Навигация
Проектирование кулачковых самоцентрирующих патронов
8002
знака
0
таблиц
1
изображение
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра «Технология машиностроения»
ПРОЕКТИРОВАНИЕ КУЛАЧКОВЫХ САМОЦЕНТРИРУЮЩИХ ПАТРОНОВ
Курсовая работа по дисциплине «Технологическая оснастка»
Студент: Бережнов Е. П.
Группа: М-302
Преподаватель: Кучеров Андрей Олегович
ТОЛЬЯТТИ 2004г.
Цель курсовой работы – научиться проектировать станочные приспособления на примере разработки конструкции токарного самоцентрирующего трехкулачкового патрона.
Задачи курсового проекта:
ü изучить конструкцию кулачкового патрона;
ü разобраться в методике проектирования станочного приспособления;
ü выполнить необходимые расчеты для проектирования патрона и силового привода к нему;
ü разработать конструкцию токарного кулачкового самоцентрирующего патрона с механизированным приводом;
1.1 Сбор исходных данных
Операционный эскиз
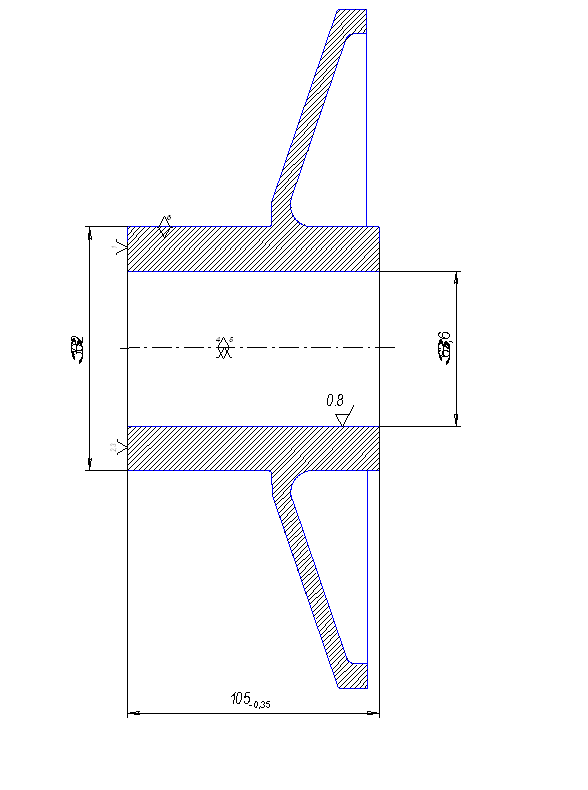
Вид и материал заготовки – штамповка, сталь45.
Вид обработки – черновая.
Материал и геометрия режущей части инструмента – резец расточной из Т15К6 с
φ=60о;
γ=-3о;
λ=+5о;
Режимы резания: глубина t=1.2мм, подача S=0,45мм/об.
Скорость резания определяем по формуле:
![]() ;
;
Т=60мин,
Cv=350
X=0.15
Y=0.35
M=0.20
![]() м/мин
м/мин
Металлорежущий станок – 16К20Ф3 (наибольший диаметр патрона – 200мм, внутренний конус шпинделя – Морзе 6.
1.2 Расчет сил резания
Расчет сил резания выполним по методике, изложенной в [3]. При внутреннем точении составляющие Pz, Py силы резания рассчитываются по формуле:
![]() ,
,
где Ср, Х, У, n – постоянная и показатели степени для конкретных условий обработки. При обработке стали резцом, оснащенным пластиной из твердого сплава, равны:
- для расчета Pz
Ср=300, Х=1, У=0,75, n=-0,15
- для расчета Pу
Ср=243, Х=0,9, У=0,6, n=-0,3
Поправочный коэффициент Кр представляет собой произведение ряда коэффициентов, учитывающий фактические условия резания
Кр=Кмр.Кφр.Кγр.Кλр
где Кмр= - коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости (n’=0,75 для стали [3]).
- коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости (n’=0,75 для стали [3]).
Кφр –коэффициент, учитывающий влияние угла в плане резца на силы.
Кγр - коэффициент, учитывающий влияние переднего угла резца на силы.
Кλр - коэффициент, учитывающий влияние угла наклона режущей кромки.
- для расчета Рz:
Кφр=0,94, Кγр=1,1, Кλр=1
- для расчета Ру:
Кφр=0,77, Кγр=1,4, Кλр=1,25
Кмр=
Крz=1.0,94.1,1.1=1,034
Кру=1.0,77.1,4.1,25=1,3475
![]()
![]()
1.3 Расчет усилия зажима
В процессе обработки заготовки на нее воздействует система сил. С одной стороны действует составляющие силы резания, с другой – сила зажима препятствующая этому. Из условия равновесия моментов данных сил и с учетом коэффициента запаса определяются необходимые зажимное и исходное усилия.
Суммарный крутящий момент от касательной составляющей силы резания, стремящейся провернуть заготовку в кулачках равен:
![]()
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
![]()
Из равенства Мр’ и Mз’ определяем необходимое усилие зажима, препятствующее повороту заготовки в кулачках.
![]() где
где
d1=62.6мм, d2=102мм, Pz=2277Н, f=0,4
К=Ко.К1.К2.К3.К4.К5.К6
- для расчета W’
Ко=1,5, К1=1,2, К2=1, К3 =1, К4=1, К5 =1, К6=1.
К=1,8
- для расчета W’’
Ко=1,5, К1=1,2, К2=1.4, К3 =1, К4=1, К5 =1, К6=1.
К=2.52
![]()
Сила Ру стремится вывернуть заготовку из кулачков.
![]()
Данному моменту препятствует момент от силы зажима
![]()
Необходимая сила зажима равна:
![]() , где
, где
d2=102мм, Pу=854Н, f=0,4, l=105мм, К=2,52
![]()
Для дальнейших расчетов принимаем наихудший случай
W=12828.6H
Величина усилия зажима W1 прикладываемая к постоянным кулачкам несколько увеличивается по сравнению с усилием W и рассчитывается по формуле:
где lk- вылет кулачка, расстояние от середины рабочей поверхности сменного кулачка до середины направляющей постоянного кулачка.
Нк – длина направляющей постоянного кулачка, мм.
f – коэффициент трения в направляющих постоянного кулачка и корпуса
вс=30мм, - толщина сменного кулачка,
вк+вз=20+30=50мм, - толщина постоянного кулачка
Вк=40мм, - ширина направляющей постоянного кулачка
В1=25мм, - ширина сменного кулачка
Нк=80мм
lk=62мм
f=0,1
Подставим исходные данные в формулу:
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56]. Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев