можливість відремонтувати чи повторно обробити виріб);
- пересортування (виробу присвоюється нижча категорія якості, вимогам якої він відповідає);
- брак (виріб необхідно вилучити як брак та передати у відходи). Коли невідповідний виріб повинен використовуватись, він вважається "прийнятим з відступленням". В умовах контракту замовникові подається офіційне замовлення, в якому викладається характер невідповідності, кількість невідповідних деталей та докладні способи виправлення. У неконтрактних умовах призначається повноважна особа для затвердження відхилень від вимог.
Постачальник повинен мати методику, яка визначає операції, які необхідно виконати під час перероблення чи ремонту виробу, та повторний контроль, щоб оцінити відповідність виробу вимогам, перш ніж випустити його для подальшого оброблення чи поставлення замовнику.
Для контролю невідповідних виробів повинен бути складений окремий звіт з детальним та повним описом проблеми та вжитих дій.
Виконання функцій забезпечення якості на етапі "Перевірка"
У системі якості доцільно проводити такі основні види контролю, випробувань та обстежень:
- вхідний контроль та контроль якості сировини, матеріалів, напівфабрикатів, комплектувальних виробів, деталей, складальних одиниць у процесах їх зберігання, транспортування;
- контроль готової продукції та її випробування;
- контроль параметрів обладнання, оснащення, інструмента, систем енергозабезпечення та виробничого середовища, систем транспортування;
- контроль дотримання технологічної дисципліни та конструкторський контроль та нагляд за виробництвом;
- метрологічний контроль та нагляд;
- аналіз рекламацій (внутрішніх та зовнішніх).
Роботи з контролю та випробувань повинні бути добре спланованими та задокументованими.
При розробленні методик контролю повинні враховуватись такі аспекти:
- виріб або контракт, для яких розробляються методики контролю;
- стадії, на яких здійснюються методики контролю;
- персонал, який виконує методики контролю;
- характеристики, які підлягають контролю;
- тип контролю (вибірковий або суцільний);
- критерії приймання;
- тип інформації, яка підлягає реєстрації у документації, та система ведення реєстраційних записів.
Необхідно встановити баланс між різними видами контролю продукції, а саме: вхідним, у виробництві, готової продукції, за обсягом. Обсяг цих робіт буде залежати від рівня якості, очікуваного замовником, від засобів контролю, які є на підприємстві.
Перед тим, як матеріал, напівфабрикат чи деталь, куповані у постачальника (субпідрядника) надійдуть у виробництво для подальшої обробки чи складання, вони повинні бути перевірені для забезпечення гарантії того, що вони повністю відповідають вимогам.
Рівень вхідного контролю та випробувань залежить від ступеня довіри системі якості постачальника (субпідрядника).
Метрологія
Основні поняття і визначенняМетрологія – область знань і вид діяльності, пов'язані з вимірюваннями.
Метрологія – наука про вимірювання, методи і засоби забезпечення їх єдності і способи досягнення потрібної, точність.
Теоретична метрологія займається питаннями фундаментальних досліджень, створенням системи одиниць вимірювань, фізичних постійних, розробкою нових методів вимірювання.
Прикладна (практична) метрологія займається питаннями практичного застосування в різних сферах діяльності результатів теоретичних досліджень в рамках метрології.
Законодавча метрологія включає сукупність взаємообумовлених правил і норм, направлених на забезпечення єдності вимірювань, які зводяться в ранг правових положень (уповноваженими на те органами державної влади), мають обов'язкову силу і знаходяться під контролем держави.
Об'єктами метрології є одиниці величин, засоби вимірювань, еталони, методики виконання вимірювань.
Традиційним об'єктом метрології є фізичні величини. Окрім фізичних величин в останнє десятиліття в прикладній метрології почали використовуватися нефізичні величини. Це зв'язано із застосуванням терміну "вимірювання" в нових для метрології сферах – економіці, медицині, інформатиці, управлінні якістю і ін.
Вимірювання – сукупність операцій, що виконуються за допомогою технічного засобу, що зберігає одиницю величини, дозволяє зіставити вимірювану величину з її одиницею і набути значення величини. Це значення називають результатом вимірювань.
Наприклад, прикладаючи лінійку з діленнями до якої-небудь деталі, порівнюють її з одиницею, лінійкою, що зберігається, і, провівши відлік, набувають значення величин (довжини, висоти і інших параметрів деталі).
