Министерство образования Российской Федерации
Уральский государственный технический университет - УПИ
Кафедра «Технология машиностроения»
Практическая работапо дисциплине "Производство и механическая обработка заготовок"
Вариант № 622Студент гр. М-300
Руководитель Подшивалов Р.Н.
Екатеринбург, 2005
СОДЕРЖАНИЕ
1. Определение типа производства .…
2. Выбор способа производства заготовки
3.Определение массы штамповки, коэффициентов весовой точности и
использования технологичности материала
4. Анализ точности и шероховатости. Корректировка чертежа с нумерацией
обрабатываемых поверхностей и выбором способов их обработки
4.1 Корректировка чертежа с нумерацией обрабатываемых поверхностей и выборомспособов их обработки
4.2 Назначение детали и оценка её технологичности
5.Назначение классов точности, определение припусков и допусков на
механическую обработку поверхностей
6. Разработка маршрутной технологии механической обработки, с указанием оборудования, приспособленийБиблиографический список 2
1. Определение типа производства.
Технология изготовления деталей в значительной степени зависит от типа производства. Поэтому, приступая к разработке технологического процесса на заданную деталь, необходимо предварительно установить, к какому типу будет относиться производство данной детали, учитывая ее размеры и объем годового выпуска.
Согласно ГОСТ 3.1121-84 тип производства характеризуется коэффициентом закрепления операций К, который определяется выражением К=О/Р , где О – суммарное число различных операций, выполняемых на производственном участке за месяц; Р – число рабочих мест, выполняющих различные операции.
При курсовом проектировании тип производства условно можно определить, пользуясь зависимостью типа производства от объема годового выпуска и массы детали. Масса детали 4,6 кг, годовой объем выпуска 50000 шт., исходя из этого принимаем серийное производство.
Оно характеризуется ограниченной номенклатурой изделий, изготавливаемых партиями и большим объемом выпуска. В серийном производстве технологический процесс изготовления детали дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на специальных станках.
2. Выбор способа производства заготовки.
Серийность выпуска детали является одним из главных показателей при выборе способа производства заготовок.
Деталь – шестерня; имеет точные форму и размеры. Материал – сталь 25ХГТ.
Учитывая это, способ производства заготовки: горячая объемная штамповка в закрытом штампе на КГШП. Этот способ получения заготовок позволит свести к минимуму механическую обработку и отходы.
3.Определение массы штамповки, коэффициентов весовой точности и использования материала.
Масса детали Мд=4,6 кг.
Масса заготовки Мз=6,9 кг.
Рассчитаем коэффициент весовой точности:
Квт=Мд/Мз=4,6/6,9=0,66.
Рассчитаем коэффициент использования материала:
Ким=Мд/(Мз+Моз),
где Моз=15% – масса отходов на заготовительной стадии;
Ким=4,6/(6,9·1,15)=0,57.
4. Анализ точности и шероховатости. Корректировка чертежа с нумерацией обрабатываемых поверхностей и выбором способов их обработки.
4.1 Корректировка чертежа с нумерацией обрабатываемых поверхностей и выбором способов их обработки.
Чертеж детали выполнен по устаревшим ГОСТам, поэтому требует корректировки:
- необходимо исправить старые обозначения шероховатости поверхностей на новые;
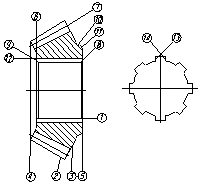
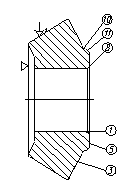
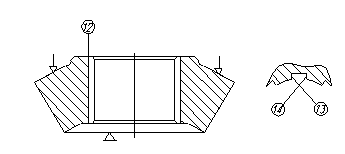
Поверхность 1 – отверстие Ø62 мм;
Поверхность 2 – поверхность при вершинах зубьях;
Поверхность 3 – торец зубьев;
Поверхность 4,5 – торцы;
Поверхность 6 – внутренний торец;
Поверхность 7 – зубья шестерни;
Поверхность 8,9 – фаска в отверстие Ø62 мм;
Поверхность 10 – канавка;
Поверхность 11 - фаска;
Поверхность 12 – ширина 8 шлицевых пазов;
Поверхность 13,14 –глубина 8 шлицевых пазов;
4.2 Назначение детали и оценка её технологичности
Деталь: шестерня.
