Навигация
Снять отливку с поворотного стола;
126260
знаков
28
таблиц
3
изображения
8. снять отливку с поворотного стола;
9. произвести укладку отливки в цеховую тару
После проведения операций зачистки, короба с готовыми отливками с помощью мостового крана транспортируются для предъявления БТК.
2.6.9 Контроль качества приемки отливок
Обеспечение высокого качества отливок требует строгой системы контроля как исходных материалов (входной контроль), так и соблюдения технологических операций по всему циклу изготовления отливки. Для ответственных отливок производятся различные испытания на прочность, износостойкость, жаростойкость, герметичность и т.п. введением выборочной проверки от партии по установленному графику методами разрушающего контроля.
Методами неразрушающего контроля можно выявить:
Поверхностные дефекты:
Магнитный метод - присыпается порошком и помещается в магнитное поле.
Капиллярный метод - наносится специальная люминесцирующая жидкость и помещается в ультрафиолетовый свет.
Внутренние дефекты:
Проникающая радиация - "просвечивание" отливки рентгеновскими излучением или гамма-лучами с помощью рентгеновского аппарата или гамма-дефектоскопа.
Акустические методы - применение ультразвуковых колебаний и замер времени прохождения от одной до другой поверхности отливки.
Виды дефектов стальных отливок
1. Раковины газовые: открытые (наружные) или закрытые (внутренние) полости в отливке с чистой и гладкой поверхностью, иногда покрытые окислами, одиночные, гнездовые или в виде сыпи происходят от повышенной насыщенности металла газами и в процессе заливки формы от диссоциации влаги формы. Необходимо удалять влагу сушкой форм.
2. Раковины песчанные - открытые или закрытые полости в теле отливки, заполненные полностью или частично формовочными материалами. Причина образования этого вида порока является разминание стенок формы или стержня струей жидкой стали, а также обвалы форм и стержней при сотрясении, ударах и транспортировке.
3. Раковины шлаковые - открытые или закрытые полости в геле отливки, заполненные шлаком. Шлаковые раковины в отливках образуются в результате попадания в полость литейной формы шлака вместе с металлом в процессе заливки формы (последние порции металла).
4. Раковины усадочные, рыхлота и пористость - открытые в виде утяжки па поверхности отливки или закрытые полости в теле отливки, располагаются они обычно в утолщённых местах перехода от толстого сечения отливки к тонкому. Усадочные раковины результат усадки стали при переходе из жидкого состояния в твёрдое (предотвратить усадку надо дополнительным питанием жидким металлом, увеличением прибылей, обеспечением направленного затвердевания отливки, установки холодильников).
5. Трещины горячие - разрывы в теле отливки со стенками, покрытыми слоем окислов. Устранить резкие переходы и острые углы, придание плавных переходов от топких сечений к массивным, установка холодильников.
6. Трещины холодные - сквозные или несквозные разрывы в теле отливки с зернистым изломом и чистой поверхностью. Причинами образования холодных трещин являются внутренние напряжения в отливках, возникающие в области упругих деформаций и превосходящие предел прочности стали. Снять внутренние напряжения.
7. Трещины термические - образованы во время автогенной резки, электросварки или термической обработки. Необходимо избегать резкого перепада температур.
8. Пригар - слой формовочных материалов, оплавленный или пропитанный сталью, не поддающийся очистке обычными способами или приварившийся к поверхности отливки. Причинами пригара являются: несоответствие зернового состава формовочных песков; недостаточная плотность поверхностного слоя из-за слабой набивки формы и стержня, пересушка форм; излишне высокая температура заливки.
Но механизму образования пригар обычно разделяется на механический и химический. Механический пригар образуется путем проникновения жидкого металла между зернами формовочной или стержневой смеси с образованием металлической сечки в между зерновом пространстве, соединяющем слой формовочных материалов с поверхностно отливки.
Химический пригар образуется в результате химического взаимодействия материалов формы, состава смеси с окислами металла.
9. Спай немонолитное слияние потоков металла, имеющее вид шва с заваленными краями, уходящего в глубь тела отливом. Спай представляет собой залитую металлом поверхностную плёнку окислов, уходящую вглубь тела отливки и постепенно выклинивающуюся или же сквозную. Основной причиной возникновения спая является недостаточная температура потоков жидкой стали, покрытых плёнкой окислов в месте их слияния в теле отливки: заливка формы тонкой струёй, перерыв струи, меленная заливка.
10. Ужимины неглубокие канавки или впадины па теле отливки, прикрытые плёнкой металла, под которой имеется слой формовочной смеси. Под ужиминой обычно наблюдается нормальное металлическое тело отливки. Причины: наличие слоистости и трещины па поверхности формы: чрезмерная влажность или недостаточная сушка форм, местные уплотнения, приводящие к вспучиванию слоя формовочной смеси. Меры предупреждения: равномерная набивка форм, обеспечение газопроницаемости форм.
11. Плены это слой окислов металла, покрывающий часть поверхности отливок. Иногда плены проникают в тело отливки, нарушая её сплошность. Они появляются из-за окисления металла при заливке его в форму. Особенно часто это наблюдается при заливке жаропрочных металлов. Устранить плены можно увеличением скорости заливки металла в форму. Струя металла при заливке должна быть короткой.
12. Недолив случай неполного выполнения геометрии и размеров отливки при наличии отверстии в ней. Причины: недостаток металла в ковше, уход металла из формы, низкая скорость заливки и недостаточная температура заливаемого металла.
13. Перекос сдвиг одной части отливки относительно другой, а также сдвиг полостей и отверстии относительно наружного контура отливки. Причины: неправильная подгонка или износ соединительных шпилек или втулок; неправильная сборка форм (без штырей), монтаж модельного комплекта. Меры предупреждения: контроль за штырями, втулками, применение шаблонов для форм и стержней.
14. Заливы различные по величине и форме ребра, выступы и приливы на теле отливки, не предусмотренные чертежом, как в местах разъёма формы и вдоль стержневых знаков, так и в любом месте отливки. Возникают из-за изношенности модельной оснастки, зазоров между знаковыми частями модели и стержневых ящиков, коробления опок, заливки форм перегретым металлом. Необходимо устранение этих недостатком и постоянный контроль за температурой металла и креплениями.
15. Коробление и несоответствие конфигурации отливки чертежу вследствие ее изгиба и целом или частично. Неправомерная усадка толстых и тонких частей отливки, быстрое охлаждение после термообработки и др.
16. Несоответствие металла отливки по химическому составу несоответствие химического состава отливок требованиям стандарта или технических условий. Причины дефекта: неправильная шихтовка, нарушение технологического процесса плавки.
3. Организационно-технический раздел
Для выбора плавильного оборудования литейного производства необходимо обладать знаниями, широким кругозором, практическим опытом и навыками, знать программу производства (номенклатуру и объемы выпуска металлов, сплавов, отливок или изделий) по конкретной обоснованно выбранной технологии их получения. Качество подготовки, переработки и загрузки исходных материалов определяет решающую роль в выборе пла- вильного оборудования.
В подавляющем большинстве случаев при плавке металлов и сплавов стоимость шихты составляет до 85% от их себестоимости и оказывает на нее решающее воздействие.
Плавильное оборудование, позволяющее вести плавку с малыми безвозвратными потерями металла, обеспечивает наименьшую стоимость жидкого металла и максимальный выход годной продукции. Это главный принцип выбора плавильного оборудования.
Вторым принципом выбора плавильного оборудования является обеспечение требуемого качества жидкого металла или сплава, а точнее, качества отливок по выбранной технологии плавки.
Технологический регламент плавки является главным в определении требуемого плавильного оборудования и в предъявлении к нему вполне конкретных технических требований с учетом конкретных местных условий литейного производства для получения качественного металла и качественных отливок. Третьим принципом выбора плавильного оборудования является выбор производительности и количества плавильного оборудования для обеспечения заданной программы производства металла и отливок с заданным качеством, для обеспечения непрерывности и гибкости технологических процессов литейного производства.
Четвертым принципом выбора плавильного оборудования является выбор наиболее компактного оборудования, занимающего минимальную производственную площадь.
Пятым принципом выбора плавильного оборудования является определение затрат на обслуживание и эксплуатацию плавильного оборудования
Шестым принципом выбора плавильного оборудования является выбор стоимости плавильного оборудования с учетом обязательного выполнения предыдущих пяти принципов выбора оборудования.
При этом нельзя забывать главного условия выполнения всех шести принципов выбора плавильного оборудования: обеспечение максимальной безопасности ведения технологических процессов и экологической чистоты литейного производства при наиболее комфортных условиях работы на плавильном оборудовании.
Плавильное оборудование литейного производства относится к сложному и особо сложному технологическому оборудованию, так как управление технологическими процессами, осуществляемыми в нем, связано с получением и обработкой оперативной информации по большому количеству параметров и технологических показателей режимов плавки.
Современный уровень развития металлургии пока не позволяет получать совершенно чистые металлы, без примесей. Поэтому даже сверхчистые металлы в ряде случаев следует рассматривать как сплавы.
Технология плавления сплавов - это сложная химическая технология, в основе которой лежат физико-химические превращения веществ, реализуемые при высокой температуре в плавильной ванне, служащей термохимическим реактором.
Температура плавки самоустанавливается по результатам обеспечения технологическим регламентом плавки сложного равновесия (баланса) между энергопотребляющими и энерговыделяющими процессами химической электротермии и поэтому должна непрерывно контролироваться для эффективного управления процессами плавки и мощностью плавильного оборудования.
В настоящее время непрерывный и бесконтактный контроль температуры и управление температурой и мощностью плавильной ванны возможны только в индукционной плавильной ванне.
При плавлении ферросплавов, как правило, используется комбинированный (или смешанный) нагрев исходных материалов (шихты) с использованием прямого контактного дугового электрического разряда и внутреннего сопротивления шихты (сопротивления самой ванны).
В настоящее время основными видами плавильного оборудования в современных литейных производствах являются индукционные плавильные установки для черных и цветных металлов и сплавов промышленной и повышенной (средней) частоты тока, дуговые плавильные установки для черных сплавов переменного и постоянного тока и плавильные установки комбинированного (смешанного) нагрева (дугового нагрева и нагрева сопротивлением).
Эффективность выбранного плавильного оборудования зависит от суммы затрат на производство единицы жидкого металла или сплава с учетом капитальных затрат на подготовку основных и вспомогательных производственных помещений (их фундамента, стен, перекрытий, площадок обслуживания и переходов, всех необходимых коммуникаций, а также подъездных путей и трасс работы грузоподъемного и транспортного оборудования) с учетом энергетических затрат на энергоносители, материальных затрат на шихтовые и вспомогательные материалы (смазочные материалы, гидравлические жидкости, газы и т.п.), стоимости труда рабочего и обслуживающего персонала и прочих производственных расходов, включая расходы по обеспечению промышленной безопасности производства и экологической чистоты литейного производства.
Выбор плавильного оборудования для литейных производств - это большая и сложная работа, которая может быть выполнена с привлечением к ней ученых, инженеров-проектировщиков, инженеров-конструкторов, инженеров-технологов и других высококвалифицированных специалистов литейного производства.
