Навигация
Характер производства – массовый
19961
знак
4
таблицы
2
изображения
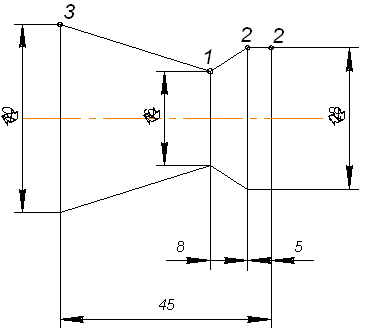
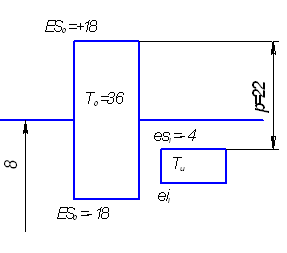
3. Характер производства – массовый.
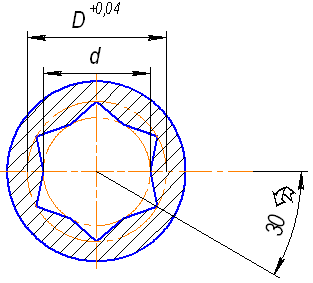
Рис.2.1. Эскиз детали
2.1. Определение группы обрабатываемости.
Сталь 20Х с твердостью HB 220 относится к I группе обрабатываемости.
2.2. Определение группы качества.Принимаем 1-ую группу качества по шероховатости.
2.3. Определение материала режущей части.Согласно рекомендациям выбираем быстрорежущую сталь Р6АМ5.
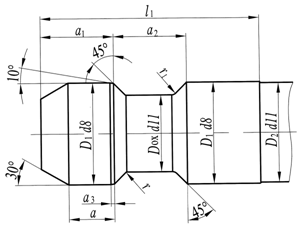
2.4. Определение материала хвостовика.Конструкцию протяжки принимаем с приваренным хвостовиком, материал хвостовика – 40Х. Размеры по ГОСТ 4044-70. Диаметр переднего хвостовика ![]() ,
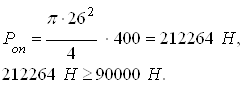
, ![]() Силу, допустимую хвостовиком, рассчитываем по формуле
Силу, допустимую хвостовиком, рассчитываем по формуле ![]() , где
, где ![]() допустимое напряжение при растяжении, МПа;
допустимое напряжение при растяжении, МПа; ![]() площадь опасного сечения хвостовика,
площадь опасного сечения хвостовика, ![]() . Приняв
. Приняв ![]() , получим
, получим ![]() .
.
Передний угол для черновых и переходных зубьев ![]() , а чистовых и калибрующих зубьев
, а чистовых и калибрующих зубьев ![]() . Задний угол черновых и переходных зубьев
. Задний угол черновых и переходных зубьев ![]() чистовых
чистовых ![]() , калибрующих
, калибрующих ![]() .
. ![]()
![]()
Устанавливаем скорость резания. ![]() .
.
Подъём черновых зубьев ![]() определяем из условия равной стойкости черновой и чистовой частей по таблице. Вначале для скорости резания
определяем из условия равной стойкости черновой и чистовой частей по таблице. Вначале для скорости резания ![]() и подачи чистовых зубьев
и подачи чистовых зубьев ![]() устанавливаем наработку чистовой части:
устанавливаем наработку чистовой части: ![]() По той же скорости резания и стойкости черновых зубьев
По той же скорости резания и стойкости черновых зубьев ![]() находим подъём черновых зубьев
находим подъём черновых зубьев ![]() на зуб на сторону. Ограничиваем подъём черновых зубьев до
на зуб на сторону. Ограничиваем подъём черновых зубьев до ![]() . Поправочные коэффициенты на наработку:
. Поправочные коэффициенты на наработку: ![]()
![]()
![]()
![]()
![]()
![]() (Назначаем СОЖ сульфофрезол ГОСТ 122-54). Наработка с поправочными коэффициентами
(Назначаем СОЖ сульфофрезол ГОСТ 122-54). Наработка с поправочными коэффициентами ![]() .
.
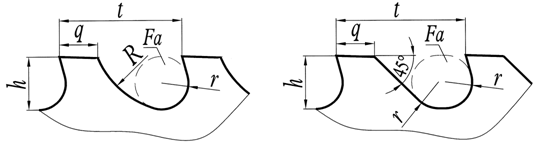
Глубину стружечной канавки h, необходимой для размещения стружки при подъёме ![]() , определяем по формуле
, определяем по формуле ![]() для сливной стружки, где
для сливной стружки, где ![]() коэффициент помещаемости;
коэффициент помещаемости; ![]() суммарная длина протягиваемых участков, мм.
суммарная длина протягиваемых участков, мм. ![]() .
.