Погрішність вимірювань – відхилення результату вимірювань від дійсного (дійсного) значення вимірюваної величини.
Засіб вимірюванні – технічний пристрій, призначений для вимірювань (Закон РФ "О| забезпеченні єдності вимірювань" – далі Закон РФ).
Еталон одиниці величини – засіб вимірювання, призначений для відтворення і зберігання одиниці величини з метою передачі її засобам вимірювань даної величини (Закон РФ).
Єдність вимірювань – стан вимірювань, при якому їх результати виражені в узаконених одиницях величин і погрішності вимірювань не виходять за встановлені межі із заданою вірогідністю (
Єдність вимірювань – стан вимірювань, при якому їх результати виражені в узаконених одиницях величин і погрішності вимірювань не виходять за встановлені межі із заданою вірогідністю (Закон РФ).
Отже, першою умовою забезпечення єдності вимірювань є представлення результатів вимірювань в узаконених одиницях, які були б одними і тими ж усюди, де проводяться вимірювання і використовуються їх результати. У Росії, як і в більшості інших країн, узаконеними одиницями є одиниці величин Міжнародної системи одиниць, прийнятою Генеральною конференцією по заходах і вагах, рекомендовані Міжнародною організацією законодавчої метрології. Друга умова єдності вимірювань – погрішність вимірювань не перевищує (із заданою вірогідністю) встановлених меж. Погрішності вимірювань засобу вимірювань указуються в технічному документі, що додається до нього, – паспорті, ТУ і ін.
Головним нормативним актом по забезпеченню єдності вимірювань є Закон РФ "о забезпеченні єдності вимірювань". Він направлений на захист має рацію і законних інтересів громадян, економіки країни від негативних наслідків недостовірних результатів вимірювань.
У стандартах на методи контролю (випробувань, вимірювань, аналізу) повинна бути дотримане головна умова забезпечення єдності вимірювань – вказані погрішності вимірювань для заданої вірогідності. Наприклад, в стандарті на методи визначення щільності молока і молочних продуктів указується погрішність визначення щільності молока (аерометричним методом) не більш ±0,5 кг/м3 при вірогідності 0,99.
Історія розвитку метрології в Російській імперіїМетрологія як область практичної діяльності зародилася в давнину. На всьому шляху розвитку людського суспільства вимірювання були основою відносин людей між собою, з навколишніми предметами, природою. При цьому вироблялися єдині уявлення про розміри, форми, властивості предметів і явищ, а також правила і способи їх зіставлення.
Найменування одиниць вимірювання і їх розміри з'являлися у давнину найчастіше відповідно до можливості застосування одиниць і їх розмір рів без спеціальних пристроїв, тобто створювалися з орієнтацією на ті одиниці, що були "під руками і ногами". У Росії як одиниці довжини були "п'ядь", "лікоть".
Для підтримки єдності встановлених мерів ще в стародавні часи створювалися еталонні (зразкові) заходи. До них відносилися дбайливо: в давнину вони зберігалися в храмах, церквах як найбільш надійних місцях для зберігання цінних предметів.
У міру розвитку промислового виробництва підвищувалися вимоги до застосування і зберігання мерів, посилювалося прагнення до уніфікації розмірів одиниць фізичних величин.
На початку 1840 р. у Франції була введена метрична система мерів. Значущість метричної системи глибоко оцінив Д.І. Менделєєв. У 1867 р. з трибуни з'їзду російських природодослідників він виступив із закликом сприяти підготовці метричної реформи в Росії. За його ініціативою Петербурзька академія наук запропонувала заснувати міжнародну організацію, яка забезпечувала б одноманітність засобів вимірювань в міжнародному масштабі. Цю пропозицію отримало схвалення, і в 1875 р. на Дипломатичній метрологічній конференції, проведеній в Парижі, в якій брали участь 17 держав (зокрема Росія) була Прийнята Метрична конвенція.
У міру уніфікації одиниць вимірювань в багатьох державах вводилися законодавчі норми, які захищали покупців від недобросовісної виробників і розповсюджувачів товарів і послуг. У Росії в XVI в. контролери (цілувальники) на ринках розшукували і відбирали старі (неофіційні) заходи. За користування ними накладали великий штраф і навіть ув'язнювали винних.