Индукционные плавильные печи.
Плавка черных металлов в индукционных печах имеет ряд преимуществ перед плавкой в дуговых печах, поскольку исключается такой источник загрязнения, как электроды. В индукционных печах тепло выделяется внутри металла, а расплав интенсивно перемешивается за счет возникающих в нем электродинамических усилий. Поэтому во всей массе расплава поддерживается требуемая температура при наименьшем угаре по сравнению со всеми другими типами электрических плавильных печей. Индукционные плавильные печи легче выполнить в вакуумном варианте, чем дуговые.
Однако важнейшее достоинство индукционных печей, обусловленное генерацией тепла внутри расплавленного металла, становится недостатком при использовании их для рафинирующей плавки. Шлаки, имеющие очень малую электропроводность, нагреваются в индукционных печах от металла и получаются со сравнительно низкой температурой, что затрудняет проведение процессов рафинирования металла. Это обусловливает использование индукционных плавильных печей преимущественно в литейных цехах. Кроме того, высокая стоимость высокочастотных питающих преобразователей сдерживает применение высокочастотных плавильных печей.
Конструкция и схема питания индукционной печи существенно зависят от наличия или отсутствия железного сердечника. Поэтому индукционные печи рассматриваются далее в соответствии с этим признаком.
В индукционной плавильной печи главной частью является индуктор, выполняемый обычно из медной трубки и охлаждаемый протекающей по ней водой. Витки индуктора располагают в один ряд. Медная трубка может быть круглого, овального или прямоугольного сечения. Зазор между витками составляет 2-4 мм. Число витков индуктора зависит от напряжения, частоты тока и емкости печи. Витки закрепляют на изоляционных стойках, с помощью которых индуктор устанавливают в каркасе печи. Каркас печи должен обеспечивать достаточную жесткость конструкции; чтобы не нагревались вались его металлические части, они не должны образовывать электрически замкнутого контура вокруг индуктора.
Для выпуска металла из печи предусматривается возможность наклона печи, что осуществляется с помощью тельфера на малых печах или при помощи гидравлических цилиндров на крупных.
На средних и крупных индукционных плавильных печах тигель закрывается крышкой (сводом), выполняемой обычно набивной из того же огнеупорного материала, что и тигель. Для подъема и отвода крышки в сторону применяют простые рычажные механизмы или гидравлические цилиндры.
ВНИИЭТО разработаны индукционные печи серии ИСТ для плавки стали, работающие на токе повышенной частоты. Емкость печей, работающих на токе частотой 2400 Гц (обеспечиваемой машинными генераторами), составляет 60, 160, 250 и 400 кг при потребляемой мощности соответственно 50, 100, 250 и 237 кВт. Печь емкостью 1 т, питаемая током частотой 1000 Гц, потребляет мощность 470 кВт. Крупные печи емкостью 2,5; 6 и 10 т потребляют мощность соответственно 1500, 1977 и 2730 кВт и питаются током частотой 500 Гц либо от машинных генераторов, либо от полупроводниковых (тиристорных) преобразователей. Продолжительность плавки в печах серии ИСТ., колеблется от 50 мин (печь емкостью 60 кг) до 2 ч (печь емкостью 10 т).
Таким образом, диапазон производительностей всей этой серии печей весьма широк: от 70 кг/ч до 5 т/ч. Удельный расход электроэнергии на расплавление твердой завалки составляет в среднем 3600 кДж/кг (1,00 кВт-ч/кг) для малых печей и снижается до 2300 кДж/кг (0,64 кВт-ч/кг) для крупных печей.
Для плавки стали специально разработаны крупные индукционные печи без сердечника серии ИЧТ, работающие на токе промышленной частоты (50 Гц). Печь ИЧТ-2,5 имеет емкость 2,5 т при потребляемой мощности 718 кВт и производительности 11 т/ч; печь ИЧТ-6 имеет емкость 6 т при потребляемой мощности 1238 кВт и производительности 2,7 т/ч. Удельный расход электроэнергии составляет в обеих печах 2160 кДж/кг (0,6 кВт-ч/кг).
В схемы питания всех этих печей включены конденсаторные батареи с целью повышения cos φ. Отсутствие дорогостоящих преобразователей значительно снижает стоимость печей, работающих на токе промышленной частоты.
Потери тепла за плавку составляют на индукционных печах такого типа примерно 20-25%, а потери в токопроводах, конденсаторных батареях и преобразователях частоты достигают 30%. Поэтому общий к. п. д. индукционных плавильных установок (особенно печей небольшой емкости), работающих на токе высокой частоты, невысок и составляет примерно 0,4, возрастая с увеличением емкости печей до 0,6. Показатели работы крупных индукционных печей, работающих на токе промышленной частоты, выше и их общий к. п. д. достигает 0,8.
Улучшение показателей работы индукционных плавильных установок достигается правильной подготовкой шихты и ее рациональной загрузкой, снижением потерь тепла из печи и уменьшением времени простоев на ремонт футеровки, а также максимально возможным использованием мощности преобразователя частоты. Для этой цели обычно используют один общий преобразователь для питания двух печей.
3.1 Расчет производственной мощности плавильного отделения
3.1.1 Расчет количества печей, ШТ
Таблица баланса металла.
Таблица 3.1
| Статьи баланса | % от металлозавалки | Масса, т |
| Годное литье Жидкий металл: 2. Возвратные отходы 2.1 Литники и прибыли 2.2 Брак 2.3 Сливы, сплески 3. Стальной лом ГОСТ 2787-75 Группы А Угар и безвозвратные потери Металлозавалка | 52,4 95 | 12500 22662.2 |
| 42,6 | 10162.2 | |
| 38,5 | 9184.1 | |
| 3,1 | 739.5 | |
| 1,0 95 | 229 22662.2 | |
| 5 | 1192.7 | |
| 100 | 23854.9 |
Необходимое количество плавильных агрегатов определяется по формуле:
Nрасч =Кн Вг /Фд qрасч
Nрасч - расчетное количество плавильных печей,
Вг - годовое количество жидкого металла по участку тон
Кн -коэффициент неравномерности потребления жидкого металла, равный 1-1,2 для крупносерийного и массового производства
Фд - действительный фонд времени работы оборудования, ч/год
qрасч - производительность плавильного оборудования, т/ч
Фд выбираем исходя из типа оборудования (индукционная печь) и количества смен работы (2 смены) - Фд = 3890 ч/год. Выбор количества смен зависит от характера производства, а последний в свою очередь определяется серийностью производства. Характер производства-паралельный производство крупносерийное. Устанавливается 2-х сменный режим работы.
роизводительность плавильного агрегата 2,5 т/ч.
Nрасч=1,1*22662.2/3890*2,5=24928.4/9725=2,56
Принятое количество плавильных агрегатов Nпр получаем путем увеличения
Nрасч до значения целого числа. Для проекта берем 3 печи.
Правильность выбора количества плавильных печей определяется путем расчета коэффициента загрузки.
Кз =Nрасч /Nпр
Кз=2,56/3=0,85
Где Кз -коэффициент загрузки плавильного оборудования,Nрасч-расчетное количество оборудования,Nпр-принятое количество оборудования.
Нормальная работа плавильного отделения обеспечивается при
Кз=0,7-0,85
Для расчетов использовал лит.1таб.9; 12 и лит.2
ЭЛЕКТРОПЕЧЬ ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИПА ИСТ-2,5/1,6М4 НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электропечь индукционная плавильная тигельная типа ИСТ-2,5/1,6М4 ёмкостью 2,5т. предназначена для индукционной плавки и перегрева черных, цветных и драгоценных металлов токами средней частоты.
Электропечь ИСТ-2,5/1,6М4 может быть использована в литейных производствах промышленных предприятии всех отраслей народного хозяйства и для поставок на экспорт, в страны с умеренным и тропическим климатом.
Наиболее рациональный режим работы - трехсменный.
Электропечь изготавливается в климатическом исполнении УХЛ4 по ГОСТ 15150-69 и предназначена для работы в следующих условиях:
закрытое помещение;
высота над уровнем моря - не более 1000 м;
температура окружающей среды - от + 5 до + 40 С;
относительная влажность окружающей среды при температуре +20°С - до 90% и при +40°С - до 50%;
окружающая среда - невзрывоопасная, не содержащая агрессивных газов и примесей, разрушающих изоляцию и металлы;
температура охлаждающей воды от + 5 С до + 25 С;
отсутствие в охлаждаемой воде примесей, образующих осадок;
температура охлаждающей воды не должна быть ниже температуры окружающего воздуха в помещении более, чем на 15 С (во избежание появления росы);
пары и пыль в концентрациях, не превышающих указанных в ГОСТ 2.1 005-88;
вибрация и удары в месте установки электропечи должны отсутствовать.
По технике безопасности установки индукционные плавильные соответствуют требованиям ГОСТ 12.2 003-74 (RUS) и 12.3 002-75 (RUS).
По пожарной безопасности установки индукционные плавильные соответствуют требованиям ГОСТ 12.1 004-76 (RUS).
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
В период выполнения заказа подготовит и передаст эксплуатационную документацию и инструкции:
Эксплуатационная документация:
эксплуатационные инструкции и описание функций оборудования;
инструкции по набивке и ремонту футеровки печи;
монтажные схемы, перечень оборудования, перечень кабелей.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные параметры и характеристики, необходимые для изучения и правильной эксплуатации изделия и его составных частей приведены (таблице 3.2).
Таблица 3.2
| Наименование показателя | Норма параметра | |
| номинальная | допустимая | |
| Ёмкость номинальная, т: | 2,5 | |
| Мощность питающего преобразователя, кВт, не более: | 1600 | |
| Число фаз: питающей сети контурной цепи | 3 1 | |
| Частота тока, Гц: питающей сети контурной цепи | 50 400 | 49-51 500 |
| Номинальное напряжение, В: питающей сети преобразовательного трансформатора контурной цепи (индуктора) | 6000 или 10000 от 1500 до 2000 | |
| Коэффициент мощности на входе тиристорного преобразователя частоты | 0,92 | |
| Номинальная температура перегрева металла, °С, не более: | 1600 | 1500 |
| Скорость расплавления и перегрева, т/ч | 2,5 | 2,0 |
| Удельный расход электроэнергии на расплавление и перегрев металла, кВт ч/т: | 679 | 764 |
| Удельная мощность, кВа · ч/т | 841 | 991 |
| Напряжение подогрева (расчётное), В | 260 | 250 |
| Расход воды для охлаждения, м3/час: индуктора и токоподвода конденсаторных шкафов тиристорного преобразователя частоты дросселя | 21 16,8 6,0 0,24 | 21,5 17 6,0 0,26 |
В комплект поставки ИСТ-2,5/1,6 М4 входит:
Таблица 3.3
| НАИМЕНОВАНИЕ ИЗДЕЛИЙ | Кол-во, шт. |
| Электропечь ИСТ-2,5 | 1 |
| Шкаф управления (с конденсаторной батареей) | 1 |
| Тиристорный преобразователь ТПЧ-800 | 2 |
| Тигель ИСТ-2,5 | 1 |
| Трансформатор питающий | 2 |
| Станция водоохлаждения | 1 |
| Маслонапорная станция | 1 |
| ЗИП (с кабелями водоохлаждения и токоподводами) | 1 |
| Авторский надзор за проведением монтажных и наладочных работ | + |
Индукционный плавильный комплекс ИСТ-2,5/1,6 М4 является надежным в своем классе устройств.
Надежная работа комплекса гарантируется многоступенчатой системой защиты комплекса от возможных внешних воздействий на уровне отдельных устройств и всего комплекса в целом.
ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ предназначена для плавки, перегрева и выдержки цветных и черных металлов.
Состав печи:
Каркас
Каркас печи представляет собой жесткую сварную раму, из нержавеющей стали. На диагоналях каркаса закрепляются оси, вокруг которых производится поворот печи для слива расплавленного металла. На изоляционных растяжках, в подине, выполненной из жаропрочного бетона, установлен индуктор. Применение жаропрочного бетона, повышает жесткость конструкции, позволяет отказаться от асбоцементных плит и обеспечивает гораздо больший срок службы печи по отношению к известным аналогам.
Индуктор
Индуктор печи выполнен из медной специально профилированной водоохлаждаемой трубки. Катушка индуктора снабжена жесткой сегментной межметковой изоляцией, охлаждающая вода разделена несколько цепей. Предусмотрена система измерения сопротивления тигля.
Энергоподвод
Электроэнергия и вода подводятся к индуктору по гибким водоохлаждаемых кабелям.
Узел контроля водоохлаждения
"Гребенка" представляет собой, сборный коллектор водоохлаждения, снабженный реле протока и контактными термометрами для каждой ветви охлаждения, специальным диагностирующим устройством, связанным с системой управления, индикации и диагностики установки. Узел контроля предназначен, для непрерывного контроля за наличием протока воды и её температуры в каждом контуре охлаждения установки.
Измеритель сопротивления тигля
Измеритель предназначен, для непосредственного измерения сопротивления стенки тигля индукционной печи, по величине которого можно судить о состоянии футеровки, сигнализации о снижении этого сопротивления относительно уровня регулируемой установки, сигнализации о перегрузке внутреннего источника прибора при уменьшении измеряемого сопротивления до значения, соответствующего разрушению футеровки.
Защита печного агрегата
многослойная изоляция индуктора, обеспечивает его высокую электрическую прочность;
система контроля футеровки, измеряет токи утечки через футеровку печи, обеспечивает индикацию нормальной работы печи, опасной зоны работы и аварийной, с выдачей аварийного сигнала и отключением установки;
контроль протока и температуры всех контуров охлаждения печи, включая индуктор печи.
ТИРИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ
Предназначен для преобразования трехфазной сети промышленной частоты (50 Гц) в однофазную сеть средней частоты (0,5 кГц) и служит источником питания индукционной плавильной печи.
Преобразователь с полностью управляемым выпрямителем, для бесступенчатого плавного регулирования мощности, а также с системой стабилизации уровня потребляемой мощности, полным автоматическим управлением инвертора, обеспечивает полное и постоянное потребление мощности при оптимальной системе загрузке шихты.
Питающая трехфазная сеть имеет равномерную нагрузку по 3-м фазам, с cos j не менее 0,96.
Преобразователь состоит из следующих частей:
выпрямитель, с водоохлаждаемыми тиристорами и защитой от перенапряжения;
сглаживающий дроссель для сглаживания выпрямленного тока в выпрямительном промежуточном контуре и для отделения среднечастотного контура от питающей сети;
инвертор, с водоохлаждаемыми быстродействующими тиристорами и токоограничивающими защитными реакторами;
Преобразователь частоты оснащен:
встроенной системой оперативной и предпусковой диагностики, позволяющей контролировать состояние всех силовых приборов преобразователя на функциональную пригодность (пробой тиристоров и диодов, замыкание на "землю", обрыв и т.п.) не только во время работы преобразователя и перед его запуском;
системой автоматического регулирования, ограничивающей в автоматическом режиме выход преобразователя в критические режимы работы (К.З. или Х. Х), а также возможную перегрузку преобразователя;
система автоматического управления, регулирования, диагностики и защиты, обеспечивающая как режим потребления из сети оптимальной мощности, так и режимы стабилизации технологических параметров;
силовая схема преобразователя защищена трехступенчатой защитой, состоящей из быстродействующего автоматического выключателя на входе преобразователя и схемы защиты на основе запираемого выпрямителя и мощным токоограничивающим реактором;
системой теплового контроля теплонагруженных элементов схемы (больше 30 точек);
системой контроля охлаждающей воды, контролирующей проток воды во всех ветвях охлаждающего контура и температуру воды в каждом охлаждающем контуре;
блокировкой дверей преобразователя от несанкционированного доступа;
защитой от перезапуска преобразователя при пропадании питающего напряжения.
КОМПЛЕКТ ШИНОПРОВОДОВ
Состоит из водоохлаждаемых медных труб выполненных из специального медного профиля для соединения гибкого печного токоподвода с конденсаторной батареей, переключающим устройством и преобразователем. Комплект шинопроводов разрабатывается и изготавливается под условия Заказчика в ходе выполнения работ привязке комплекса.
БК И ШИНОПРОВОДЫ:
БК предназначены, для компенсации реактивной мощности печи и создания совместно с индуктивностью печи среднечастотного резонансного контура. Конденсаторная батарея выполнена в одном блочном конструктиве со смонтированным токоподводом и водоохлаждением и готова к подсоединению.
БК состоит:
конденсаторной рамы с установленным в ней набором приборов контроля водяного охлаждения;
печных среднечастотных конденсаторов с гибкими компенсаторами - токоподводами;
система охлаждаемых шинопроводов и контактных присоединений;
сборного коллектора водоохлаждения с датчиками протока и температуры охлаждающей жидкости.
Защита БК
контроль К.З. на землю;
контроль протока и температуры охлаждающей воды.
ГИДРОПРИВОД:
Гидропривод предназначен, для управления наклоном печи. Рабочее давление - 140 бар. Время наклона печи - 70 - 80 с.
Состав гидропривода:
стальной бак для масла сварной конструкции;
насос с электрическим двигателем, с возможностью его переключения на другую печь через вентильные клапаны в аварийном случае;
клапаны, ограничивающие давление;
клапаны с электрическим управлением для наклона печей и привода крышек;
манометр давления масла;
входной и вентиляционный фильтры;
масляный дренажный клапан;
различные трубопроводы и соединения внутри станции;
ручной насос для аварийного слива металла (может быть установлен насос с приводом от сжатого воздуха или электропривод с питания от аккумулятора).
Гидропривод оснащен:
системой контроля рабочего давления в системе;
резервным насосом для аварийного слива металла;
системой защиты с обратным клапаном для защиты от прорыва клапана гидросистемы.
ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ
Предназначен для управления и регулирования процессами плавки и работой оборудования, установлен в непосредственной близости от печей. На пульт вынесены функции - включение, отключение печи и гидравлических насосов, управление, наклоном печей, кнопка аварийного отключения печей, индикацией основных параметров работы установки и состояния оборудования.
Отображает работу всего комплекса в режиме постоянного мониторинга.
Все системы защиты, диагностики и индикации отображают для обслуживающего персонала все режимы работы комплекса в нормальной, опасной или аварийной зоне.
По желанию Заказчика комплекс может быть оснащен автоматизированной микропроцессорной системой ведения плавок, в дополнительные функции которой входит автоматическое диагностирование комплекса, протоколирование режимов его работы с возможностью передачи данных по удаленному интерфейсу на "стол руководителя".
ПЕРЕКЛЮЧАЮЩЕЕ УСТРОЙСТВО ДЛЯ БК
Предназначено для быстрого переключения источника питания с одной печи на другую (при поставке комплекса с двумя печами). Переключающее устройство может быть оснащено электрическим или пневматическим приводом.
ОТЛАДКА РЕЖИМОВ РАБОТЫ КАЖДОЙ ЕДИНИЦЫ ОБОРУДОВАНИЯ И ВСЕЙ УСТАНОВКИ В ЦЕЛОМ
установка (закрепление всех элементов установки на фундаментах или стальных конструкциях);
электромонтаж (монтаж силовых токовых трасс; прокладка, укрепление и подключение всех цепей электрических двигателей; подключение заземления установки);
монтаж системы водоохлаждения (линий водоснабжения и стока).
монтаж гидравлической системы (прокладка гидравлических линий, наполнение установки гидравлической жидкостью, спуск воздуха в системе).
футеровка печи (футеровка осуществляется согласно инструкций, предоставленных Исполнителем).
Для мелкого и разового литья возьмём индукционную электропечь ИСТ-0,4
И ковш емкостью 0,5т.
Крупное и разовое литье производим на кону, для остального литья используем автоматическую формовочную линию.
ЭЛЕКТРОПЕЧЬ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ
ТИПА ИСТ-0,4/0,32
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электропечь индукционная плавильная тигельная типа ИСТ-0,4/0,32 ёмкостью 0,4 т. предназначена для индукционной плавки и перегрева стали, чугуна, цветных и драгоценных металлов токами средней частоты.
Электропечь ИСТ-0,4/0,32 может быть использована в литейных производствах промышленных предприятий всех отраслей народного хозяйства и для поставок на экспорт, в страны с умеренным и тропическим климатом.
Наиболее рациональный режим работы - трехсменный.
Электропечь изготавливается в климатическом исполнении УХЛ4 по ГОСТ 15150-69 и предназначена для работы в следующих условиях:
закрытое помещение;
высота над уровнем моря - не более 1000 м;
температура окружающей среды - от + 5 до + 40 С;
относительная влажность окружающей среды при температуре +20°С - до 90% и при +40°С - до 50%;
окружающая среда - невзрывоопасная, не содержащая агрессивных газов и примесей, разрушающих изоляцию и металлы;
температура охлаждающей воды от + 5 С до + 25 С;
отсутствие в охлаждаемой воде примесей, образующих осадок;
температура охлаждающей воды не должна быть ниже температуры окружающего воздуха в помещении более, чем на 15 С (во избежание появления росы);
пары и пыль в концентрациях, не превышающих указанных в ГОСТ 2.1 005-88;
вибрация и удары в месте установки электропечи должны отсутствовать.
По технике безопасности установки индукционные плавильные соответствуют требованиям ГОСТ 12.2 003-74 (RUS) и 12.3 002-75 (RUS).
По пожарной безопасности установки индукционные плавильные соответствуют требованиям ГОСТ 12.1 004-76 (RUS).
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
В период выполнения заказа подготовит и передаст эксплуатационную документацию и инструкции:
Эксплуатационная документация:
эксплуатационные инструкции и описание функций оборудования;
инструкции по набивке и ремонту футеровки печи;
монтажные схемы, перечень оборудования, перечень кабелей.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные параметры и характеристики, необходимые для изучения и правильной эксплуатации изделия и его составных частей приведены (таблице 3.4).