По таблице выбираем ближайшую большую глубину стружечной канавки ![]() . Её и принимаем для дальнейшего расчёта. Диаметр по дну стружечной канавки равен
. Её и принимаем для дальнейшего расчёта. Диаметр по дну стружечной канавки равен ![]() . Для обеспечения достаточной жёсткости протяжек, имеющих диаметр сечения по дну стружечной канавки меньше 40 мм, необходимо, чтобы глубина стружечной канавки
. Для обеспечения достаточной жёсткости протяжек, имеющих диаметр сечения по дну стружечной канавки меньше 40 мм, необходимо, чтобы глубина стружечной канавки ![]() . Получим
. Получим ![]() .
. ![]()
![]() .
.
По таблице шаг черновых зубьев ![]() профиль №10. Остальные элементы стружечной канавки:
профиль №10. Остальные элементы стружечной канавки: ![]() ;
; ![]()
![]() Число одновременно участвующих в работе зубьев определяем по формуле
Число одновременно участвующих в работе зубьев определяем по формуле ![]() отбрасывая дробную часть:
отбрасывая дробную часть: ![]() Шаг и профиль переходных зубьев – такие же, как у черновых.
Шаг и профиль переходных зубьев – такие же, как у черновых.
Максимально допустимую силу резания берём минимальной из трёх: ![]()
![]()
![]()
![]()
![]() .
.
Величину ![]() определяем по формуле:
определяем по формуле: ![]() , где
, где ![]() ;
; ![]() .
. ![]() .
.
![]() .
.
Число зубьев в группе может меняться от 2 до 5; его определяем по формуле: ![]() где
где ![]() ; поправочные коэффициенты
; поправочные коэффициенты ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
![]() .
.
Т. к. ![]() то дальнейшие расчёты ведут для
то дальнейшие расчёты ведут для ![]()
2.12. Определение расчетной силы протягивания.
Расчётную силу протягивания определяем по формуле: ![]()
![]() .
.
Полный припуск определяем по формуле:
![]() .
.
Припуск на черновых зубьях находим по формуле: ![]() , где
, где ![]() припуск на переходные зубья;
припуск на переходные зубья; ![]() припуск на чистовые зубья.
припуск на чистовые зубья.
Число групп черновых зубьев определяем по формуле: ![]()
![]() ;
; ![]() .
.
Остаточную часть припуска находим по формуле: ![]()
![]() Т. к.
Т. к. ![]() , то остаточный припуск оставляем в переходной части число зубьев соответственно увеличиваем.
, то остаточный припуск оставляем в переходной части число зубьев соответственно увеличиваем.
2.15. Определение чисел зубьев.
Число черновых зубьев определяем по формуле: ![]() где
где ![]() принятое окончательно число групп черновых зубьев после распределения остаточного припуска.
принятое окончательно число групп черновых зубьев после распределения остаточного припуска. ![]() , число переходных зубьев
, число переходных зубьев ![]() , число чистовых зубьев
, число чистовых зубьев ![]() и число калибрующих зубьев
и число калибрующих зубьев ![]() .
.
Общее число всех зубьев находим по формуле: ![]() .
.
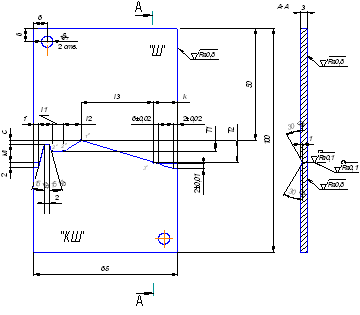
Длину режущей части протяжки определяем по формуле: ![]() , где
, где ![]() суммы переменных шагов соответственно чистовых и калибрующих зубьев; шаги чистовых и калибрующих зубьев – переменные, принимаем из таблицы
суммы переменных шагов соответственно чистовых и калибрующих зубьев; шаги чистовых и калибрующих зубьев – переменные, принимаем из таблицы ![]() ,
, ![]() ,
, ![]() . Размеры профиля h, b, r, R – одинаковые для всех трёх шагов; их берём по таблице по меньшему шагу. Для
. Размеры профиля h, b, r, R – одинаковые для всех трёх шагов; их берём по таблице по меньшему шагу. Для ![]() :
: ![]()
![]()
![]()
![]()
![]()
Новые два варианта рассчитываем для ![]() и
и ![]()
Из формулы ![]() находим шаг черновых зубьев для обоих вариантов:
находим шаг черновых зубьев для обоих вариантов: ![]()
![]() .
.
В третьем варианте значение шага ![]() округляем до ближайшего меньшего значения, т.е.
округляем до ближайшего меньшего значения, т.е. ![]() . По таблице определяем соответствующие этим шагам глубины профиля стружечных канавок (из таблицы берём большее значение глубины). Для
. По таблице определяем соответствующие этим шагам глубины профиля стружечных канавок (из таблицы берём большее значение глубины). Для ![]()
![]() для
для ![]()
![]() По формуле
По формуле ![]() где
где ![]() принимают ближайшей меньшей к
принимают ближайшей меньшей к ![]() , т.е.