Предназначена для проверки шестерни после термообработки. Деталь изготавливается из стали 25ХГТ.
С точки зрения штамповки нетехнологична штамповка зубьев, так как методы ее трудоемки и требуют очень сложной оснастки.
Деталь не имеет поверхности с очень низким параметром шероховатости, что не требует большого количества отделочных операций и положительно влияет на технологичность.
Деталь проходит термическую обработку, что оказывает большое влияние на коробления, возможные при нагреве и охлаждении.
Для оценки технологичности детали необходимо провести расчет некоторых коэффициентов (таб.1).
Таблица 1
| Наименование поверхности | Количество размеров | Количество унифицированных размеров | Квалитет точности | Параметр Raпр, мкм |
| 1. Æ155,87 | 1 | - | 14 | - |
| 2. Æ100 | 1 | 1 | 14 | 25 |
| 3. Æ62 | 1 | 1 | 14 | 12,5 |
| 4. 3х45º 5. 61º36’ | 1 | 1 | 14 | - |
| 1 | - | 14 | - | |
| 6. 0.5x45º - 16 фасок | 16 | 16 | 14 | - |
| 7. 12 – 8 толщин пазов | 8 | 8 | 8 | 6,3 |
| 8. R0,5 – 8 радиусов | 8 | 8 | 14 | 25 |
| 9. Æ72 | 1 | 1 | 8 | 3,2 |
| 10. 150,863 | 1 | - | 14 | - |
| 11. 45 – длина зубьев | 1 | 1 | 14 | 12,5 |
| 12. 52 | 1 | 1 | 14 | - |
| 13. 30º48’ | 1 | - | 14 | - |
| 14. 2x45º - 2 фаски 15. 7 | 2 | 2 | 14 14 | - |
| 1 | 1 | 25 | ||
| 16. 149,58 | 1 | - | 14 14 | - |
| 17. 20,2 | 1 | - | 25 |
Коэффициент унификации:

где Ny=62 – унифицированных размеров;
Nо=63 – общее число размеров.
![]()
Если КУ > 0,6 , то деталь считается технологичной по данному показателю.
Коэффициент точности обработки:
Если КТЧ > 0,8 , то деталь считается технологичной по данному показателю.
Коэффициент шероховатости

Если Кш < 0,32 , то деталь технологична по данному показателю.
5.Назначение классов точности, определение припусков и допусков на механическую обработку поверхностей.
Материал детали – сталь 25 ХГТ.
Химический состав: 0,17-0,37%Si; 0,26-0,33%C; 0,8-1,1%Cr; 0,4-0,7%Mn; 0,03-0,09%Ti.
Масса детали – 4,6 кг.
Масса штамповки (расчетная) – 6,9 кг.
Расчетный коэффициент (по ГОСТ 7505-89) – 1,54.
Gшт=4,6·1,54=6,9 кг.
Класс точности – Т4 (по ГОСТ 7505-89).
Группа стали – М1 (по ГОСТ 7505-89): средняя массовая доля углерода в стали 30ХГТ 0,3%, а суммарная доля легирующих компонентов 1,9%.
Степень сложности – С1 (по ГОСТ 7505-89): ![]()
Исходный индекс – 10.
Конфигурация поверхности разъема штампа П (плоская).
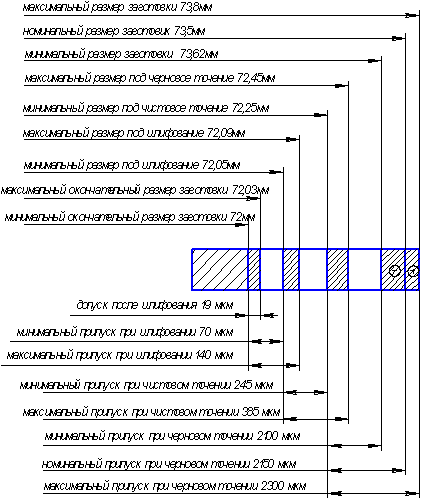
Основные припуски на размеры (по ГОСТ 7505-89).
1. Наружный диаметр Ø155,87h14, Ra 12,5: z=1,8+0,3=2 мм.
2. Наружный диаметр Ø 100h14, Ra 12,5: z=1,5+0,3=1.8 мм.
3. Отверстие Ø62H14, Ra 12,5: z=1,5+0,3=1,8 мм.
4. Ширина шестерни L59h14, Ra 12,5: z=1,5+0,3=1,8 мм.
5. Длина зубьев L45h14, Ra 12,5: z=1,5+0,3=1,8 мм.
Размеры штамповки.
1. Наружный диаметр Ø155,87+2·2=160 мм.
2. Наружный диаметр Ø 100+2·1,8=103,6 мм.
3. Отверстие Ø62-2·1,8= мм36,4.
4. Ширина шестерни L59+1,8·2= 62,6мм.
5. Длина зубьев L45+1,8·2=48,6 мм.
Таблица 2
| № поверхности | Точность и шероховатость | |||
| H14, Ra 25 | H14, Ra 12,5 | H8, Ra 6,3 | H8, Ra 3,2 | |
| 1 | расточить | точить | - | - |
| 2 | точить | точить | - | - |
| 3 | точить | точить | - | - |
| 4 | точить | - | - | - |
| 5 | точить | - | - | точить |
| 6 | точить | точить | - | - |
| 7 | - | - | фрезеровать | фрезеровать |
| 8 | точить | |||
| 9 | точить | |||
| 10 | точить | |||
| 11 | точить | |||
| 12 | расточить | |||
| 13 | сверлить | |||
| 14 | зенковать | |||
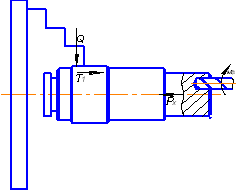
Операция: 005 Токарная
Расточить отверстие, подрезать торец,
точить наружный диаметр,
снять фаску, точить канавку.
Станок: Токарно-винторезный .
Приспособление: 3-х кулачковый патрон (самоцентрирующийся).
Инструмент: Резец расточной ГОСТ 18063-72;
Резец проходной ГОСТ 18868-73.
Резец фасонный.
Операция 010 Токарная
Подрезать торец, подрезать внутрений торец
, точит фаску, точить наружный диаметр.
Станок: Токарно-винторезный .
Приспособление: 3-х кулачковый патрон (самоцентрирующийся).
Инструмент: Резец проходной (![]() ) ГОСТ 18868-73.
) ГОСТ 18868-73.
Резец расточной ГОСТ 18063-72 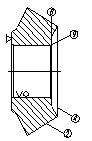
Операция 020 Долбежная
Долбить шлицы.
Станок: Вертикально-долбёжный.
Приспособление: Специальное.
Инструмент: Фреза концевая ГОСТ 20537-75.
Операция 030 Зубофрезерная
Фрезеровать зубья.
Станок: Зубофрезерный .
Приспособление: Шлицевая оправка.
Инструмент: Фреза концевая ГОСТ 20537-75.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Ковка и штамповка./под ред. Е.И. Семенова. М.: Машиностроение, 1986.Т.2.592 с.
2. Справочник технолога-машиностроителя/Под ред. А.Г.Косиловой, Р.К.Мещерякова. М.: Машиностроение,1985.Т.1. 651 с.
3. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски.М.: Изд-во стандартов, 1989.25 с.
Похожие работы
... экономически выгодно. 1.6 Проектирование маршрутного технологического процесса При проектировании технологического процесса следует руководствоваться следующими соображениями • В первую очередь обрабатываются поверхности, принятые за чистые технологические базы; •Последовательность обработки зависит от системы простановки размеров. В начало маршрута выносят обработку той поверхности, ...
... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...

... состояния потока, а также тепловых условий, которые, в конечном счете, определяют свойства отливки. Анализ технологического процесса изготовления двухслойных биметаллических заготовок центробежным способом показывает, что для получения мелющих валков с однородной плотной структурой рабочего слоя, высоким по качеству свариванием двух разнородных металлов рабочего слоя и сердцевины с высокой ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев