Навигация
Согласно таб.24 (справочник Василевский)
126260
знаков
28
таблиц
3
изображения
2. Согласно таб.24 (справочник Василевский)
d -толщина прибыли, Т - толщина питаемого узла.
d/T=1,8 т.е.
d=Т*1,8=50*1,8=90 мм
Протяженность прибыли при L=Д согласно таб.24 (справ. Василевский)
т.к протяженность питаемого узла расположена равномерно по всей окружности, т.е. L=Д то протяженность прибыли
L=31% от Д, т.е.370*3,14*31% = 348мм
Распределяем 2 прибыли по окружности для равномерного питания отливки металлом, т.е. длина одной прибыли будет 348: 2 = 174мм
2.4 Расчет нагружения опок
Изготовление отливок осуществляется на автоматической линии, поэтому расчет нагружения опок не осуществляем, т.к опоки скрепляются перед заливкой специальными скобами.
2.5 Расчет времени охлаждения отливки
Расчет времени снятия температуры перегрева:
n = 0,5 - показатель кривой охлаждения;
R = 14мм - средняя толщина стенки отливки;
bф = 1628 Вт*с0,5/ (м* °С) - теплоаккумулирующая способность формы;
ρж = 7150 кг/м2 - плотность жидкого металла;
сж = 838 Дж/ (кг* °С) - теплоемкость жидкого металла;
Тзал = 1983 К - температура заливки;
Тф. н = 293 К - начальная температура формы;
Тл = 1673 К - температура ликвидуса.

Расчет времени охлаждения отливки от температуры ликвидуса до температуры солидуса:

Тс=1620К - температура солидуса;
L=270*103 Дж/кг - удельная теплота кристаллизации сплава.

Расчет времени охлаждения отливки от температуры солидуса до температуры выбивки:
ств=560 Дж/ (кг*°С) - теплоемкость твердого металла;
Твыб = 773К - температура выбивки.

Общее время охлаждения отливки в форме:
τ = τ1 + τ2 + τ3 = 1954 +2568 + 6278 = 10800сек или 3 час
2.6 Разработка технологического процесса с указанием используемого оборудования, приспособлений, инструмента, материалов
2.6.1. Подготовка формовочных материалов 2.6.1.1 Технологический процесс подготовки формовочного песка
Необходимое оборудование и приборы:
1. прибор определения влажности (тип PIT);
2. прибор определения глинистых составляющих;
3. прибор определения зернового состава (тип PSA);
4. контактный термометр (ГОСТ 2823-73Е);
5. лабораторные весы (тип PKW);
6. установка для сушки и охлаждения песка производительностью 10 т/ч фирмы "GIZAG"
7. пневмотранспортные системы для транспортировки высушенного кварцевого песка в силос и к потребителям.
Общие положения:
1. песок кварцевый марки 2К2О2025 ГОСТ 2138-91 поступает из карьера в железнодорожных вагонах с исходной влажностью не более 6%;
2. формовочные пески не должны иметь посторонних включений, остатков растительного слоя, угля, торфа, известняка;
3. приемку песков производит ОТК внешней приемки согласно ГОСТ 2189-78;
4. по показателям качества кварцевые пески должны соответствовать требованиям, указанным в таблице № 2.1;
5. сухие формовочные пески транспортируют пневмотранспортом ко всем потребителям литейного цеха;
Принцип работы установки:
1. грейфером песок подается в загрузочный бункер;
2. вращением тарельчатого питателя влажный кварцевый песок из загрузочного бункера подается через транспортирующий желоб в проходной сушильный барабан;
Таблица 2.1
| Массовая доля составляющих | Марка песка (2К2О2025) |
| глинистой, % не более | 0,5 |
| диоксида кремния, % не менее | 97 |
| коэффициент однородности | до 50 |
| средний размер зерна основной фракции, мм | 0,3 |
3. с помощью встроенных подъемных и транспортирующих лопаток песок постоянно перемешивается, в результате чего происходит интенсивное испарение влаги;
4. после прохождения через сушильный барабан высушенный песок подается ленточным элеватором через сито и каскадный классификатор в охлаждающее устройство;
5. в охлаждающее устройство песок поступает с температурой 120°С;
6. из охлаждающего устройства песок с температурой 30°С и влажностью не более 0,3% транспортируется нагнетательной пневмотранспортной установкой в силос для хранения;
7. от силоса песок пневмотранспортом подается к потребителям;
8. проходной сушильный барабан нагревается природным газом;
9. регулировка пламени горелки происходит автоматически в зависимости от температуры отходящего газа.
Техника безопасности:
1. к работе на установке допускаются лица, прошедшие инструктаж по технике безопасности по выполнению данной работы и имеющие удостоверение на право пользования природным газом;
2. в случае каких-либо неисправностей в работе установки сушки и охлаждения песка, пневмотранспортных установок, установки следует отключить и сообщить об этом мастеру;
3. после окончания работы установку отключить от сети, природного газа, сжатого воздуха и водопровода, убрать рабочее место, инструмент, приспособления в специально отведенные инструментальные ящики.
2.6.1.2 Технологический процесс приготовления формовочной смеси по Alphaset-процессуОборудование, оснастка и инструмент:
1. смесителя периодического действия фирмы "+GF+" производительностью 3 т/ч стержневой смеси;
2. установка для приема, подогрева компонента №1 (смолы) на 500 л с системой автоматической дозировки и подачи в смеситель;
3. установка для приема жидкого отвердителя на 500 л с системой автоматической дозировки и подачи в смеситель;
4. система приводных рольгангов и передаточных тележек для осуществления транспортировки полуформ по зонам (подготовки, заполнения, уплотнения, отверждения, извлечения и отделки);
5. краскораспылительная установка для окраски поверхностей форм с емкостью для приема противопригарной краски;
7. формовочный инструмент: гладила, слесарный молоток, ручная трамбовка, душник, малярная кисть, струбцины и т.д.;
8. кран - балка, управляемая с пола грузоподъемностью 5 т.
При использовании смесителя периодического действия очередность ввода жидких компонентов не имеет большого значения. В быстроходных смесителях непрерывного действия прочность на разрыв получается выше, чем в периодических смесителях. Отвердитель вводят в камеру сразу после ввода песка, смолу через 20...30 см по ходу шнека. Рекомендуемая влажность песка - до 3%. Можно увеличить расход отвердителя, чтобы ускорить затвердевание; для замедления затвердевания и, соответственно, увеличения живучести, не рекомендуется использовать менее 15% отвердителя, лучше использовать соответствующий медленный отвердитель.
2.6.2 Изготовление литейных форм
Выбор материалов для оснастки.
Для отливки "Корпус" предусматривается следующая модельноопочная оснастка:
модель отливки - 1шт.
модель плиты - 2шт.
модели элементов литниковой системы
стержневой ящик - 1шт.
штыри для модельных плит
опоки "верха" и "низа"
втулки для опок
штыри для сборки форм
Необходимое оборудование и инструмент:
Механизированная формовочная линия для изготовления мелкого и среднего литья AMD 15 (no-bake) фирмы "+GF+" в опоках размерами 1000x800x250мм
Дозирующие шнеки.
Суточные бункера кварцевого песка и регенерата.
Сборная воронка для смеси.
Бункер для мусора.
Ленточные питатели и пластинчатые конвейеры.
Сбрасыватель.
Защита кабелей, защитные трубы, материал для прокладки.
Шкаф управления.
Комплект передаточных воронок для ленточных конвейеров.
Надленточный магнитный сепаратор.
Надленточный аэратор.
Принцип работы механизированной линии:
Верхняя и нижняя опоки поочередно подаются на вращающиеся плиты-носители с вмонтированными в них моделями верха и низа (соответственно).
В зоне работы пескосыпа происходит заполнение опок формовочной смесью и её уплотнение с помощью вибростола, встроенного в конвейер I.
Далее полуформы транспортируются на конвейер II, где происходит отверждение смеси. В конце конвейера II имеется барабанное поворотно-разделительное устройство, с помощью которого полуформы кантуются и производят удаление моделей, затем полуформы транспортируются на конвейеры III (для нижних полуформ) и IV (для верхних полуформ), а плиты-носители м модельной оснасткой возвращаются на позицию конвейера I для повтора операции заполнения и уплотнения полуформ. На конвейерах III и IV совершается отделка и окраска полуформ, установка стержней. С помощью барабанного поворотно-спаривающего устройства, расположенного в зоне стыковки конвейеров III и IV, производится сборка форм и их крепление специальными скобами.
Далее собранные формы передаются на конвейеры V и VI, где происходит заливка металлом и охлаждение форм. Освобождение опоки от кома отработанной смеси и отливок производится в специальном устройстве, находящемся в конце конвейеров V и VI, включающем в себя колосниковый виброгрохот, систему приемных воронок и бункеров, магнитный сепаратор. После этого отливки с помощью системы пластинчатых конвейеров подаются на участок финишных операций, а отработанная смесь - в предусмотренную установку для регенерации формовочной смеси. Комплекс регенерации представляет собой поточную автоматическую линию, включающую в себя камеру "кипящего слоя", обогреваемую природным газом, охладитель, классификатор песка по зерновому составу, систему пневмотранспорта, систему очистки отработанного воздуха. Процесс регенерации включает в себя следующие этапы:
измельчение смеси до транспортабельного состояния,
удаление неметаллических включений,
механическая оттирка связующих пленок с зерен песка,
просеивание до требуемой зернистости,
обеспыливание смеси и отработанного воздуха.
Готовый регенерат накапливается в запасном бункере, откуда по мере необходимости поступает к смесителю для повторного использования.
Простановка модели:
1. Перед простановкой модельного комплекта произвести контроль модели на отсутствие трещин, забоин, задиров, поднутренний и на качество крепления модели.
2. Очистить место в плите-носителе для установки модельного комплекта.
З. Установить модельный комплект. Закрепить модельный комплект равномерной затяжкой крепежных болтов. Проконтролировать простановку стояка и выпоров.
4. Произвести обдувку, опрыскивание модели керосином и присыпать графитом.
5. При простановке модельного комплекта следить за тем, чтобы модельная плита не была занижена в плите-носителе формовочного стола более чем на 1мм.
Изготовление форм. Требования к литейной оснастке:
1. модель перед формовкой проверить на:
на наличие элементов литниковой системы
отсутствие трещин, отбитых углов, забоин, искажающих геометрию формы и затрудняющих удаление модели из формы;
2. применяемые при формовке опоки должны быть исправны. Формовка не допускается в опоках имеющих:
трещины на стенках, а также неровности на рабочих поверхностях;
износ центрирующих отверстий.
Произвести дозирование смеси, наполнение и уплотнение форм на вибростоле.
Контролировать степень уплотнения на первой форме, а также с помощью линейки - отсутствие неровности поверхности формы верхней и нижней полуформ. Степень уплотнения верхней полуформы должна соответствовать 75-90ед. Плотность набивки нижней полуформы должнабыть на 5-10 ед. выше, чем верхней. В случае занижения или завышения степени уплотнения форм произвести корректировку времени выдержки опоки на вибростоле и занести эти изменения в память компьютера управления. Контроль степени уплотнения производить по углам, в центре формы и на ее ответственных местах, образующих поверхность отливок (болваны).
Нанести с помощью краскораспылительного устройства на поверхности нижней и верхней полуформ самосохнущее противопригарное покрытие. Произвести контроль сплошности покрытия. При необходимости повторить окрашивание.
Установить стержни в нижнюю полуформу. При этом зазор в знаковых частях стержней не должен превышать 1 мм.
Перед сборкой форм производить их контроль на отсутствии в полости формы осыпавшейся смеси. Удалить промышленным пылесосом.
После капитального ремонта модельного комплекта при сборке форм производить контроль тела отливки путем проставления "мушки" или контрольной сборкой-разборкой формы в ручном режиме.
2.6.3 Подготовка шихтовых материаловОбщие положения:
1. все поступающие на завод шихтовые материалы подвергаются контролю ОТК внешней приемки на соответствие технической документации, независимо от наличия сертификата поставщика. Без такой проверки запуск материалов в производство не разрешается;
2. при наличии отклонений от технической документации или при необходимости замены марки материала на другую составляется акт замены материала;
3. разгрузка шихтовых материалов в складе шихты допускается только при наличии сертификата, письменного подтверждения ОТК внешней приемки, марки поступившего материала;
4. складирование шихтовых материалов должно производится по маркам в специальные расходные бункера, с укрепленными табличками с указанием материала;
5. разгрузка должна производится мостовым краном 25т, снабженным магнитной шайбой;
Технические требования к шихтовым материалам:
1. Лом стальной № 1 - 1А ГОСТ 2787-75:
состав: кусковые лом и отходы, не допускаются проволока и изделия из проволоки;
степень чистоты: не допускается наличие лома и отходов цветных металлов. Углеродистые лом и отходы не должны смешиваться с легированными. Металл не должен быть горелым, проржавленным, налет ржавчины не допускается. Засоренность безвредными примесями (дерево, ветошь, песок и пр.) не должна превышать 2% по массе партии;
габариты и масса: размеры куска должны быть не более 300x200x150 мм. Толщина металла должна быть не менее 6 мм. Масса куска должна быть не менее 0,5-^20 кг.
проржавленный металл отбирается и очищается в галтовочном барабане. Крупный стальной лом разделывают с помощью газовой горелки.
стальной лом транспортируют железнодорожным транспортом.
2. Ферросилиций ФС-45Л-4 ГОСТ 1415-78:
поступает дробленый, размер куска не более 10...50 мм;
химический состав проверяет лаборатория по ГОСТ 1415-78;
поверхность кусков не должна иметь резко выраженных включений шлака и других инородных материалов;
ферросилиций транспортируют в специализированных контейнерах автомобильным транспортом, попадание влаги должно быть исключено.
3. Ферромарганец ФМН-75 ГОСТ 4755-80:
поступает дробленый, размер куска не более 20 - 50 мм;
химический состав проверяет лаборатория по ГОСТ 4755-80;
поверхность кусков не должна иметь инородных включений. Допускаются следы противопригарных материалов (известь, песок), включения шлака (0,5% массы партии);
ферромарганец транспортируют в специализированных контейнерах
автомобильным транспортом.
4. Возврат производства (литники, прибыли, брак): для использования возврат производства разделывать на куски весом не более 20 кг и с максимальными габаритами не более 300 мм, очищенный от вредных примесей (ветошь, дерево, земля, песок, окалина и пр.). Прибыли от литников должны быть отделены. Проржавленный металл очистить в галтовочном барабане. Налет ржавчины не допускается.
Все шихтовые материалы перед загрузкой в тигель должны быть сухими, очищенными от ржавчины. Габаритные размеры кусков шихты должны обеспечить хорошую плотность садки и отсутствие зазоров между ними и стенками тигля.
2.6.4 Плавка исходного металла
1. Определение температуры заливки, толщина стенок 20 мм. Устанавливаем температуру заливки в пределах 1580 - 1540°
2. Выбор разливочного ковша.
Выбираем разливочный ковш стопорного типа ёмкостью 3000 кг.
3. Выбор плавильного агрегата.
Выбор плавильного агрегата определяется маркой сплава и типом производства. Выбираем индукционную печь емкостью 2,5 тонны.
Плавку металла производят по инструкции 24.6 12.25210.70 016
В печь загружают шихтовые материалы. В процессе плавки производится сбор пробы для определения химического анализа плавки. При удовлетворительном анализе металл выливают в разливочный ковш.
Особенности эксплуатации плавильной печи.
Для правильной и длительной работы печи необходимо соблюдать правила эксплуатации, а также в соответствии с установленным графиком производить систематическую проверку состояния всех деталей печи, подверженных износу. Ежедневно перед началом работы необходимо:
1. Очистить механизмы от грязи и пыли.
2. Проверить крепление деталей и узлов, ослабленный крепеж подтянуть.
3. Проверить на отсутствие течи в местах соединения резиновых рукавов к ниппелям.
4. Индуктор, печь и контактные соединения должны содержаться в чистоте, для чего их необходимо периодически каждые 3-4 плавки обдувать сжатым воздухом.
5. Жесткость воды, используемой для охлаждения индуктора, не должна превышать 3,5/мгэкв/л.
6. Температура воды на выходе из индуктора должна поддерживаться в пределах 40-600 С
7. Вне зависимости от технического состояния печи, не реже одного раза в месяц она должна останавливаться для профилактического осмотра и ремонта.
Материалы и инструмент для обмазки индуктора и футеровки тигля:
1. Для обмазки индуктора должна применяться смесь молотого шамота 80% с глиноземистым цементом 20%.
2. Для футеровки тигля должна применяться:
Смесь пылевидного кварца КП 1 ГОСТ 9077-82, кварцевого песка 2К02 или ОБ2К02-А-Б ГОСТ 2138-84 - 98% с борной кислотой ГОСТ 9656-75.
Асбест листовой ГОСТ 2850-80
Разрезные стальные кольца 097.3.81.0161
Трамбовка ручная металлическая 097.3.81.0165
Шаблон для набивки тигля ОНИ.043 000
Центрирующие рейки деревянные длиной 700 мм, шириной равной толщине стенки тигля минус 5 мм и толщиной 40-60 мм
Кронциркуль для замера износа футеровки
Рецептура набивной футеровочной смеси приведена в таблице:
Таблица 2.2
| Наименование компонента | Содержание в% |
| Кварцевый песок 2К02 или ОБ02-А-Б, прокаленный при температуре 800-900°С | 70 |
| Пылевидный кварц КП-1 | 25 |
| Борная кислота | 5 |
Обмазка индуктора
1. Шамотный порошок просеять через сито с ячейкой 2 мм. Глиноземистый цемент просушить и просеять через сито с ячейкой 0,5 мм.
2. Шамотный порошок и глиноземистый цемент тщательно перемешать и замочить до тестообразного состояния.
3. Готовую массу нанести на внутреннюю поверхность индуктора с таким расчетом, чтобы масса выходила за среднюю линию трубок на внешнюю поверхность индуктора.
4. Нанесенному слою толщиной 2-2,5 мм дать возможность окрепнуть и нанести второй слой с таким расчетом, чтобы общая толщина обмазки в самом тонком месте была 4-6 мм
Футеровка тигля
1. Перед началом футеровки (набивки) тигля необходимо проверить:
Пригодность шаблона по всем геометрическим размерам
Осмотреть обмазку индуктора и в случае обнаружения оголенных мест произвести подмазку
Осмотреть и опробовать механизм наклона печи, проверить крепления индуктора в условиях действия механизма наклона
Проверить систему водоохлаждения опробыванием под давлением, течь устранить. Реле давления отрегулировать на размыкание при снижении давления ниже 2-х атмосфер.
2. Выложить листовым асбестом подину и внутреннюю поверхность индуктора в два-три слоя с суммарной толщиной асбеста до 6 мм.
3. Для удобства набивки листы асбеста прижать к индуктору специальными упругими разрезными кольцами, приготовленными из круглой или полосовой стали. При приближении уровня набивки кольца извлечь.
4. На подину насыпать слой кварцевого песка в количестве 30-40% от массы необходимой для набивки всей подины тигля. Влажность кварца не должна превышать 0,3%.
5. Затем насыпать следующий слой футеровочной смеси, разровнять и уплотнить ручной трамбовкой.
6. Поверхность уплотненного слоя разрыхлить и произвести насыпку и уплотнение следующих слоев до нижнего витка индуктора.
7. На изготовленное дно тигля с помощью центрирующих реек установить шаблон и зафиксировать его, загружая шихтой.
8. Удалить центрирующие рейки, засыпать кварцитную массу на высоту 50-70 мм и уплотнить ручной трамбовкой.
9. Набивку всего тигля производить ударами трамбовки средней силы, не переуплотняя, так как слишком плотная набивка препятствует нормальному спеканию футеровки и возможно появление трещин.
10. По окончании набивки стенок уплотнить сливной носок и обмазать верх тигля составом:
кварцевый песок - 70%
огнеупорная глина - 30%
сверх 100%:
вода - 2-3%
Сушка и спекание тигля
1. Перед включением печи для тепловой сушки в шаблон загрузить шихту на 3/4 его объема и загрузить один большой кусок металла из шихты.
Не загруженную металлашихтой печь включать не разрешается!
Процесс сушки и спекания тигля производить по следующей таблице:
Таблица 2.3
| Величина мощности электропечи в% от ее максимума | Продолжительность выдержки в часах |
| 20 | 4 |
| 30 | 4 |
| 50 | 4 |
3. Далее электропечь переключают на полную мощность до полного наплавления металла.
4. После наплавления полного тигля металл нагреть до температуры 1500 и выдержать при этой температуре в течение 40-60 минут. Затем металл слить, оставляя болото (15-20% емкости тигля), осторожно загрузить новую порцию шихты и провести нормальную плавку металла. Удары крупной шихты по стенкам и днищу тигля в процессе загрузки не допускаются. При дальнейшей эксплуатации электропечи также желательно оставлять болото, равное 10% от емкости тигля.
5. Для повышения срока службы футеровки тигля рекомендуется не допускать ее полного остывания (трехсменный график эксплуатации)
6. При загрузке шихты в тигель желательно вначале загружать мелкую шихту, а потом чушки или тяжелые болванки. Особую осторожность необходимо соблюдать при загрузке холодного тигля.
7. После проведения каждой плавки должен производиться осмотр состояния тигля,
8. В случае обнаружения дефектов в подине тигля, подина должна быть подварена. Дефектное место очистить от шлака и металла, засыпать необходимый слой футеровочной массы, тщательно утрамбовать.
9. На поверхность утрамбованного слоя уложить металлический лист или деталь, имеющую ровную поверхность с перекрытием всего свежезасыпанного слоя.
10. На уложенную деталь загрузить шихту и производить плавку в обычном порядке.
11. Износ стенок тигля не должен превышать 25% его первоначальной толщины. При указанной величине износа, тигель должен быть заменен на новый.
Плавка стали
Исходные материалы:
Стальной лом в кусках, максимально заполняющий объем печи.
Ферросилиций 75% ГОСТ 1415-78 или 20% ГОСТ 1415-78.
Алюминий - обрезка листа - отход производства.
Флюс - бой стекла и кварцевый песок.
1. Все шихтовые материалы должны быть сухими, без посторонних примесей; стальной лом рассортированный по группам марок стали.
2. Поверх флюса загрузить куски металлической шихты. При укладке шихты в тигель следует добиваться возможно плотной укладки кусков, что способствует более быстрому их расплавлению.
3. Не поместившуюся в тигель завалку загружать в процессе плавки, по мере расплавления предыдущих частей завалки.
4. Дозагрузка тигля должна производиться с таким расчетом, чтобы
добавляемые куски металла ложились на твердые, еще не расплавившиеся куски завалки.
5. Вся шихта, идущая для дозагрузки перед их завалкой, должна быть просушена.
6. В процессе всего периода плавки тигель должен быть прикрыт асбестовой крышкой.
7. Во время процесса плавки следить за осадкой шихты, не допуская ее заклинивания или образования "мостов" в верхней части тигля. Во избежание этого следует систематически осаживать шихту подогретым ломиком, насаженным на деревянную ручку.
8. На протяжении всего процесса плавки зеркало металла должно быть полностью покрыто шлаком, что уменьшает окисление металла и потери тепла и, чем ускоряет процесс плавки.
9. Температуру расплавленной стали довести до 1600-1680°С (в зависимости от требуемой марки стали, номенклатурных характеристик отливок и температуры заливаемых форм) и произвести раскисление расплава.
10. Для раскисления стали необходимо ввести на зеркало расплава 0,2-0,3% по массе жидкого металла смесь ферросплавов, состоящую из:
0,3-0,4 кг ФС75 (или 0,85-0,95 кг ФС20)
0,3-0,4 кг ФМн70 (или 0,55-0,65 кг ФМн45, или 1,0 кг зеркального чугуна)
11. Перед введением в жидкий металл раскислитель должен быть измельчен на куски размером не более 20-30 мм в поперечном сечении и подогрет до температуры 200-300°С.
12. Для присадки ферросплавов раздвинуть шлак с зеркала металла, раскислитель ввести на чистое зеркало расплава. Печь отключить и ванну тщательно перемешать железным ломиком, насаженным на деревянную ручку.
13. После ввода раскислителя включить печь, металл выдержать в течение 5-10 минут, печь отключить. Шлак сгустить флюсом - кварцевым песком (или битым стеклом) и тщательно его счистить с зеркала металла, стенок тигля и разливочного желоба.
14. Произвести вторичное раскисление стали алюминием. Алюминий в количестве 0,2-0,3% по массе жидкого металла (0,3-0,4 кг) подогреть до температуры 200-3 00°С и присадить на зеркало расплава.
15. Ванну тщательно перемешать железным ломиком, насаженным на деревянную ручку, счистить образовавшийся шлак и приступить к разливке стального расплава.
16. В процессе плавки, разливки и заливки форм температура стального расплава должна контролироваться с помощью общепромышленного пирометра "Проминь" ТУ 25-02.442-75
17. Температура заливки форм устанавливается экспериментально в соответствии с номенклатурой отливок и должна находиться в пределах 1580-1680°С. Оптимальная температура расплава подбирается таким образом, чтобы достичь хорошего заполнения формы при минимальном перегреве металла.
Расчет шихты
1. Расчет шихты и легирующих присадок следует производить с учетом угара химических элементов.
2. Угар углерода в расплаве компенсируется введением расчетного количества литейного чугуна или серого чугуна.
3. Допускается науглероживание стального расплава путем введения электродного боя, но его усвоение будет от 30 до 50%
Таблица 2.4
| Угар химических элементов из стальной завалки | |
| Химический элемент | угар в% по отношению к исходному содержанию химического элемента |
| железо | 2,0-2,5 |
| кремний | 0 |
| хром | 5,0-6,0 |
| молибден | 0 |
| ванадий | 13,0-15,0 |
| вольфрам | 2 |
Таблица 2.5
| Угар химических элементов из ферросплавов | |||
| Химический элемент | Содержание химического элемента в ферросплаве, % | угар в % по отношению к исходному содержанию химического элемента | Способ ввода ферросплава |
| кремний | 47,0-75,0 | 0 | в твердую завалку, в расплав |
| марганец | 60,0-80,0 | до 10,0 | в твердую завалку |
| хром | свыше 3,0 | до 3,0 | в расплав после раскисления |
| вольфрам | 4,0-13,0 | до 2,0 | в твердую завалку |
| ванадий | ДО 1,0 | до 8,0 | в расплав после раскисления |
| свыше 1,0 | до 5,0 | ||
| молибден | до 1,0 | 0 | в расплав после раскисления |
| свыше 1,0 | до 3,0 | ||
Металлобаланс
Таблица 2.6. Металлобаланс стального литья
| Выход годного литья | 42,0-47,0% |
| Угар и безвозвратные потери | 2,5% |
| Возврат (литники, брак) | 45,5-50,5% |
Рекомендуемый состав шихты (в % по массе) для выплавки стали марки 20Л, ГОСТ 977-88;
Таблица 2.7
| Стальной лом | 50,0-49,3% |
| Возврат производства | 45,5-50,5% |
| Ферромарганец | 0,1-0,2% |
Окончание плавки.
1. приступить к разливке. Выпуск расплава производить в разливочный ковш, подвешенный на крюк мостового крана, путем поворота индуктора печи;
2. слив расплава производить плавно и аккуратно, наполняя ковш на 7/8 его высоты, сообразуя действие по управлению поворотом печи с движением подвешенного разливочного ковша;
3. после окончания плавки полностью слить металл из тигля, оставив на время в повернутом состоянии. Систему охлаждения и контроля процессорной системы плавильной печи не выключать до полного остывания печи;
4. после окончания смены произвести уборку территории рабочей зоны, уложить инструмент.
Вся полученная информация с принтеров: рецептура шихты на каждую плавку, химический и механический анализ, ведение процесса плавки, подшивается в плавильный журнал для контроля и учета.
Техника безопасности:
1. работающие на плавильных индукционных печах строго обязаны руководствоваться правилами техники безопасности труда;
2. не допускается нахождение посторонних лиц в рабочей зоне индукционной печи, а также производить какие-либо работы без указания ответственных лиц за данное оборудование;
3. все профилактические и регламентные ремонты должны производиться техническими службами завода согласно записям мастера плавильного участка.
2.6.5 Внепечная обработка расплава исходного металла
Заливку форм производят по инструкции 24.6 12.25210.70 040
Заливщик производит наводку стопорного устройства ковша под воронкой формы. Открывает стопор и заливает металл в воронку формы до появления металла в воронке. Через 30 сек производят подкачку металла в воронку для полного заполнения формы.
Продолжительность охлаждения отливки составит 2 часа.
Выбивка форм производится по инструкции 24.6 12.25210.30 003
Для выбивки отливки выбирается выбивальная эксцентриковая решетка. Опока с отливкой ставится на выбивальную решетку. Проводят выбивку
формовочной смеси из опоки. Удаляют опоку с выбивной решетки. Отливки с выбивной решетки укладывают в коробку.
2.6.6 Выбивка формы
Выбивка форм осуществляется на современной, встроенной в АФЛ, установке DT 14 фирмы БМД.
2.6.7 Дробеструйная очистка
Очистку отливок производят в дробеструйной камере по инструкции 24.6 12.25210.30 001
Отливки устанавливают на решетку дробеструйной камеры. При помощи дроби, вылетающей под большим напором воздуха из соплового аппарата, отливка очищается от формовочной смеси, пригара, окалины.
Общие положения и указания:
1. дробеструйная очистная установка DT 14 предназначена для очистки наружных и внутренних поверхностей мелких и средних отливок (до 50 кг) металлической дробью от пригоревшей формовочной смеси и остатков стержней;
2. для проведения оптимального процесса очистки отливок необходимо постоянно поддерживать количество дроби в бункере дробеструйной камеры в количестве не менее 2600 кг;
3. по мере накопления отходов после сепарации производить их удаление.
Применяемое оборудование, оснастка и инструмент:
1. установка DT 14 с технической характеристикой:
2. дробь марки WS 0,5-1,03. ведро для сбора просыпавшейся дроби и отходов с рабочего места;
4. цеховая тара для отливок и отходов.
2.6.8 Обрубка и зачистка отливок
Обрубка отливок производится по инструкции 24.6 12.25210.30 007
На отливке удаляют отрезкой прибыли и литники. Удаляют дефекты (засоры, раковины, заливы, пригар) путем обрубки рубильным аппаратом. Зачищают поверхности шлифовальной машинкой, после заварки дефектов. предъявляют отливки службе технического контроля для приемки отливок для дальнейшего производства, т.е. для отправки их на мех. обработку.
Технологический процесс зачистки отливок. Общие положения и указания:
1. манипулятор типа "Андромат AM 1G00-S-T1" предназначен для:
отделение питателей и литниковых систем абразивными кругами;
удаление заливов;
зачистка остатков литников и питателей шлифованием;
улучшение (выравнивание) поверхности отливки абразивным кругом;
устранение поверхностных включений абразивным кругом;
2. отливки поступающие на зачистку должны предварительно пройти очистку;
3. по мере накопления отходов после зачистки производить их удаление.
Применяемое оборудование и инструмент:
1. манипулятор типа "Андромат AM 1000-S-T4":
производительность зачистки отливок массой до 30 кг - 100 шт. /ч;
время переналадки - 5-8 мин;
габаритные размеры отливки не более - 265x95x210 мм, который включает в себя:
1. герметичный корпус, снабженный системой пылеулавливания, дверцей (для загрузки и выгрузки отливок). На дне корпуса установлен контейнер для сбора отходов. На наружных стенках корпуса смонтированы: индивидуальная гидросистема, электрошкаф и пульт управления;
2. выдвижную каретку, на которой смонтирован рабочий стол (поворотный) и зажимное приспособление;
3. манипулятор (силовая бабка с вращающимся абразивным кругом или другим инструментом), который управляется оператором и обрабатывает плоскости отливки;
4. кантователь отливки (перехватывает отливку из зажимного устройства, переворачивает ее на 180° и снова опускает в зажимное устройство);
5. кисть для удаления с отливки оставшихся металлических опилок и стружки;
6. цеховую тару для отливок и отходов.
Технологический процесс очистки отливок
1. подготовленную отливку установить в зону действия выдвижной каретки, на которой смонтирован рабочий поворотный стол;
2. с помощью зажимного приспособления произвести крепление отливки на поворотном столе;
3. ввести выдвижной каретку с отливкой в рабочую зону манипулятора. При достижении кареткой конечного положения, двери манипулятора автоматически закрываются, включается вытяжная вентиляция, гидропривод силовой бабки с вращающимся абразивным кругом или другим инструментом;
4. произвести четырехстороннюю зачистку отливки;
5. с помощью кантователя перевернуть отливку на 180° и опустить в зажимное устройство);
6. операции 4 и 5 производить до полной зачистки отливки;
7. вывести выдвижную каретку с отливкой из рабочей зоны манипулятора. При достижении кареткой конечного положения, двери манипулятора автоматически открываются, выключается вытяжная вентиляция, гидропривод силовой бабки с вращающимся абразивным кругом или другим инструментом;
Похожие работы
... выявление характера производства. Для этого всё литьё разбиваем на группы по массе. 2.1 Состав программы Объем производственной программы приведен в таблице 2.1(Типовая программа цеха стального литья автозавода). Таблица 2.1-Обьем производственной программы. № Отливка Количество отливок на изделие. Масса отливки Количество отливок в форме Масса стержня Марка металла 1 Ролик 1 ...
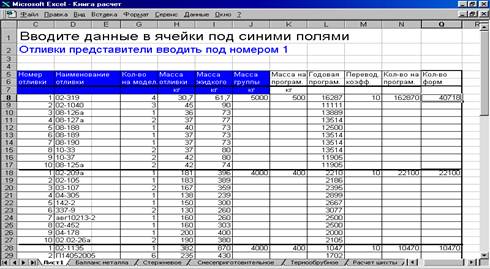
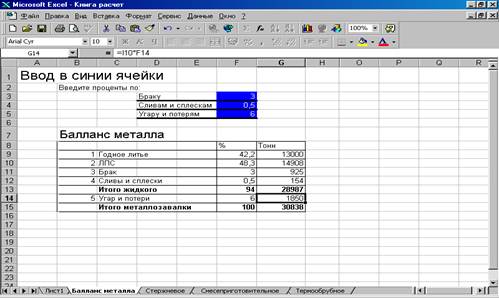
... '' на ''переводной коэффициент''; - количество форм Рассчитывается делением граф ''годовая программа '' на '' количество моделей на плите ''. Пример расчета приведен на рисунке 1. Рис.1 Окно расчета программы цеха Баланс металла Расчет баланса металла происходит в следующей последовательности: Вводятся данные в графы: - процент по браку; - процент по сливу и сплескам ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
... 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17]. 11.3.2 Мероприятий по защите окружающей среды Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые ...
0 комментариев