Таблица 3.4
| Наименование показателя | Величина показателя | |
| Стали | Чугуна | |
| Ёмкость номинальная, т: | 0,4 | |
| Мощность преобразовательного трансформатора, кВа: | 320 | |
| Мощность, потребляемая от преобразовательного трансформатора, кВа: | 308 | |
| Число фаз: питающей сети контурной цепи | 3 1 | |
| Частота тока, Гц: питающей сети контурной цепи | 50 от 800 до 1000 | |
| Номинальное напряжение, В: питание преобразователя контурной цепи (на индукторе) привода установки насосной цепей управления и сигнализации | 380 700 380/220 220 | |
| Номинальный контурный ток, А | 3000 | |
| Номинальная температура перегрева металла, °С: | 1600 | 1500 |
| Скорость расплавления и перегрева, т/ч | 0,465 | 0,475 |
| Удельный расход электроэнергии на расплавление и перегрев, кВт ч/т: | 663 | 645 |
| Расход воды для охлаждения, м3/час: индуктора и конденсаторной батареи тиристорного преобразователя дросселя | 0,75 2,0 2,0 | |
| Давление в системе водоохлаждения, МПа: | от 0,3 до 0,6 | |
| Давление в напорной линии установки насосной, МПа: | 5,0 | |
| Тепловыделение, ккал/ч: От электропечи В контурной цепи | 8000 2000 | |
Примечание. Скорость плавки и удельный расход электроэнергии гарантируется при непрерывном режиме работы при прогретом тигле, номинальном его диаметре и мощности за период расплавления и перегрева шихты без учета вспомогательного времени (загрузка твердой шихты при отключенном нагреве шлака, отбор проб, измерение температуры, разлива и т.п.). Проектная часовая производительность определяется потребителем с привлечением специализированной проектно-технологической организации при учете вспомогательного времени и температуры перегрева металла.
В комплект поставки ИСТ-0,4/0,32 входит:
Таблица 3.5
| НАИМЕНОВАНИЕ ИЗДЕЛИЙ | Кол-во, шт. |
| Электропечь индукционная ИСТ-0,4/032 | 1 |
| Тиристорный преобразователь ТПЧ-320 | 1 |
| Шкаф управления (с конденсаторной батареей) | 1 |
| Станция охлаждения | 1 |
| Дистанционный пульт управления | 1 |
| Гидронапорная станция | 1 |
| ЗИП | 1 |
| Техническая документация | 1 |
| Авторский надзор за проведением монтажных и наладочных работ | + |
Индукционный плавильный комплекс ИСТ-0,4/0,32 является надежным в своем классе устройств.
Надежная работа комплекса гарантируется многоступенчатой системой защиты комплекса от возможных внешних воздействий на уровне отдельных устройств и всего комплекса в целом.
ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ предназначена для плавки, перегрева и выдержки цветных и черных металлов.
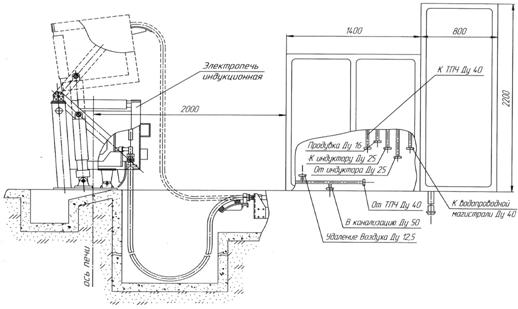
Рис.3.1 Габаритные, установочные размеры и рекомендуемое размещение комплектующего оборудования электропечи.1 - электропечь индукционная ИСТ-0,4/0,32; 2 - шкаф управления; 3 - токопровод; 4 - гидропривод; 5 - тиристорный преобразователь частоты.
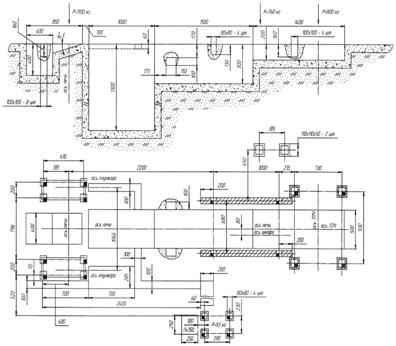
Рис.3.2 Схема фундамента установки индукционной печи.
3.1.2 Расчет мостовых кранов по отделениямРасчетное количество мостовых кранов для плавильного и шихтового пролетов определяется по формулам:
![]()
![]()
где: аж - количество крано-часов на 1тонну жидкого металла (0,2-0,3);
аш - количество крано-часов на 1тонну шихтовых материалов (0,1-0,2);
Кв - коэффициент выполнения краном вспомогательных работ (1,15);
Ки - коэффициент использования крана (0,8)
![]() ;
; ![]() .
.
Принимаем для шихтового пролета число кранов равное двум, а для плавильного пролета три.
Прочее технологическое оборудование принимается исходя из нормативов.
3.1.3 Потребное количество разливочных ковшей
Для конвейерного производства кроме емкости ковша необходимо также выполнять расчет числа ковшей или заливочных устройств, которые должны обеспечить заливку форм на непрерывно движущемся конвейере.
В первую очередь определяют полное время τф, затрачиваемое на заливку одной литейной формы, по уравнению
τф= τзал+60ι/υв + τп-з,
где τзал - время заливки формы, с; 60ι/υв - время, необходимое на возврат ковша в исходное положение для заливки следующей формы, с; ι - расстояние между чашами двух форм, м; υв - скорость возврата тележки с ковшом, м/мин; τп-з - время подготовительно-заключительное (включающее опускание и поднятие ковша при заливке), принимается равным 10 … 1 с.
Пример расчета. Производительность автоматической формовочной линии (АФЛ) составляет 240 форм/ч. Для определения скорости возврата тележки с ковшом необходимо определить скорость конвейера υк, принимая следующие допущения. Определим производительность АФЛ в минуту - 240-60=4 формы/мин. Если расстояние ι между чашами соседних форм для АФЛ с опоками размером 640*450 мм принять равным 1 м, то скорость конвейера составит υк = 4 м/мин. Чтобы осуществить возврат тележки с ковшом в исходное положение, скорость возврата тележки υв должна превышать скорость конвейера υк, т.е. υв = κυк. Если принять, что коэффициент κ = 1,5, то υв = 1,5 υк = 1,5*4=6 м/мин. Примем τзал =15 с, τп-з = 10 с и определим по приведенному в тексте уравнению время на заливку одной формы, с:
τф = 15+60*1/6+10=35
Время цикла линии исходя из производительности 240 форм/ч равно τц = 3600/240=15 с. Следовательно, для обеспечения производительности линии необходимое число заливочных ковшей (устройств) должно составить τф/ τц= 35/15=2,33. Округляя это значение в сторону больших чисел, получим, что заданную производительность АФЛ обеспечат три ковша (или устройства).
Потребное количество стендовых (раздаточных) и разливочных ковшей определяется по формуле:
![]()
![]() ;
;
где Праб, Прем, Пзап - количество ковшей, находящихся соответственно в работе, ремонте, запасе.
Для стендовых ковшей Праб соответствует количеству плавильных печей; Прем, принимается равным Праб, Пзап берется в размере 50% - 100% от Праб.
принимаем 3 ковша. Количество ковшей находящихся в работе и ремонте:
![]() ,
, ![]() ,
,
где tсм - продолжительность рабочей смены, 8ч;
tраб - время стойкости ковша, 8ч;
tрем - время ремонта ковша, 8ч;
![]() ,
, ![]() .
.
Количество ковшей в запасе 2шт. Пк. с. принимаем 8ковшей.
Характеристика технологического и подъемно-транспортного оборудования.
Таблица 3.6.
| Наименование оборудования | Количество единиц | Мощность электродвигателя кВт | Цена оборудования, тыс. руб. | ||
| На единицу | Всего | единицы | всего | ||
| 1. Технологическое оборудование: | |||||
| Индукционная печь ИСТ-2,5/1,6 м4 1.1.2Индукционная печь ИСТ-0,4/0,32 | 3 1 | 50 20 | 150 20 | 18000 15000 | 54000 15000 |
| 1.2 Печь для отжига ферросплавов | 2 | 10 | 20 | 300 | 600 |
| 1.3 Стенд для подогрева шихты | 1 | 100 | 100 | ||
| 1.4 Стенд для сушки и подогрева ковшей | 3 | 80 | 240 | ||
| 1.5 Стенд набора сводов | 1 | 60 | 60 | ||
| 1.6 Стенд для сушки стопоров | 1 | 60 | 60 | ||
| 1.7 Стенд для разливки металла | 2 | 150 | 300 | ||
| 1.8 Установка для приготовления футеровочной массы | 1 | 30 | 30 | ||
| 1.9 Установка для грануляции шлака | 1 | 10 | 10 | 40 | 40 |
| 1.10 Электросушилка 1.11 Весы для легирующих добавок | 3 3 | 50 30 | 100 90 | ||
| 1.12 Бегуны для футеровочной массы | 2 | 40 | 80 | ||
| Итого | 180 | 70700 | |||
| 2. Подъемно-транспортное оборудование: | |||||
| 2.1 Краны шихтового пролета | 2 | 30 | 60 | 40 | 80 |
| 2.2 Краны плавильного пролета | 3 | 65 | 130 | 70 | 210 |
| 2.3 Тележка для подачи шихты | 1 | 20 | 20 | ||
| 2.4 Контейнер для добавок и флюсов | 3 | 20 | 60 | ||
| Итого | 190 | 370 | |||
| Всего | 370 | 71070 | |||
3.1 4 Расчет плавильного участка 3.1.4.1 Расчет участка подготовки шихтовых материалов
При проектировании складов формовочных и шихтовых материалов следует руководствоваться следующими положениями. Расчет площадей и оборудования для приемки, хранения и транспортировки шихтовых, формовочных и огнеупорных материалов выполняется на основе потребностей плавильного и смесеприготовительного отделения в основных материалах на годовой выпуск.
Расход вспомогательных материалов на годовой выпуск заносят в сводную ведомость.
В проекте кроме складов шихтовых и формовочных материалов необходимо предусмотреть также склады или площади моделей (модельных плит с моделями), опок, стержней, отливок.
Необходимо дать характеристику организации цехового складского хозяйства, в том числе состава складов, их размещения, способа разгрузки, укладки и хранения материалов. При наличии на заводе двух и более литейных цехов следует проектировать базисные склады. Расположение базисных складов по отношению к литейным цехам должно обеспечить рациональные грузопотоки материалов. При этом возможно размещение складов формовочных и шихтовых материалов с участками их подготовки как в одном здании, так и в отдельных зданиях. Для подачи сухого песка в литейные цехи рекомендуется использовать пневмотранспорт или систему ленточных конвейеров; порошкообразных материалов - пневмотранспорт, а шихтовых материалов, кокса и флюсов в специальных контейнерах - автотранспорт.
Такое решение позволяет исключить железнодорожные вводы в шихтовые отделения, сократить их площадь и разрывы между цехами. Обеспечивает чистоту и порядок в цехах, но при этом увеличивается число грузоперевалок в связи с загрузкой контейнера на базисном складе. Для машиностроительных заводов с одним литейным цехом склады формовочных и шихтовых материалов проектируют при цехе. В этих случаях для подачи материалов к местам потребления используют внутрицеховой транспорт.
Общую площадь шихтового двора (пролета) определяю по формуле
Fскл = Fтех + Fзакр + Fэ + Fпу,
где Fтех - площадь технологических участков склада, включая площадь
под оборудование, проходами и железнодорожными вводами, м2;
Fзакр - площадь закромов, м2;
Fэ - площадь, занятая внутренними эстакадами и местами для разгрузки материалов, м2;
Fпу - площадь, занятая устройствами для подачи материалов в производство, м2.
Расчет площади закромов складов шихтовых материалов ведется по формуле
Fзш = 1,1 (f1 + f2 + f3 + … + fn),
где Fзш - площадь закромов складов шихтовых материалов, м2;
1,1 - коэффициент увеличения расчетной площади закромов с учетом их фактического заполнения;
f1, f2, f3,…, fn - расчетные площади для соответствующих компонентов шихты взависимости от вида литья (стружка, чугунный лом, стальной лом и др.).
Площади закромов для отдельных компонентов шихты находятся по формуле
fзш =100Мab/kT дН
где fзш - площадь закромов соответствующей составной части шихты, м2,100М/k металлозавалка, т/год, где М - мощность цеха годного литья, в процентах от металлозавалки,%; a - норма расхода соответствующего компонента шихты от металлозавалки,%; b - норма хранения компонента шихты, дн.; Тд - годовой фонд работы, дн.; Н - высота хранения компонента шихты, м; k - насыпная плотность компонента шихты, т/м3.
Согласно формуле находим fзш
f1 -для стального лома
=100*52,4*42,6*40/3*3790*4=8928960/45480=196,3 м2.
f2-для чугуна
=100*52,4*42,6*40/3*3790*4=8928960/45480=196,3 м2.
f3 -стальной лом (отходы производства)
=100*52,4*42,6*4/1,5*3790*4=892896/22740=39,2 м2.
Находим Fзш - площадь закромов складов шихтовых материалов, м2;
Fзш =1,1* (196,3+196,3+39,2) =474,98 м2.
Площадь, необходимая для приема и сортировки материалов, принимается из расчета 20 м2 на 1 000 т годного литья.
Fэ - площадь, занятая внутренними эстакадами и местами для разгрузки материалов, м2;
Fэ =12т*20м2=240м2.
Fтех - площадь технологических участков склада, включая площадь
под оборудование, проходами и железнодорожными вводами=10800 м2;
Fпу - площадь, занятая устройствами для подачи материалов в производство =1300м2.
Отсюда находим площадь склада Fскл = Fтех + Fзакр + Fэ + Fпу,
Площадь на проходы и проезды составляет 10 - 15% полезной площади.
Fскл =10800+474,98+240+1300=12814,98+15% =14737,22≈14800м2.
Основные данные для расчетов складов шихтовых, а также способы хранения основных материалов приводятся в табл. (см. лит.1).
В фасонно-сталелитейных цехах с индукционными печами шихтовой двор обслуживается подъездным путем и мостовым магнитным краном. Шихтовые материалы хранятся в закромах.
Набор металлической шихты будут осуществлять с помощью транспортировки соответствующих сырьевых материалов (т.е. серый чугун, стальной лом и возврат) к конкретному загрузочному устройству печи с помощью мостового крана. Цикл и грузоподъемность этого крана достаточны для обеспечения подачи шихты на плавильный участок в количестве, обеспечивающем потребность в жидком металле для формовочных линий.
Загрузка шихты в электроплавильные печи производится лотками, установленными на автоматизированных весовых тележках. В лоток помещается шихта на всю плавку печи. Конец лотка вводится в загрузочное отверстие печи. Опрокидывание лотка происходит при помощи гидроцилиндра, выгружается вся шихта в печь и подваливается по мере расплавления металла, а введение необходимых легирующих добавок осуществляется с помощью дозатора. Навеску шихты как при ручной, так и при механизированной ее загрузке рационально производить на складе шихты на весовой тележке из суточных бункеров.
Расчет шихты на тонну жидкого металла сталь - 20
C=0,2% Si=0,2-0,52%
Cr=0,5% Mn=0,45-0,90=0,7%
P=до-0,05%S=до 0,05%
Al=0,05%Cu=до 0,4%
Siср=0,35%
1000 кг=100%
Х1-0,35%
Х1=3,5 кг чистого -Si
FeSi 45 содержитSi-45%
3,5кг-45%
FeSi-100%
FeSi=7,8кг+5%угар =8,2кг
Mnср=0,70%
1000кг=100%
X2=0,7%
X2=7кг чистого Mn
FeMn78 содержит Mn-0,78%
7 кг=0,78%
FeMn=100%
FeMn=8,9кг +5%=9,4кг
Alср=0,03%
1000 кг=100%
X3=0,03%
Alср=0,3кг+5%=0,315кг
Чугун передельный
1000 кг=100%
X4=0,24%
Чугун =2,4кг
2,4кг=4%
Чугун=100%
Чугун=63 кг с угаром
Общий вес металлозавалки=1052,6кг на тону жидкого металла.
Участок ремонта печного оборудования.
Ковшевое отделение предназначено для капитального ремонта и футеровки ковшей, а также для сушки ковшей после ремонта. Тигли сушат при первых плавках. Здесь же производят набор и сушку стопоров. Стопоры сушат в подвешенном состоянии в электросушилках с искусственной рециркуляцией при температуре 100 - 200 єС.
Режим сушки должен соблюдаться очень строго, так как плохо просушенный стопор может стать причиной аварии.
Для сушки ковшей после ремонта применяю стенд, отапливаемый газом.
Экспресс - лаборатории
Для проведения химического анализа металла во время плавки на плавильном участке предусматриваю экспресс-лабораторию. Размещаются они непосредственно в производственных отделениях цеха.
При плавке в электропечах необходимо брать три-четыре анализа от каждой плавки по значительно большему количеству элементов (двенадцать-двадцать), чтобы уловить присутствие нежелательных примесей от случайных отходов. Для этой цели предусматривают сложное автоматическое оборудование (квантометры). Такие лаборатории выполняют по специальным заказам. По этим данным определяют количество лаборантов в одну смену. Общая площадь лаборатории 8 - 9 м2 на одного работающего лаборанта, но не менее 15 м2. Экспресс-лаборатории размещают, как правило, по возможности ближе к рабочей площадке печей и в помещении смесеприготовительного отделения с удобным выходом на площадку обслуживания оборудования.
3.1.6 Участок футеровки ковшей и печей
Футеровка (тигель) индукционной печи работает в очень тяжелых условиях, так как интенсивное движение металла и большие скорости изменения температуры вызывают ее размывание и разрушение, поэтому, чем толще стенки тигля, тем больше срок его службы. Стенки тигля должны быть, возможно, более тонкими, чтобы обеспечить хорошую электромагнитную связь между индуктором и металлом.
Тигель изготовляют обычно набивным с применением металлического шаблона. После набивки тигель подвергают обжигу и спеканию непосредственно в печи, шаблон при этом расплавляется. Возможно изготовление футеровки вне печи формовкой под давлением в специальных разборных пресс-формах с последующей установкой тигля на место. Иногда на крупных печах футеровку тигля выкладывают из готовых фасонных огнеупоров. В крупных печах тигель опирается на подовую подстилку, выложенную из огнеупорных кирпичей на толстом стальном листе, образующем днище каркаса вместе с необходимыми поперечными балками.
Футеровку выполняют кислой или основной. Основой набивочной массы для кислой футеровки служит кварцит с высоким (не менее 95%) содержанием кремнезема. В качестве связующей добавки используют сульфитно-целлюлозный экстракт и борную кислоту (1,0-2,0%). Набивочная масса для основной футеровки состоит из молотого обожженного или плавленого магнезита со связующей добавкой (патока или водный раствор стекла и огнеупорная глина) в количестве 3%. Стойкость кислой футеровки составляет 100-150 плавок для стали, а основной футеровки 30-80 плавок для стали. Поскольку чрезмерный износ футеровки может привести к "проеданию" стенок или днища тигля расплавленным металлом, что является очень серьезной аварией, то на индукционных печах обязательно предусматривается установка датчиков (для замера активного сопротивления футеровки), сигнализирующих о появлении в ней опасных трещин в начале просачивания жидкого металла.
3.1.7 Расчет численности производственных рабочих
В условиях серийного производства, когда работа осуществляется на конвейере, среднесписочная численность основных рабочих определяется по формуле:
Rcn =п0*Нчисл *Кш*Кпр (3.1)
Ren - необходимое число рабочих занятых на нормированных работах;
По-число обслуживаемых агрегатов или рабочих мест, шт;
Нчисл - норма численности рабочих для обслуживания единицы оборудования;
Ксм - число смен в сутки;
Кпр - коэффициент, учитывающий отсутствие рабочих (Кпр =1).
3.1.7.1 Плавильное отделениеНайдем среднесписочную численность рабочих, обслуживающих плавильные агрегаты, по ф [3.1]:
Rcn =3x2x2x1 = 12 чел;
3.1.7.2 Найдем численность рабочих обслуживающих участок заливки, по ф [3.1]Rcn =1x2x2x1 = 4 чел;
Всего по отделению 16 человек.
Таблица 3.7.
| Наименование профессии | Численность работников |
| Сталевар-плавильщик | 12 |
| заливщик | 4 |
| итого | 16 |
Количество ИТР равно 8-12% от общего числа пр. раб.
Сменные мастера=16*10/100=1,6=2 человека
Контролеры СТК=2человека
Лаборанты=2человека
Данные заносим в таблицу.
Численность РСС.
Таблица 3.8
| Наименование категорий и должность | Численность |
| Старший мастер Мастер | 1 2 |
| Старший лаборант Лаборант Контролёр СТК | 1 2 2 |
итого | 8 |
Численность вспомогательных рабочих, занятых ремонтом оборудования, выдачей и ремонтом инструмента и оснастки, уборкой производственных помещений, контролем качества продукции, перемещением материалов определяется по нормам обслуживания и по рабочим местам. Среднесписочная численность рабочих по нормам обслуживания рассчитывается по формуле:
![]()
Rсn - необходимое число рабочих занятых на нормированных работах; По-общее количество оборудования или рабочих мест, обслуживаемых рабочим, шт;
Но - норма обслуживания 1 рабочим, количества единиц оборудования или рабочих мест;
Ксм - число смен в сутки;
Кпр - коэффициент, учитывающий отсутствие рабочих (Кпр =1).
Численность рабочих по техническому обслуживанию оборудования определяется отдельно по профессиям:
![]() , где
, где
Rе - кол. единиц ремонтной сложности оборудования в цехе, рем. ед.;
S - число смен в сутках;
N0 - норматив обслуживания одним рабочим в смену, рем. ед.
При двухсменной работе нормами рекомендуется принимать в первой смене 55% рабочих, во второй - 45%.
Таблица 3.9.
| Наименование профессии вспомогательных рабочих обслуживающих оборудование: | Численность работников |
| Крановщики (20/5) Крановщики (15/5) | 6 4 |
| огнеупорщики | 2 |
| Слесари-ремонтники Дежурные слесари | 4 2 |
| электромонтеры | 2 |
| электронщики | 1 |
| Наладчики автоматов | 2 |
| стропальщик | 1 |
| Прочие: | |
| уборщики | 1 |
| Итого: | 25 |
Сводная ведомость общего состава работающих на производстве
Таблица 3.10.
| Категория работающих | Общее кол-во | Средний разряд |
| Основные рабочие | 16 | 4-5 |
| Вспомогательные рабочие | 25 | 3-4 |
| ИТОГО | 41 | |
| РСС | 8 | |
| ВСЕГО | 49 |
Транспортная система.
Транспортная система цеха состоит из транспортеров, электрокар, кран-балок и мостовых кранов.
На шихтовой склад металлическая шихта привозится на грузовых машинах или ж/д транспорте и выгружается с помощью мостового крана. Загрузка плавильных печей осуществляется с помощью электровесовых тележек. Отливки с литниками и прибылями перемещаются из заливочного отделения в отделение обрезки с помощью электропогрузчика. Доставка отходов металла из отделения обрезки осуществляется с помощью электропогрузчика в коробах. Отходы на шихтовом складе хранятся в специально выделенном месте.
4. Охрана труда и окружающей среды. Мероприятия по безопасности жизнедеятельности на проектируемом объекте
Охрана труда и техника безопасности при производстве работ связанных с изготовлением форм и стержней, приготовлением и разливкой металла, обрубкой, очисткой и другими операциями технологического процесса обеспечивается:
Действующим законодательством РФ;
Стандартами;
Правилами охраны труда в машиностроении ПОТРМ 006-97;
Инструкциями по охране труда.
Согласно требованиям стандарта предприятия СТП все работники должны ежеквартально пройти инструктаж по охране труда по профессиям.
Таблица 4.1 Перечень профессий, краткое описание операций техпроцесса и инструкций по охране труда.
| № п/п | Профессия, описание операции тех. процесса | Номер инструкции по охране труда и техники безопасности |
| 1 | 2 | 3 |
| 1. | Земледел. Приготовление формовочных и стержневых смесей. | ИОТ №198-2004 |
| 2. | Формовщик машинной формовки. Изготовление литейных форм машинным уплотнением формовочной смеси. Сборка форм. | ИОТ №26-2002 |
| 3. | Плавильщик металла. Плавка металлов и сплавов в дуговых и индукционных печах. | ИОТ №497-2000 №311-2005 |
| 4. | Заливщик металла. Заливка форм из ручного, стопорного, барабанного, чайникового ковшей ёмкостью от 0,1 до 9 тонн. | ИОТ №409-2004 №188-2007 |
| 5. | Выбивальщик. Выбивка залитых отливок из опок на выбивной решётке. | ИОТ №493-2006 |
| 6. | Термист. Отжиг отливок с фазовыми превращениями. | ИОТ №90-2005 |
| 7. | Чистильщик отливок. Очистка дробеструйная. | ИОТ №160-2002 |
| 8. | Газорезчик. Отрезка газовая прибылей, стояка и холодильников. | ИОТ №81-2002 |
| 9. | Обрубщик. Обрубка заливов, заусенец, зачистка неровностей. | ИОТ №28-2002 |
В настоящих инструкциях кроме Общих требований по охране труда, излагаются так же требования с учетом специфики выполняемых работ, перемещению грузов, эксплуатации оборудования и пр.
Перечисляются опасные и вредные факторы, воздействующие на работников литейных цехов и участков, такие как:
Производственный шум, дБа;
Недостаточная освещенность рабочей зоны, ЛК;
Вибрация, Дб (общая, локальная);
Перемещаемые и складируемые грузы;
Движущиеся машины и механизмы, транспортируемые изделия, заготовки;
Повышенная запыленность и загазованность рабочей зоны;
Опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
Электромагнитное излучение;
Повышенная температура теплового излучения выше допустимой.
Для защиты рабочих от воздействия опасных и вредных производственных факторов все рабочие основных и вспомогательных профессий обеспечиваются сертифицированными средствами индивидуальной защиты (С.И. З), спецодеждой и обувью. В соответствии со статьёй 4 Федерального закона "Об основах охраны труда в Российской Федерации" и статьёй 221 Кодекса законов "О труде Российской Федерации" на предприятии ОАО "Коломенский завод" введены в действие "Нормы бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты".
Таблица 4.2 Перечень спецодежды пользования для профессии плавильщик металла работающего на индукционных и дуговых печах.
| № п/п | Наименование | Норма выдачи на год | ГОСТ, ОСТ, ТУ |
| 1 | 2 | 3 | 4 |
| 1. | Костюм суконный или хлопчатобумажный с огнезащитной пропиткой. | 1 шт. | 12.4 045-87 |
| 2. | Ботинки кожаные или валенки. | 1 пара | 28507-90 18724-88 |
| 3. | Рукавицы брезентовые или х/б | 12 пар | 12.4 010-75 |
| 4. | Шляпа войлочная или каска защитная с подшлемником а защитным щитком с прозрачным экраном. | 1 на 2 года | 12.4 087-84 |
| 5. | Очки защитные тип - К | До износа | 12.4 013-97 |
| 6. | Респиратор "Лепесток 200" ШБ - 1 | До износа | - |
При выдаче С. И.З. проводится инструктаж по правильному пользованию и простейшим способам пригодности к эксплуатации.
Таблица 4.3 Спецодежда пользования для профессии формовщик машинной и ручной формовки.
| № п/п | Наименование | Норма выдачи на год | ГОСТ, ОСТ, ТУ |
| 1 | 2 | 3 | 4 |
| 1. | Костюм хлопчатобумажный | 1 шт. | 27575-87 |
| 2. | Рукавицы комбинированные | 12 пар | 12.4 010-75 |
| 3. | Ботинки кожаные с металлическим носком | 1 пара | 12.4 103-83 |
| 4. | Рукавицы антивибрационные | 12 пар | 12.4 010-75 |
| 5. | Респиратор "Лепесток" | До износа | 12.4 013-97 |
| 6. | Противошумные вкладыши и "Беруши" | До износа | 6-16-02-80 |
Работники не должны допускаться к работе без предусмотренных в нормах бесплатной выдачи спецодежды, обуви и других С. И.З. (в неисправной, не отремонтированной, загрязненной). Администрация предприятия (цеха) должна своевременно обеспечивать ремонт, стирку и выдаче средств индивидуальной защиты.
Таблица 4.4 Перечень спецодежды пользования для профессии обрубщик при выполнении работ по обрубке, вырубке дефектов в металле пневмоинструментом и наждачными подвесными кругами.
| № п/п | Наименование | Норма выдачи на год | ГОСТ, ОСТ, ТУ |
| 1 | 2 | 3 | 4 |
| 1. | Костюм брезентовый ил х/б | 1 на 9 месяцев | 17.08.237-85 |
| 2. | Рукавицы антивибрационные | 12 пар | 12.4 010-75 |
| 3. | Ботинки кожаные с металлическим носком | 1 пара | 12.4 010-75 |
| 4. | Очки защитные типа - ЗН | До износа | 12.4 013-97 |
| 5. | Противошумные наушники | До износа | 6-16.2402-80 |
| 6 | Рукавицы комбинированные | 12 пар | 12.4 010-75 |
| 7. | Респиратор "Лепесток" или "ЗМ" | До износа | 12.4 028-76 |
По результатам аттестации рабочих мест на травмобезопасность, напряженность и тяжесть трудового процесса администрация цеха в праве наряду с компенсациями за работу в тяжелых условиях труда бесплатной выдачей ежесменно молока (0,5л) или кефира (0,5л) и фруктового сока (300гр), дополнительными днями к ежегодному отпуску, подавать предложения об увеличении норм или дополнительной выдачи С.И.З., приобретаемой из прибыли предприятия.
Таблица 4.5 Перечень С. И.З. для профессии чистильщик металла, отливок, изделий и деталей при работе в дробеструйных и дробемётных камерах.
| № п/п | Наименование | Норма выдачи | ГОСТ, ОСТ, ТУ |
| 1 | 2 | 3 | 4 |
| 1. | Костюм брезентовый | 2 шт. | 17.08.237-85 |
| 2. | Рукавицы брезентовые | 12 пар | 12.4 010-75 |
| 3. | Респиратор | До износа | 12.4 028-76 |
| 4. | Очки защитные типа - ЗН | До износа | 12.4013-97 |
| 5. | Ботинки с металлическим мысом | 1 пара | 12.4 103-83 |
| 6. | Скафандр, шлем МИОТ | До износа | - |
В целях профилактики случаев производственного травматизма, профзаболеваний и улучшению условий труда ежегодно осуществляются различного рода мероприятия предусмотренные коллективным договором и соглашением по охране труда, технике безопасности и промышленной санитарии.
В целях постоянного контроля за состоянием охраны труда на производственных участках и ремонтных службах работают комиссии I, II и III ступени административно - общественного контроля, результаты проверки фиксируются в журналах, а так же составляются акты - предписания с выявленными нарушениями и сроками их устранения.
В соответствии с требованиями правил безопасности при эксплуатации опасных производственных объектов на основе федерального закона "О промышленной безопасности опасных производственных объектов" №116-ФЗ от 21.07.97г. и правилами охраны труда ПОТРМ 006-97 вновь принятые рабочие проходят обучение по специальности, по безопасным методам производства работ, стажировку на рабочем месте, проверку знаний полученных за время обучения в комиссии и только после этого допускаются приказом (распоряжением) к самостоятельной работе на производственных опасных объектах:
грузоподъемные краны;
газовое оборудование;
кислоты и щелочи;
плавильное оборудование;
технологические трубопроводы;
сосуды, работающие под давлением;
электрооборудование.
Пожарная безопасность на предприятии и в цехах обеспечивается на основе Правил Пожарной Безопасности в РФ (ППБ 01-03) и ГОСТ 12.004-91 ССБТ "Пожарная безопасность. Общие требования", а так же ряда инструкций по пожарной безопасности на ОАО "Коломенский завод":
189-01-05 инструкция о мерах пожарной безопасности на ОАО "Коломенский завод";
189-02-05 инструкция по пожарной безопасности при работе с горючими и легковоспламеняющимися жидкостями;
189-03-05 инструкция по обеспечению пожарной безопасности начальнику смены и сменному мастеру.
Огнеопасные и сварочные работы проводятся после оформления наряда-допуска согласованного с пожарной частью и контрольно-надзорными службами.
Все вновь принятые на работу руководители и специалисты должны пройти аттестацию по пожарной безопасности в комиссии предприятия.
На участках цехов располагается оборудование и оснащение средствами пожаротушения, пожарные щиты. Курение разрешается в специально отведенных местах.
Экология. Охрана окружающей среды.
На основе законы РФ №7-ФЗ от 10.01.02г. "Об охране окружающей среды", закона РФ №189-ФЗ от 24.06.98г. "Об отходах производства и потребления", закона РФ №96-ФЗ от 04.05.99г. "Об охране атмосферного воздуха" разработан и введен в действие стандарт предприятия СТП 189.07.179-2003 "Система качества. Охрана окружающей среды от отходов производства и потребления. Обезвреживание отходов".
Ответственность за разработку документации (инструкций) по организации сбора, учета, временного хранения, обезвреживания и утилизации, образующихся в литейных цехах возлагается на Главного металлурга завода. Ответственность за сбор, временное хранение, накопление и последующую сдачу отходов производства возлагается на начальников Чугунолитейного, Фасонносталелитейного и Цветнолитейного цехов, которые своим распоряжением назначают ответственных лиц из числа ИТР за учет, хранение и сдачу отходов производства, а также определяют места временного накопления отходов на территории цеха их границы и обустройство.
При производстве отливок из различных видов сплавов с применением разовых форм образуются следующие виды отходов;
Отходы шамотного кирпича: образуются в цехах при ломке старой кладки промышленных печей в ходе проведения текущих и капитальных ремонтов, их футеровки. Отходы шамота сортируются:
а) для повторного их применения;
б) для вывоза с территории цеха.
Ответственное лицо по цеху обязано руководствоваться инструкцией 60-08/693 (ОГМет) и вести контроль за процессом отбора шамотного кирпича и боя, вести отчетную документацию, подавать заявку на транспорт для транспортировки шамотного боя и его сдачу.
Отходы формовочных материалов (горелой земли): образующихся в процессе изготовления отливок в цехах использующих в технологических целях кварцевые и другие пески.
Лицо, ответственное за сдачу отходов формовочных материалов в своей деятельности руководствуется инструкцией 189.019 (УПБ и ОТ), в связи с этим организует автотранспорт для вывоза отходов на очистку дорог и площадку временного хранения и экологически безопасной утилизацией (допускается вывоз отходов формовочных материалов под "подушку" строящихся дорог с последующим асфальтовым покрытием);
Шлак металлургический: образуется при плавке металла в плавильных печах в виде монолитной массы, раскалывающейся при незначительных нагрузках.
На плавильных участках шлаки после слива или выемки из-под печей, разливочных ковшей хранятся в шлаковнях. Из цеховых мест сбора шлак вывозится для первичной переработки, с целью его измельчения и последующего удаления металла, в копровой цех. Очищенный от металла шлак складируется на площадке временного хранения, а в последующем реализуется сторонним организациям на цементные заводы. Сбор, хранение и использование металлургических шлаков производится в соответствии с инструкцией 189.007.
Перечисленные отходы производства являются основными в литейном производстве, кроме них на предприятии образуются в процессе производственно-хозяйственной деятельности:
твердые бытовые отходы (ТБО);
бумажные отходы;
ртутьсодержащие отходы;
шлифовальные абразивные круги;
отработанный электролит, свинец корпуса аккумуляторных батарей;
промасленная ветошь;
материально-производственные запасы, пришедши в негодность;
шлам газоочистительных сооружений;
отработанные нефтепродукты;
циансодержащие отработанные растворы;
отработанные электролиты, содержащие хром;
отработанные кислые щелочные растворы;
эмульсия "ЭМВАК-1";
трихлорэтилен;
древесные отходы, стеклобой, строительный мусор;
отработанные масляные и бумажные фильтры;
металлолом черного и цветного металла;
огарки электродов.
Экологический контроль в области обращения с отходами включает:
соблюдение экологических, санитарных и других требований, установленных законодательством РФ в области охраны окружающей природной среды и здоровья человека;
участие в разработке проектов нормативов образования отходов и лимитов на размещение отходов в целях уменьшения количества их образования;
проведение инвентаризации отходов и объектов их размещения;
проведение мониторинга состояния окружающей среды на территориях объектов размещения отходов;
соблюдение требований предупреждения аварий, связанных с обращением отходов, и принятия неотложных мер по их ликвидации.
Должностные лица органов контроля за экологической безопасностью в соответствии с их полномочиями имеют право:
проводить проверки предприятия (цехов) по всем видам деятельности, связанных с отходами производства и потребления;
давать обязательные для исполнения предписания о приостановке работ, ведущихся с нарушением правил и норм безопасного обращения с отходами;
привлекать в установленном порядке виновных лиц в нарушении экологических требований законодательства РФ в административном порядке в размерах установленных "Кодексом РФ об административных нарушениях".
4.1 Меры по обеспечению пожарной безопасности
Категории помещений и зданий по взрывопожарной и пожарной опасности.
Пожаробезопасность зданий и сооружений СНиП 2.01.02-91.
В соответствии с НПБ-105-95, участки цеха относятся к категориям по взрывопожарной и пожарной опасности:
плавильно-заливочный, категория Г
термообработка, категория Г
изготовление форм, категория Г
ЛЮМ контроль, категория Б
склады шихты и формовочных материалов, категория Д
бытовые помещения, категория В
регенерация категория Д
Степень огнестойкости зданий и пределы огнестойкости основных конструкций.
Пожарная опасность строительных материалов - НГ
Пожарная опасность строительных конструкций - КО
Степень огнестойкости здания
Таблица 4.6
| Степень огнестойкости здания | Предел огнестойкости конструкций, не менее, мин. | |||||
| Несущие элементы здания | Наружные стены | Перекрытия между этажами | Покрытия без чердачные | Лестничные клетки | ||
| Внутренние стены | Площадка лестниц | |||||
| I | R 120 | RE 30 | REI 60 | RE 30 | REI 120 | R 60 |
Первичные средства пожаротушения
В цехе имеются средства пожаротушения (ППБ-01-93):
Для тушения электрооборудования - углекислотные огнетушители, асбестовые и войлочные полотна.
На плавильном участке имеется песок для тушения металлов.
Для тушения возгорания газа применяют углекислый газ и порошковые огнетушители.
Меры пожарной безопасности проектируются в соответствии с ГОСТ 12.1 004-91.
В пожароопасных местах имеются таблички, запрещающие использование открытого огня.
В цехе имеется пожарная сигнализация и средства тушения пожара.
Таблица 4.7
Средства тушения пожара
Участок | Площадь, | Класс Пожара | Категории по ВПБ | Применяемые огнетушители | Количество |
| 1. Плавильно-заливочный | 864 | Д | Г | Порошковые вместимостью 10л | 1 |
| 2. Термообработка | 288 | Е | Г | Порошковые вместимостью 5л | 2 |
| 3. Изготовления форм | 648 | Е | Г | Порошковые вместимостью 5л | 2 |
| 4. Склады шихты и формовочных материалов | 720 | Е | Д | Порошковые вместимостью 2л | 2 |
| 5. Бытовые помещения | 720 | Е, А | В | Пенные и водные 10л | 4 |
| 6. ЛЮМ контроль | 144 | В | Б | Порошковый 10л. | 1 |
Эвакуационные выходы.
Выход называется эвакуационным, если он ведёт:
1. Из помещений первого этажа непосредственно наружу:
непосредственно;
через коридор;
через лестничную клетку;
через коридор и вестибюль;
через коридор и лестничную клетку.
Из помещений любого этажа, кроме первого:
в коридор ведущий непосредственно в лестничную клетку или на лестницу третьего типа.
в холл (фойе), имеющий выход непосредственно в лестничную клетку или на лестницу третьего типа.
Все отделения цеха имеют не менее двух эвакуационных выходов, указанных выше. Этого достаточно для эвакуации максимально возможного числа рабочих от наиболее удалённого места работы до ближайшего эвакуационного выхода.
Пути эвакуации освещены в соответствии с требованиями СНиП 23-05.
Высота эвакуационных выходов не менее 2 м. и не менее ширина 0.8 м. Высота эвакуационных путей не менее 2 м. и ширина не менее 1.2 м.
В общих коридорах не допускается размещения оборудования, выступающие из плоскости стен на высоте менее 2 м, газоводы, а также встроенные шкафы, кроме шкафов для коммуникаций и пожарных кранов.
Двери эвакуационных выходов не должны иметь запоров, препятствующих их свободному открытию изнутри без ключа.
Все вышеперечисленные параметры в цехе соблюдены.
4.2 Анализ возможных вредных и опасных факторов проектируемого технологического процесса
Анализ механических опасных и вредных производственных факторов, вызывающих ранения, ушибы и ожоги.
Опасные зоны и оборудование, находящиеся на территории этих зон, представлены в таблице 4.7
Таблица 4.7
| Машины и оборудование | Опасные зоны |
| Установка для подогрева шихты, мостовые краны, галтовочный барабан | Шихтовой двор |
| Индукционные печи, мостовой кран, монорельсовый путь, заливочное устройство | Плавильное и заливочное отделение |
В условиях проектируемого цеха действуют следующие опасные и вредные факторы по ГОСТ 12.0.003-78 ССБТ (Опасные и вредные факторы):
движущееся машины и механизмы.
Источниками опасности являются: установки для подогрева шихты; механические и автоматизированные устройства для заливки, мостовые краны; кран балки; монорельсовый путь.
Для обеспечения безопасности используются предупредительные плакаты; к работе допускаются рабочие, прошедшие инструктаж по технике безопасности и ознакомленные с правилами работы на оборудовании; используются ограничители; движущиеся машины (пример мостовой кран)
Снабжен звуковой сигнализацией и управление его предусматривает блокировку от случайных включений и выключений.
повышенная температура поверхностей оборудования и материалов.
Источниками тепловыделения на участке являются: установка для подогрева шихты; индукционные тигельные печи; стенд для сушки ковшей; жидкий металл.
Для предотвращения ожогов используются: ограждения, вентиляция, водяное охлаждение печей и средства индивидуальной защиты.
5. Экономический раздел
5.1 Расчет фондов заработной платы основных рабочих
Размер годового фонда прямой зарплаты определяется по формуле:
Фп=Фдр*п*Сч руб
Где, Фдр - действительный фонд времени одного рабочего в данном периоде
п - число рабочих данного разряда
Сч - часовая тарифная ставка рабочего данного разряда
Фдр=Фн (1-0,01*л) час
Где, Фн - номинальный фонд время одного рабочего в год
Фн=2078
л - планируемые не выходы в процентах от номинального фонда 9-12%, по болезням, отпускам, учебе и т.д.
Фдр=2078* (1-0,01*17) =1728,0 час
Дополнительная зарплата составляет 10% от фонда основной зарплаты.
Отчисления по социальному страхованию принимаются в размере 27.3% от суммы основной и дополнительной зарплаты. Общий фонд зарплаты определяется по формуле:
Фо= Фосн+Фп+ Фдоп
Ведомость фонда зарплаты производственных рабочих
Таблица 5.1
| Наименование профессии | разряд | Количество рабочих, чел | Часовые тарифные ставки, Руб/час | Действительный годовой фонд времени, час | Основной фонд зарплаты, руб | Премиальный фонд зарплаты, руб | Дополнительный фонд зарплаты, руб | Отчисления на соц. нужды, руб | Общий фонд зарплаты, руб |
| плавильщик | 5 | 12 | 83-72 | 1728 | 1736017.92 | 1475615.22 | 385395.9 | 981988.9 | 3597029.9 |
| заливщик | 4 | 4 | 69-66 | 1728 | 481489.92 | 409266.4 | 106890.7 | 272357.6 | 997647 |
| Итого: | 2217507.8 | 1884881.6 | 492286.6 | 1254346.5 | 4594676.9 |
Зср. мес=Qобщ. фонд з/п. /праб*12
Зср. мес. =4594676.9/16*12=23930.6 руб.
5.2 Расчет стоимости материалов
Определение стоимости одной тонны литья.
Стоимость шихтовых материалов и флюсов определяется из норм расхода на 1 тонну жидкого металла и стоимости единицы материала.
Стоимость материала принимается по данным Коломенского завода
Расчет стоимости материалов для стального литья заносим в таблицу 5.2
Таблица 5.2
| Наименование материала | Цена за 1 т. руб | Расход в, кг На 1 т | сумма, руб | Расход на годовую программу | |
| тон | руб | ||||
| Чугун передельный ПВКР-0 | 11271 | 63 | 710,07 | 1427.7 | 16091.6 |
| Ферромарганец | 61178 | 9,4 | 575,07 | 213 | 13030.9 |
| Ферросилиций 75% | 38237 | 3.00 | 114.71 | 67.98 | 2599.32496,8 |
| Ферросилиций 45% | 22458 | 8,2 | 184,15 | 185.8 | 4172.7 |
| Лом стальной углеродистый | 1443,42 | 380.20 | 548.79 | 8615.3 | 12431.8 |
| Возврат литейного производства | 1443,42 | 587 | 847,28 | 13301.4 | 19193.9 |
| Ферротитан | 75600 | 0,30 | 22.68 | 6.8 | 514.06 |
| Силикокальций | 73638 | 1.50 | 110.46 | 33.99 | 2502.9 |
| Итого мет. зав. | 1 052,6 | 3113,21 | 23854.9 | 70537.2 | |
| Стружка алюминевая | 180 | 0,5 | 0,09 | 11.33 | 2.03 |
| Алюминий чушковый | 43254 | 0,3 | 12,97 | 6.78 | 293.3 |
| Отходы: угар | 52,6 | 1192.7 | |||
| Всего мет. зав. без отходов | 1 000 | 3126,27 | 22662.2 | 70832.5 | |
| Флюсы |
|
| |||
| Плавиковый шпат | 10593 | 2,00 | 21.19 | 45.3 | 479.8 |
| Комовая известь | 1470 | 50.00 | 73.50 | 1133 | 1665.5 |
| Окатыши железнорудные | 4430 | 22.00 | 97.46 | 498.5 | 2208.3 |
| Кокс | 8400 | 2,00 | 16,80 | 45.3 | 380.5 |
| Металлозавалка и флюсы | 3336,98 | 75566.6 | |||
23854.9: 22662.2,=1052,6 кг металлозавалки на 1 тонну стального литья.
Находим стоимость одной тонны металлической шихты:
Сумму металлозавалки и флюсов делим на жидкий металл получаем себестоимость 1 тонны металлической шихты
75566.6: 22662.2=3336,98 руб.
5.3 Определяем цеховую себестоимость 1 тонны литья с учетом данных всех отделений
Составление калькуляции себестоимости на 1 тонну жидкого метала.
Себестоимость представляет собой совокупность всех затрат в денежном выражении на производство единицы продукции.
Себестоимость - один из основных показателей качества работы отделений.
Затраты, образующие себестоимость продукции, по способу отнесения на единицу продукции делятся на прямые и косвенные.
К прямым затратам относятся затраты, которые непосредственно можно отнести на объект калькуляции. К этим затратам относятся:
Затраты на материалы;
Основная зарплата производственных рабочих;
Стоимость топлива и технологической энергии.
К косвенным затратам относятся затраты, которые непосредственно нельзя отнести на готовую продукцию:
Цеховые расходы;
Расходы на содержание и эксплуатацию оборудования;
Общезаводские расходы;
Внепроизводственные расходы.
Калькуляция себестоимости 1 тонны стального литья. Данные расчетов заносим в таблицу.
Таблица 5.3
| №п/п | Статья расходов | Сумма руб. |
| 1. 2. 3. 4. 5. 6. 7. 8. | Жидкий металл Технологическое топливо и энергия Транспортные расходы на покупные материалы Основная заработная плата Дополнительная заработная плата Отчисления на социальные нужды Прочие материалы Общепроизводственные расходы | 3336,98 1616,02 71,22 181.02 21.72 55.34 2010 886.99 |
| Итого: цеховая себестоимость | 8179.29 |
Статья 1 жидкий металл (Табл.5.2)
Статья 2
Согласно паспорта печи (3 раздел) расход эл. э. на тонну жидкого металла равен 679 кВт/ч, стоимость кВт 2,38 руб. отсюда находим стоимость на тонну жидкого металла
679*2,38=1616,02 руб.
Статья 3 Сумма стоимости покупных материалов берем 10%
Статья 4
Производим расчет основной заработной платы по формуле
(тариф+премия) делим на количество жидкого металла (Табл.5.1)
Зосн= (2217507,8+1884881,6) /22662.2=181,02 руб.
Статья 5
Производим расчет дополнительной заработной платы по формуле (Табл.5.1)
Здоп=492286,6/22662.2=21.72 руб.
Статья 6
Отчисления на социальные нужды
ЕСН=1254346,5/22662.2=55.34 руб.
Статья 8
Общепроизводственные расходы считаем по формуле
ОПР=Зосн*490%/100=181.02*490/100=886.99 руб.
Результаты заносим в таблицу 5.3
5.4 ВыводыСебестоимость 1 тонны жидкого металла по плавильному отделению составляет 8179.29 руб. по данному производству.
По формуле находим условную годовую экономию
Эусл. год= (Сзав-Спр) *Вг
Сзав - берем по данным Коломенского завода
Эусл. год= (10194-8129.29) * 22662.2=46790870 руб.
Выводы
Проектом разработано плавильное отделение цеха стального литья, в котором мы установили индукционные печи более эффективные и производительные чем дуговые печи. С этой целью было спроектировано применение современных индукционных печей и новой технологии. Выбранные индукционные печи зарекомендовали себя в действующих литейных цехах по всему миру, как эффективные, надежные и экономичные. Такое оборудование позволит цеху выпускать качественное, конкурентное стальное литье с соблюдением всех норм по технике безопасности и требований по охране окружающей среды.
Похожие работы
... выявление характера производства. Для этого всё литьё разбиваем на группы по массе. 2.1 Состав программы Объем производственной программы приведен в таблице 2.1(Типовая программа цеха стального литья автозавода). Таблица 2.1-Обьем производственной программы. № Отливка Количество отливок на изделие. Масса отливки Количество отливок в форме Масса стержня Марка металла 1 Ролик 1 ...
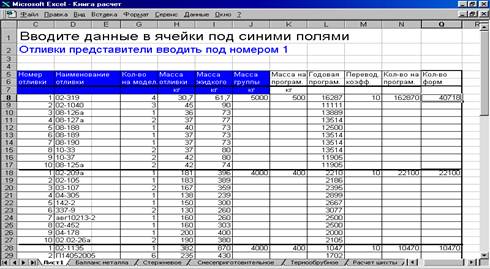
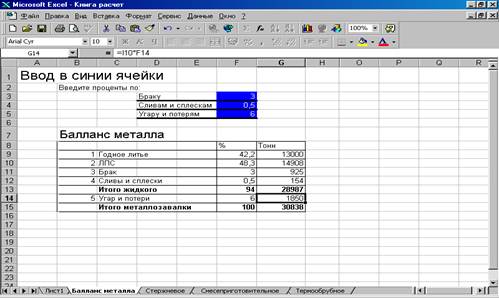
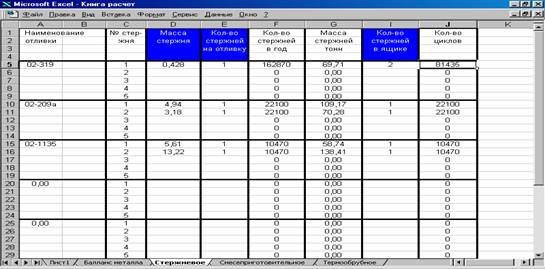
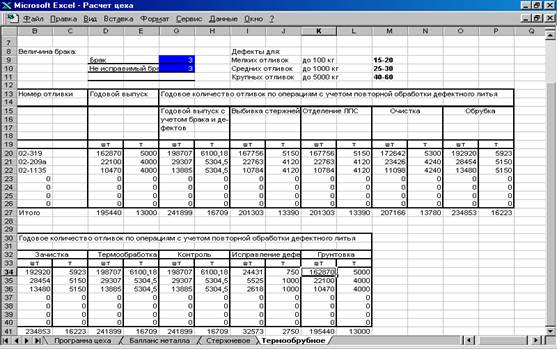
... '' на ''переводной коэффициент''; - количество форм Рассчитывается делением граф ''годовая программа '' на '' количество моделей на плите ''. Пример расчета приведен на рисунке 1. Рис.1 Окно расчета программы цеха Баланс металла Расчет баланса металла происходит в следующей последовательности: Вводятся данные в графы: - процент по браку; - процент по сливу и сплескам ...
... в проведении операций компенсации входного сигнала и поэтому нашли широкое распространение для измерения, регистрации, сигнализации и автоматического регулирования температуры в металлургических агрегатах. На рисунке приведена упрощенная схема устройства автоматического потенциометра. Сигнал сравнивается с компенсирующим напряжением Uk, снимаемым с диагонали неуравновешенного измерительного ...
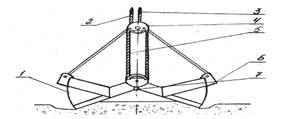
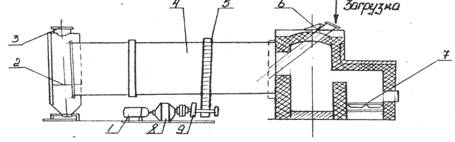
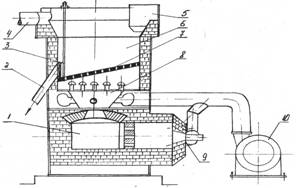
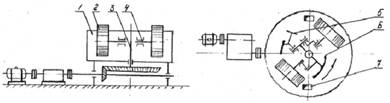
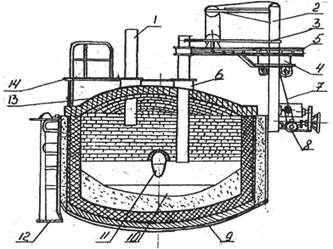
... 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17]. 11.3.2 Мероприятий по защите окружающей среды Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые ...
0 комментариев