Ще більше посилився нагляд за заходами в XVII в. Їм займалися митниці, "кухлеві двори". У Москві діяли Помірна хата і Велика митниця. Помірна хата проводила періодичну ("як рік мине") перевірку мерів і вилучала неправильні ("злодійські") заходи.
У наказі царя Федора Олексійовича Великій Московській митниці про збір митних зборів (1681 р.) мовилося, що за знайдені у торговців злодійські заходи визначалася конфіскація товарів і посилання з сім'єю.
Рішучий і жорсткий характер Петра I виявився в його наказі "Про збір в Московській Великій митниці мит" (1698): "за знайдені непрямі, злодійські ваги лавки опечатати, товари відібрати і сім'єю заслати". Він же в Статуті військових артикулів (1716) писав: "Покарання за обмір і обважування – повернути добро втричі, стягувати штраф, піддати тілесному покаранню".
У 1745 р. публікується Указ сенатський про розсилку з камер-колегії у всі міста затаврованих мерів для хліба і про стягнення штрафу з того, у кого опиняться не вказані заходи.
У 1858 р. Єлизавета Петрівна повеліла: "Зробити аршини залізні вірні і з обох кінців затавровані так, щоб ні урізувати, ні спилювати неможливе було".
Довгий час метрологія була в основному описовою наукою про різні заходи і співвідношення між ними. Але в процесі розвитку суспільства роль вимірювань зростала, і з кінця минулого століття завдяки прогресу фізики метрологія піднялася на якісно новий рівень. Велику роль в становленні метрології в Росії зіграв Д.І. Менделєєв, що керував вітчизняною метрологією в період з 1892 по 1907 р. "Наука починається... з тих пір, як починають вимірювати", – в цьому науковому кредо великого ученого виражений, по суті, найважливіший принцип розвитку науки, який не втратив актуальності і в сучасних умовах.
Розвиток природних наук привів до появи все нових і нових засобів вимірювань (СІ), а вони, у свою чергу, стимулювали розвиток наук, стаючи все більш могутнім засобом дослідження. Так, підвищення точності вимірювань щільності води привело в 1932 р. до відкриття важкого ізотопу водню – дейтерію. Подібних прикладів, які підтверджують роль вимірювань як інструменту пізнання, множина. Тут доречно привести вислів найбільшого російського фізика і електротехніка Б.С. Якобі: "Мистецтво вимірювань є могутньою зброєю, створеним людським розумом для проникнення в закони природи і підпорядкування її сил нашому пануванню".
Можна виділите три головні функції вимірювань в народному господарстві:
· облік продукції народного господарства, що обчислюється по масі, довжині, об'єму, витраті, потужності, енергії;
· вимірювання, що проводяться для контролю і регулювання технологічних процесів (особливо в автоматизованих виробництвах) і для забезпечення нормального функціонування транспорту і зв'язку;
· вимірювання фізичних величин, технічних параметрів, складу і властивостей речовин, що проводяться при наукових дослідженнях, випробуваннях і контролі продукції в різних галузях народного господарства.
Від якості СІ залежить ефективність виконання вказаних функцій. Приведемо декілька прикладів, що відносяться до першої функції СІ: погрішності експлуатованих в даний час лічильників енергії (в середньому 2%) приводять до невизначеності в обліку такої ж кількості електроенергії; стан сучасного вагового господарства таке, що в процесі зважування залишається неврахованими близько 1% всіх вимірюваних продуктів виробництва. Підвищення точності вимірювань дозволяє визначити недоліки тих або інших технологічних процесів і усунути ці недоліки. Все це кінець кінцем приводить до підвищення якості продукції, економії енергетичних і теплових ресурсів, а також сировини і матеріалів.
Приклад
Відомо, що врожайність сільськогосподарських культур значною мірою залежить від оптимальної і заздалегідь встановлюваної кількості добрив, що вносяться до ґрунту, і витрати води при поливі і, отже, від точності вимірювань маси добрив і витрати води. Підвищення технічного ресурсу підшипників на 40% – результат впровадження еталону відхилення від круглої, а еталон шорсткості дозволяє заощадити 1 кг фарби на кожну тонну відливання при її забарвленні.
В Україні щодня проводиться близько 2 млрд. вимірювань, понад 1 млн. чоловік вважають вимірювання своєю професією. Частка витрат на вимірювання складає 10 – 15% витрат суспільної праці, а в галузях промисловості, що проводять складну техніку (електротехніка, верстатобудування і ін.), вона досягає 50 – 70%. Про масштаби витрат на отримання достовірних результатів вимірювань свідчать наступні цифри: у 1998 р. вартість цих робіт в Росії була рівна 3,8% від величини валового національного продукту (ВНП). У розвинених країнах ця цифра досягає 9 – 12% ВВП. Підраховано, що число СІ росте прямо пропорціонально квадрату приросту промислової продукції. Це означає, що при збільшенні об'єму промислової продукції в 2 рази число СІ може вирости в 4 рази. В даний час в наший країні налічується більше 1,5 млрд. СІ
Фізична величина і її розмірністьОсновним об'єктом вимірювання в метрології є фізичні величини.
Фізична величина (коротка форма терміну – "величина") застосовується для опису матеріальних систем і об'єктів (явищ, процесів і тому подібне), що вивчаються в будь-яких науках (фізиці, хімії і ін.) Як відомо, існують основні і похідні величини. Як основні вибирають величини, які характеризують фундаментальні властивості матеріального світу. Механіка базується на трьох основних величинах, теплотехніка – на чотирьох, фізика – на семи. ГОСТ 8.417 встановлює сім основних фізичних величин – довжина, маса, час, термодинамічна температура, кількість речовини, сила світла, сила електричного струму, за допомогою яких створюється все різноманіття похідних фізичних величин і забезпечується опис будь-яких властивостей фізичних об'єктів і явищ.
Вимірювані величини мають якісну і кількісну характеристики.
Формалізованим віддзеркаленням якісного. відмінності вимірюваних величин є їх розмірність. Згідно міжнародному стандарту ІСО розмірність позначається символом dim. Розмірність основних фізичних величин – довжини, маси і часу – позначається відповідними заголовними буквами:
dim l = L
dim т = М
dim t = Т.
Розмірність похідної фізичної величини виражається через розмірність основних фізичних величин за допомогою статечного одночлена:
[Q] = Lа*Mb*Tg,
де
L, М, Т – розмірності відповідних основних фізичних величин;
а, b, g – показники розмірності (показники ступеня, в який зведені розмірності основних фізичних величин).
Кожен показник розмірності може бути позитивним або негативним, цілим або дробом, нулем. Якщо всі показники розмірності рівні нулю, то величина називається безрозмірною. Вона може бути відносною, визначуваною як відношення однойменних величин (наприклад, відносна діелектрична проникність), і логарифмічною, визначуваною як логарифм відносної величини (наприклад, логарифм відношення потужностей або напруги
Шкали, їх види і особливості
Кількісною характеристикою вимірюваної величини служить її розмір. Отримання інформації про розмір фізичної або нефізичної величини є змістом будь-якого вимірювання.
Простий спосіб отримання інформації, який дозволяє скласти деяке уявлена про розмір вимірюваної величини, полягає в порівнянні його з іншим за принципом "що більше (менше)?" або "що краще (гірше)?" При цьому число порівнюваних між собою розмірів може бути достатнє великим. Розташовані в порядку зростання або убування розміри вимірюваних величин утворюють шкали порядку. Операція розстановки розмірів в порядку їх зростання або убування з метою отримання вимірювальної інформації за шкалою порядку називається ранжируванням. Для забезпечення вимірювань за шкалою порядку деякі крапки на ній можна зафіксувати як опорних (реперах). Точкам шкали можуть бути привласнені цифри, часто звані балами. Знання, наприклад оцінюють після чотирьох бальної шкалі репера тієї, що має наступний вигляд: незадовільно задовільно, добре, відмінно. По шкалах реперів вимірюються твердість мінералів, чутливість плівок і інші величини інтенсивності землетрусів вимірюється по дванадцяти бальної шкалі, званою міжнародною сейсмічною шкалою.
Досконаліша в цьому відношенні шкала інтервалів. Прикладом її може служити шкала вимірювання часу, яка розбита на крупні інтервали (роки), рівні періоду, звернення Землі навколо Сонця; на дрібніші (доба), рівніші періоду звернення Землі навколо своєї осі. За шкалою інтервалів можна судити не тільки про те, що один розмір більше іншого, але і том, на скільки більше. Проте за шкалою інтервалів не можна оцінити, в скільки разів один розмір більше іншого. Це обумовлено тим, що на шкалі інтервалів відомий тільки масштаб, а початок відліку може бути вибране довільно.
Найбільш досконалою є шкала відносин. Прикладом її може служити температурна шкала Кельвіна. У ній за початок відліку прийнятий абсолютний нуль температури, при якому припиняється тепловий рух молекул; нижчої температури бути не може. Другою крапкою репера служить температура танення льоду. За шкалою Цельсія інтервал між цими реперами рівний 273,16оС. По шкалі відносин можна визначити не тільки, на скільки один розмір більше або менше іншого, але і в скільки разів більше або менше.
Залежно від того, на які інтервали розбита шкала, один і той же розмір представляється по різному. Наприклад, довжина переміщення деякого тіла на 1 м може бути представлена як L = 1 м = 100 см = 1000 мм. Відмічені три варіанти є значеннями вимірюваної величини – оцінками розміру фізичної величини у вигляді деякого числа прийнятих для неї одиниць. Вхідне в нього відвернуте число називається числовим значенням. У приведеному прикладі це 1, 100, 1000.
Значення фізичної величини набувають в результаті її вимірювання або обчислення відповідно до основного рівняння вимірювання:
Q = X*[Q]
де
Q – значення фізичної величини;
Х – числове значення вимірюваної величини в прийнятій одиниці;
[Q] – вибрана для вимірювання одиниця.
Класифікація вимірюваньВимірювання можуть бути класифіковані:
1. По характеристиці точності:
· рівноточні – ряд вимірювань якої-небудь величини, виконаних однаковими по точності СІ і в одним і тих же умовах;
· нерівноточні – ряд вимірювань якої-небудь величини, виконаних декількома різними по точності СІ і (або) в декількох різних умовах.
2. По числу вимірювань у ряді вимірювань:
· одноразові;
· багатократні.
3. По відношенню до зміни вимірюваної величини:
· статичні – вимірювання незмінної в часі фізичної величини, наприклад вимірювання довжини деталі при нормальній температурі або вимірювання розмірів земельної ділянки;
· динамічні – вимірювання фізичної величини, що змінюється за розміром, наприклад вимірювання змінної напруги електричного струму, вимірювання відстані до рівня землі з літака, що знижується.
4. По виразу результату вимірювань:
· абсолютні – вимірювання, засноване на прямих вимірюваннях величин і (або) використанні значень фізичних констант. Наприклад, вимірювання сили F засноване на вимірюванні основної величини маси т і використанні фізичною постійною – прискорення вільного падіння g;
· відносні – вимірювання відношення величини до однойменної величини, що виконує роль одиниці.
5. По загальних прийомах отримання результатів вимірювань:
· прямі – вимірювання, при якому шуканого значення фізичної величини набувають безпосередньо, наприклад вимірювання маси на вагах, довжини деталі мікрометром;
Метод вимірювань – прийом або сукупність прийомів порівняння вимірюваної фізичної величини з її одиницею відповідно до реалізованого принципу вимірювань.
Методи вимірювань класифікують по декількох ознаках.
По загальних прийомах отримання результатів вимірювань розрізняють:
· прямий метод вимірювань;
· непрямий метод вимірювань.
Перший реалізується при прямому вимірюванні, другий – при непрямому вимірюванні, які описані вищим.
За умовами вимірювання розрізняють:
· контактний методи вимірювань;
· безконтактний методи вимірювань.
Контактний метод вимірювань заснований на тому, що чутливий елемент приладу приводиться в контакт з об'єктом вимірювання (вимірювання температури тіла термометром). Безконтактний метод вимірювань заснований на тому, що чутливий елемент приладу де приводиться в контакт з об'єктом вимірювання (зміна відстані до об'єкту радіолокатором, зміна температури в доменній печі пірометром).
Виходячи із способу порівняння вимірюваної величини з її одиницею, розрізняють методи безпосередньої оцінки і метод порівняння з мірою.
При методі безпосередньої оцінки визначають значення величини безпосередньо по відліковому пристрою показуючого засобу вимірювань(СІ) (термометр, вольтметр і ін.). Міра, що відображає одиницю вимірювання, у вимірюванні не бере участь. Її роль грає в СІ шкала, проградуйована при його виробництві за допомогою достатніх точних СІ.
При методі порівняння з мірою вимірювану величину порівнюють з величиною, відтворною мірою.
Метрологічні властивості СІ – це властивості, що впливають на результат вимірювань і його погрішність. Показники метрологічних властивостей є їх кількісною характеристикою і називаються метрологічними характеристиками.
Метрологічні характеристики, встановлювані НД, називають нормованими метрологічними характеристиками.
Всі метрологічні властивості СІ можна розділити на дві групи:
Похожие работы
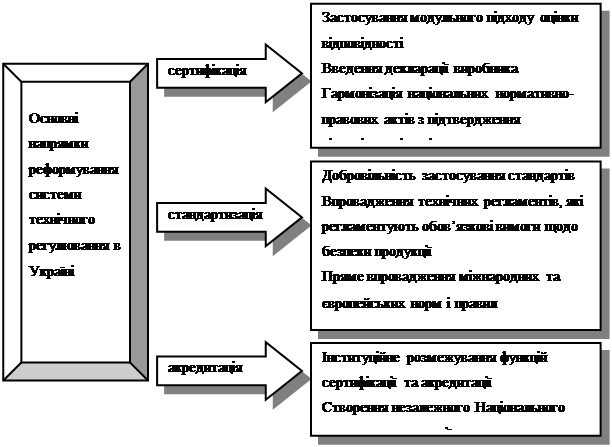
... ізовані зі стандартами Міжнародної електротехнічної комісії серії ІЕС 335. У зв’язку з новими публікаціями стандартів ІЕС серії 335 в Україні розпочато розробку, яку фінансує Держспоживстандарт України. Основні вимоги до органів по сертифікації продукції, процесів, послуг (далі - орган по сертифікації) і порядок їх призначення і вповноваження на діяльність в Системі УкрСЕПРО встановлюється ДСТУ ...
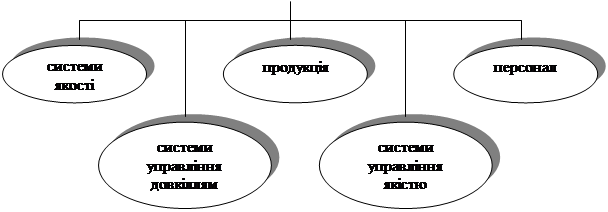
... того, що продукція, системи якості, системи управління якістю, системи управління довкіллям відповідають встановленим законодавством вимогам. [6] Відповідно до ст. 13 Декрету КМУ «Про стандартизацію та сертифікацію» сертифікація продукції в Україні поділяється на обов'язкову та добровільну. Сертифікація продукції здійснюється уповноваженими на те органами з сертифікації – підприємствами, ...
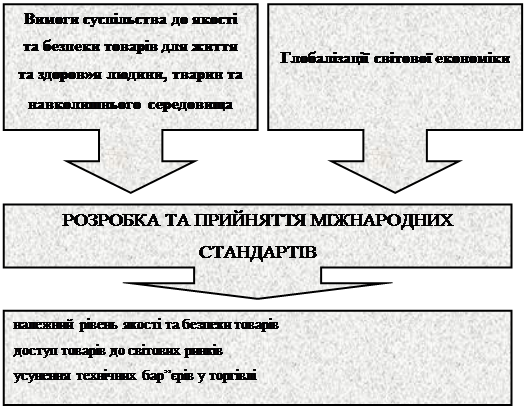
... ій) стандартизації. Пріоритетний напрямок розвитку національної стандартизації - впровадження в Україні міжнародних і європейських стандартів та активізація участі у міжнародній і європейській стандартизації. 4. Сертифікація продукції Наступною темою є сиспідтвердження відповідності продукції, робіт послуг вимогам чинного законодавства. Метою викладання цієї теми є ...

... коли є розбіжності в показниках проводяться випробування, на основі позитивних результатів яких, зафіксованих у протоколах випробувань. видається сертифікат); · за позитивними результатами сертифікації продукції в Системі УкрСЕПРО. 5. Порядок проведення обстеження виробництва Порядок обстеження виробництва під час проведення сертифікації продукції визначено в стандарті ДСТУ 3957- ...
0 комментариев