, т.е. ![]() , находим:
, находим: ![]()
![]() С п.2.11. расчёт II и III вариантов продолжаем как для I варианта. Результаты расчёта сведены в таблице 2.1.
С п.2.11. расчёт II и III вариантов продолжаем как для I варианта. Результаты расчёта сведены в таблице 2.1.
Сравнив основные показатели, видим, что оптимальный вариант – II. Определение остальных элементов конструкции протяжки производим только для этого варианта.
Таблица 2.1
| Искомый параметр | Вариант | ||
| I | II | III | |
|
| 5 | 6 | 7 |
|
| 14 | 12 | 10 |
|
| 6 | 5 | 4 |
|
| 4,5 | 4 | 3,5 |
|
| 0,12 | 0,1 | 0,07 |
|
| 2 | 2 | 2 |
|
| 25068 | 52224 | 33946 |
|
| 2,025 | 2,025 | 2,025 |
|
| 0,14+ | 0,16+ | 0,14+ |
|
| 0,14 | 0,14 | 0,14 |
|
| 1,725 | 1,745 | 1,745 |
|
| 0,045 | 0,145 | 0,005 |
|
| 7 | 9 | 12 |
|
| 14 | 18 | 24 |
|
| 5 | 4 | 5 |
|
| 12 | 12 | 12 |
|
| 7 | 7 | 7 |
|
| 38 | 41 | 48 |
|
первой второй | 0,04 0,03 | 0,08 0,06 | 0,04 0,03 |
|
| 0,02 (2) 0,01 (2) 0,005 (2) | 0,01 (3) 0,005 (3) | 0,02 (2) 0,01 (2) 0,005 (2) |
|
| 10, 11, 12 | 8, 9, 10 | 7, 8, 9 |
|
| 10, 11, 12 | 8, 9, 10 | 7, 8, 9 |
|
| 3,6 | 3 | 2,5 |
|
| 4,5 | 3,3 | 3 |
|
| 196 | 216 | 260 |
|
| 70 | 48 | 50 |
|
| 132 | 108 | 96 |
|
| 76 | 62 | 38 |
|
| 474 | 434 | 464 |
![]()
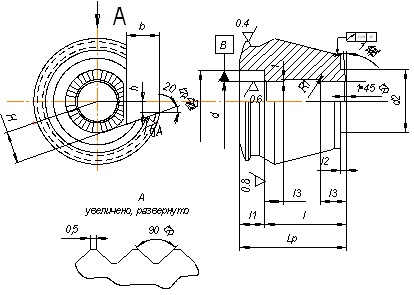
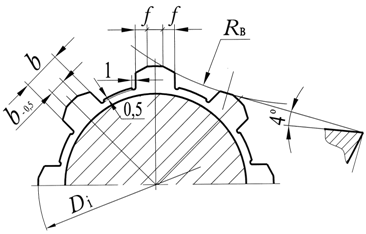
Число выкружек и их ширину на черновых зубьях определяем по таблице: ![]() ;
; ![]()
Число выкружек на переходных и чистовых зубьях определяем по таблице: ![]() ;
; ![]()
![]() ;
; ![]() , так как
, так как ![]()
![]()
Определение расстояния от переднего торца протяжки до первого зуба определяем по формуле ![]() , где
, где ![]() ,
, ![]() ,
, ![]() .
. ![]()
![]() ,
, ![]() . Протяжку выполняем без заднего хвостовика.
. Протяжку выполняем без заднего хвостовика.
Общую длину протяжки рассчитываем по формуле: ![]() .
.
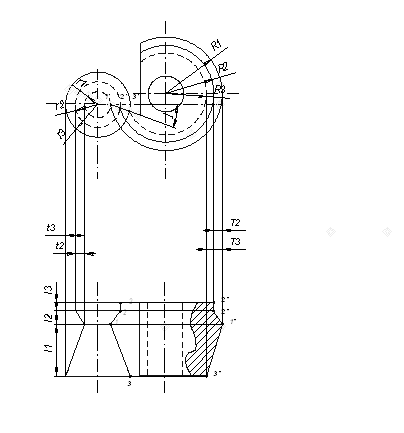
Данный патрон предназначен для горизонтального протяжного полуавтомата для внутреннего протягивания модели 7Б55.
Патрон состоит из следующих деталей: корпус патрона, стакан, кольцо упорное, четырех кулачков, пружины.
Порядок закрепления протяжки в патрон: ослабить пружину 7 путем отвинчивания упорного кольца 4, до отскакивания кулачков 5 в предусмотренную для этого полость в корпусе патрона. Вставить протяжку в патрон. Закрутить упорное кольцо 4 до создания максимального усилия закрепления, при этом происходит сжатие пружины 6, данное сжатие вытягивает закрепленные на стакане 2 кулачки 5 из полостей корпуса, тем самым происходит закрепление протяжки. При создании максимального натяжения пружины 7 происходит надежное закрепление протяжки в патроне. Затем патрон необходимо установить на станок, по средствам метрической резьбы расположенной на хвостовой части стакана 2.
Похожие работы
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев