Навигация
Математическое моделирование технологических операций механической обработки поверхностей деталей лезвийными инструментами (Учебное пособите по курсу: математическое моделирование технологических операций-4834)
44165
знаков
2
таблицы
16
изображений
Комаров В.А.
Математическое моделирование технологических операций механической обработки поверхностей деталей лезвийными инструментами
(Учебное пособите по курсу: математическое моделирование технологических операций-4834)
Москва МГАПИ-1998г.
Введение.
В настоящие время, в связи с повышением требований к производительности механической обработки, с одной стороны, и с широким внедрением в промышленность электронно-вычислительных машин с другой, встал вопрос о пересмотре методов поиска наиболее эффективных схем формирования.
Современные ЭВМ обладают огромными возможностями для совершенствования проектирования вообще и процесса проектирования эффективных схем механической обработки в частности. Они дают возможность с предельной быстротой и точностью решать самые сложные аналитические задачи, осуществлять анализ получаемых результатов, отыскивать оптимальные параметры для конструкции и, в. конечном счете, позволяют полностью автоматизировать процесс проектирования. Чтобы использовать эти возможности ЭВМ для проектирования способа формообразования поверхностей изделий, необходимо создавать такие методы расчета, которые были бы аналитическими, имели строгую формализацию всего процесса проектирования, позволяли бы четко, определять критерии оптимизации, были бы в максимальной степени общими и позволяли, бы решать рассматриваемые задачи комплексно.
Теоретические основы для таких методов должны содержать решения вопросов формообразования поверхностей инструментами, расчета схем резания, технологичности и т.д.
Ряд вопросов, поднимаемых сейчас наукой, ранее без ЭВМ, при «ручном» расчете практически решить было нельзя.
1. Основные понятия и определения.
Еще в раннем возрасте человек сталкивается с изделием. Это и некоторые продукты питания, приборы, устройства разного назначения и машины (аппараты). Машина это наиболее сложный вид изделия. По определению, изделием в машиностроении называют, - любой предмет производства, подлежащий изготовлению на предприятии. Таким образом, изделием может быть машина, ее элементы в сборе и даже отдельные детали, в зависимости оттого, что является продуктом конечной стадии производства.
Когда мы говорим об изделии, то естественно возникает вопрос о его производстве, точнее о целом процессе называемом производственным. Производственный процесс представляет собой совокупность взаимосвязанных действий, в результате которых исходные материалы и полуфабрикаты превращаются в готовые изделия, соответствующие своему служебному назначению.
В машиностроении производственный процесс охватывает: подготовку средств производства и организацию обслуживания рабочих мест, получение и хранение материалов и полуфабрикатов; все стадии изготовления деталей машин; сборку изделий; транспортировку материалов, заготовок, деталей, готовых изделий и их элементов; технический контроль на всех стадиях производства; упаковку готовой продукции и другие действия, связанные с изготовлением выпускаемых изделий.
Изготовить изделие требуемого уровня качества невозможно без знания технологического процесса на изготовление исходных заготовок отдельных деталей и сборку из них машин. Поэтому технологический процесс является неотъемлемой, главной частью производственного процесса содержащей действия по изменению и последующему определению состояния предмета производства.
Как и ранее, так и тем более в данный период времени рост выпуска наиболее совершенных машин, высокого уровня качества невозможен без решения главной задачи технологии машиностроения, заключающейся в интенсификации производства при снижении экономических затрат. Направление, связанное с простым расширением производства -экстенсификация - себя не оправдало. Заводы гиганты сейчас приемущественно простаивают. Снижение затрат на производство изделий технологическими методами в большем объеме связано со снижением трудоемкости механической обработки отдельных деталей., так как ее доля в общем объеме трудозатрат производства достиг 70%.
Следовательно использование наиболее эффективных технологических процессов механической обработки и есть единственный путь, ведущий к снижению затрат и обеспечению должного уровня качества при производстве любых изделий будь то любая отрасль машиностроения, либо приборостроения.
Неотъемлемой частью, любого технологического процесса является технологическая операция. Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте.
Основой технологической операцией является технологический переход. По определению это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения
вала может быть обработана множеством способов, одним из которых является способ механической обработки - точение проходными резцами. Этому способу соответствует своя кинематическая схема резания или формообразования. Понятие схемы формообразования подразумевает, что линия режущей кромки инструмента определена, т.е. задана, и формируемая поверхность имеет конкретные размерные . параметры. Кроме того, углы определяющие относительное положение двух пространственных систем координат детали и инструмента имеют не произвольное, конкретное значение. А также, системы координат детали и инструмента для схемы формообразования считаются уже выбранными, т.е. менять их местами как для схем резания нельзя. Основа кинематической схемы-точения - это вращение вокруг своей центральной оси обрабатываемой наружной поверхности детали и перемещение по этой оси режущей кромки инструмента при принятии движения вращения за главное движение резания.
Известен способ механической обработки наружных поверхностей вращения, называемый шлифованием круглыми абразивными кругами с продольной подачей - (кругло шлифовальная операция с продольной подачей).
Данному способу соответствует своя кинематическая схема формообразования, включающая два вращения с параллельными осями цилиндрической обрабатываемой поверхности и цилиндрического инструмента и его продольного (вдоль оси вращения) перемещения. Можно еще много назвать известных и возможных способов механической обработки наружных поверхностей вращения, которые будут определять разные способы только потому, что могут иметь отличие в количестве выполняемых движений их сочетания и направления; а также относительного расположения формируемой поверхности и инструмента, самого типа инструмента, формы его режущей кромки и выбираемого за главное движение резания, движение из совокупности движений, определяющих кинематику способа обработки, называемого механическим только потому, что реализуется процесс резания, т.е. снятие стружки. Выбор того или иного способа механической обработки заданной поверхности конкретной детали имеет большой практический интерес, т.к. различные варианты формообразования поверхностей можно сравнивать по кинематической производительности и каждый из них вносит новую физику в процесс резания, а это в свою очередь приводит к созданию принципиально новых технологических процессов механической обработки или к резкому росту эффективности производства.
1 .Основные положения кинематической теории формообразования поверхностей инструментами.
Пространственную форму детали определяет сочетание различных поверхностей. Для обеспечения обработки конструктор стремится использовать простые геометрические поверхности: плоские, круговые цилиндрические и конические, шаровые, торовые, гипоидные. Геометрическая поверхность представляет собой совокупность последовательных положений (следов) одной производящей, линии, называемой направляющей, расположенных на другой линии определяющей поверхность, называемой образующей. Например, для образования .круговой цилиндрической поверхности прямую линию (образующую) перемещают по окружности (направляющей). Линии образующая и направляющая вполне могут быть заменены одна на другую. Также любая поверхность может быть задана и другой линией (например, архимедовой спиралью задана плоскость), определяющей существования выше указанных двух.
При обработке поверхностей на металлорежущих станках образующие и направляющие, линии в большинстве случаев отсутствуют. Они воспроизводятся комбинацией движений заготовки и инструмента, скорости которых согласованы между собой. Движения резания являются формообразующими. Механическая обработка заготовок деталей машин реализует четыре метода формообразования поверхностей (копирование, касание обкатка и метод следов).,
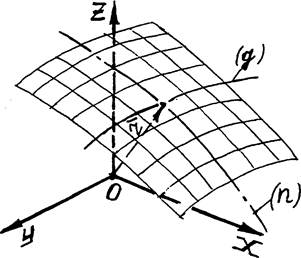
Рис.1
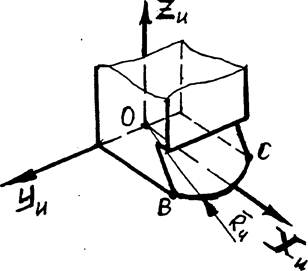
Рис.2
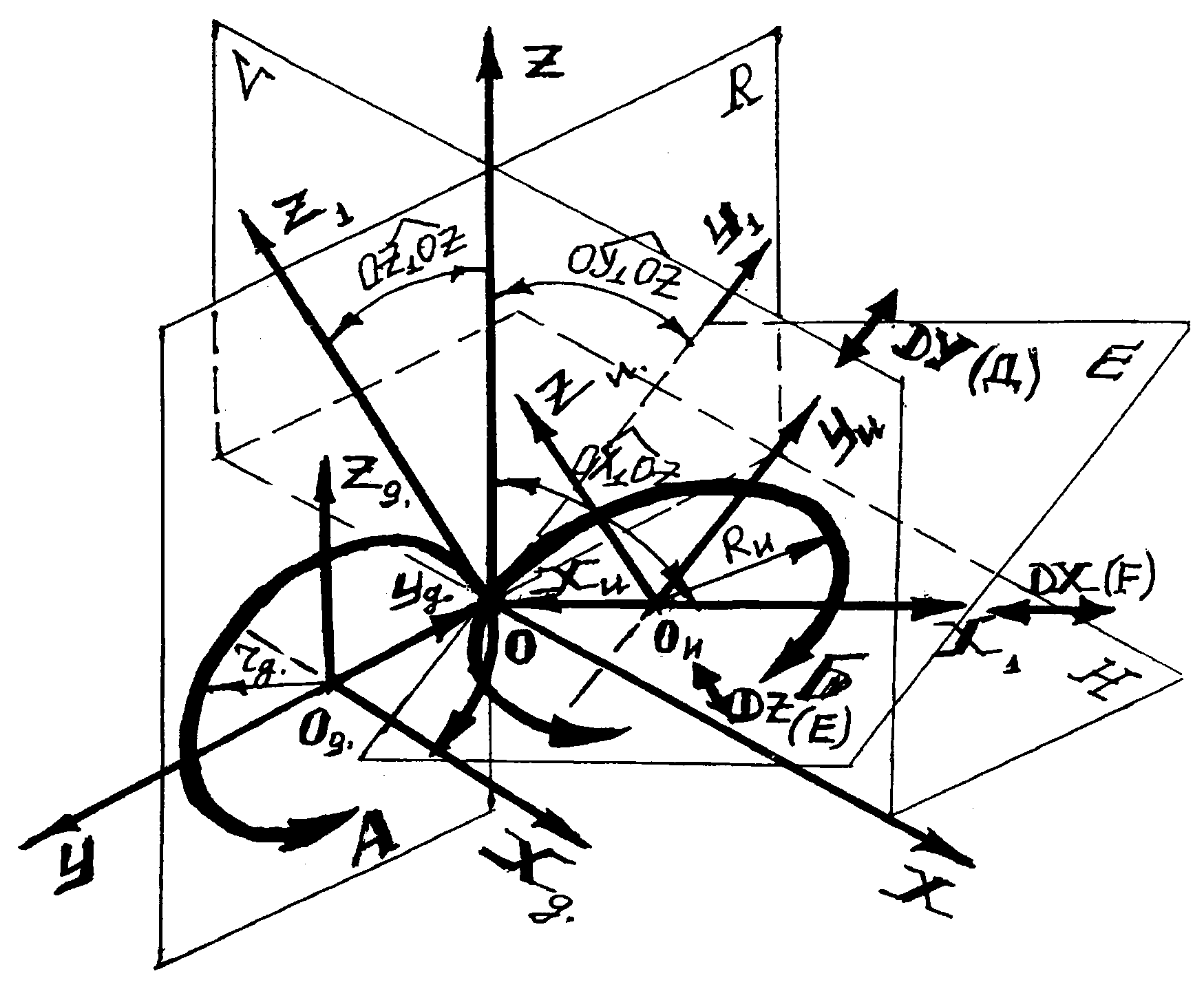
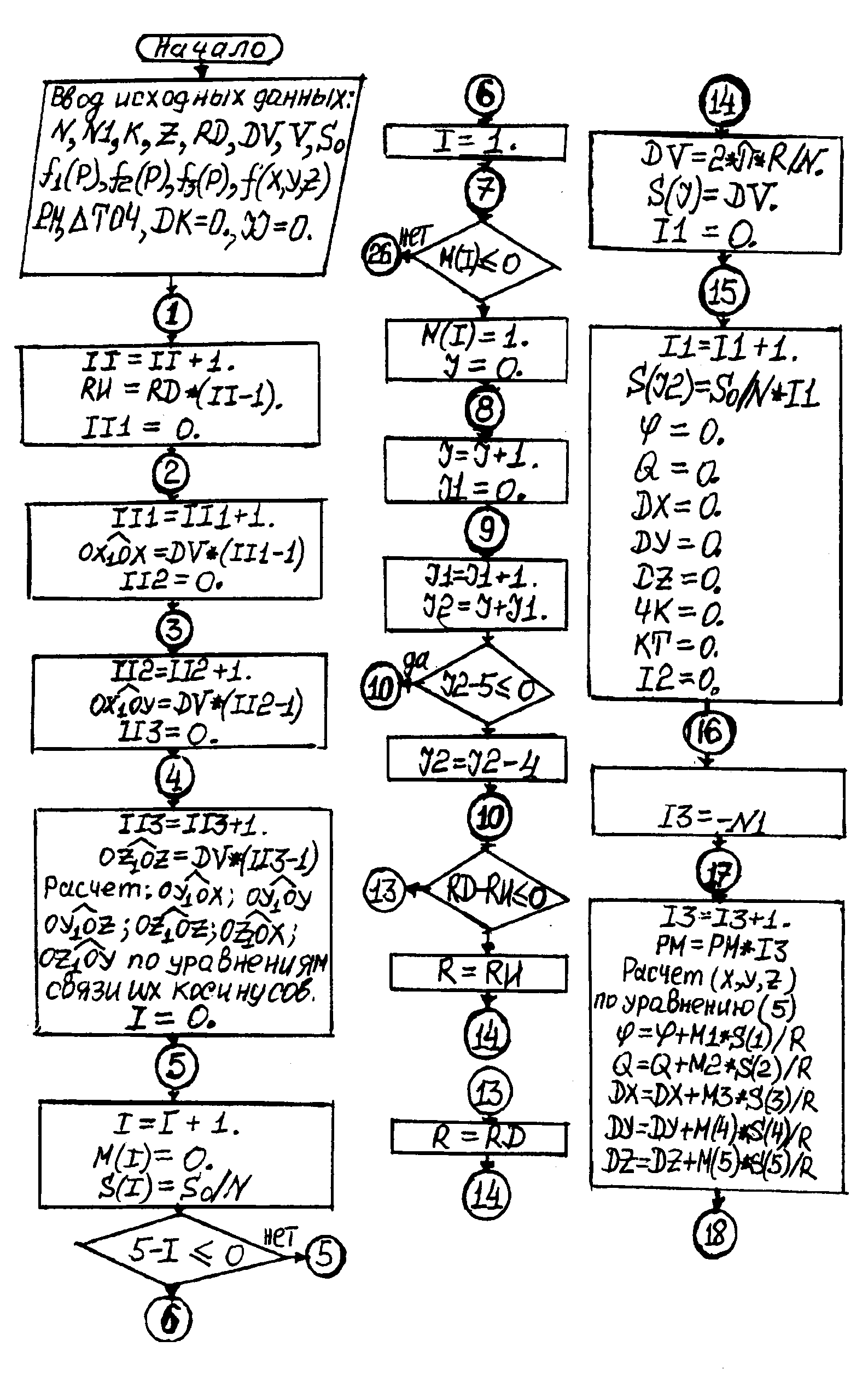
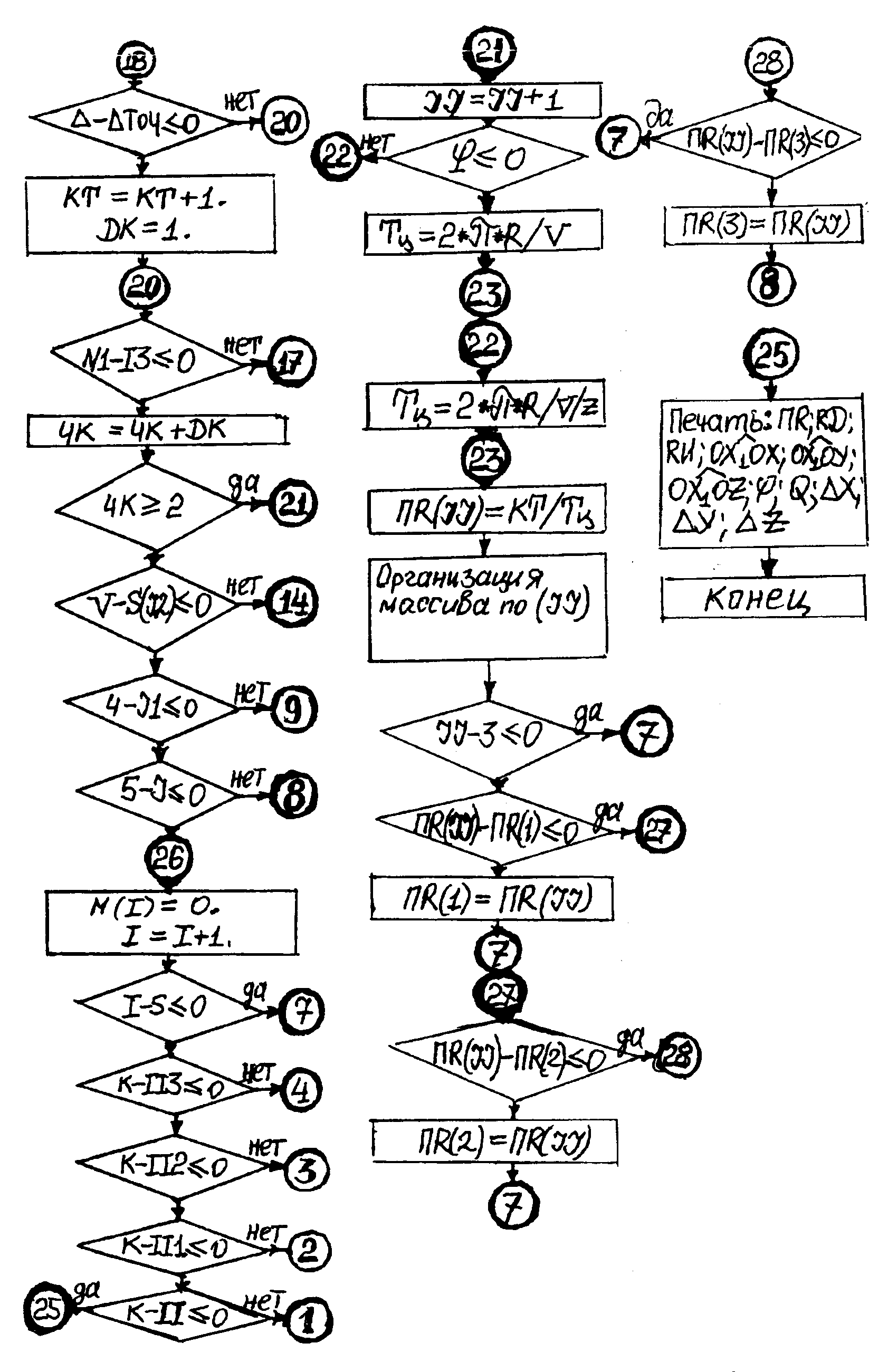
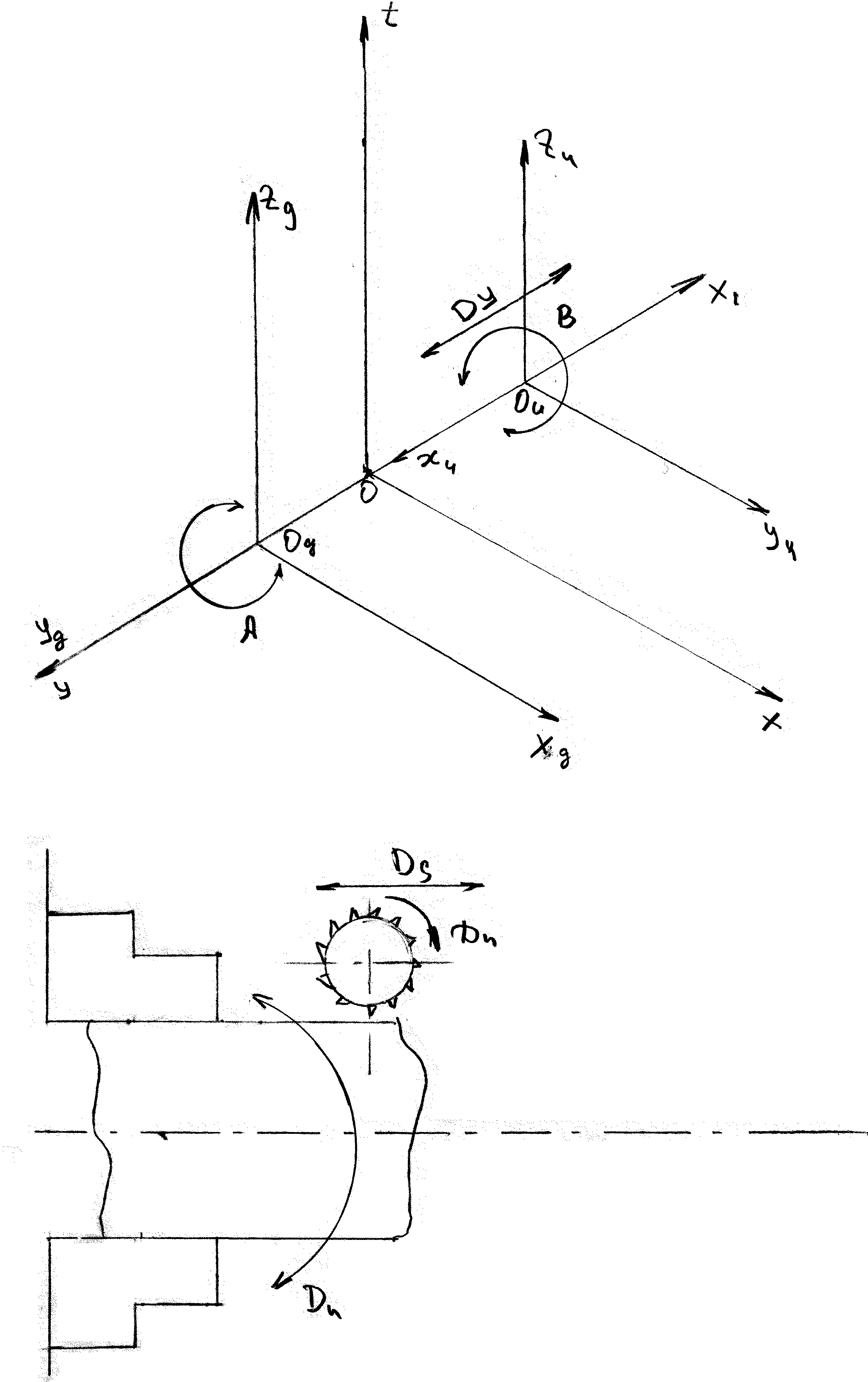
Положение инструмента относительно детали определяется положением системы координат Хц, Уц и, Zц инструмента относительно системы координат X, У, Ъ детали. Оно характеризуется 6-ю величинами: расстояниями 1х, 1у, 1х параллельного переноса начала Оц системы координат Хи, У и, 2ц вдоль осей X, V, Ъ и углами (Фхч, Ф.уч, Фги поворота системы координат Х V Ъ относительно осей Хц, Уи, 2ц.
Закон любого движения инструмента относительно детали определяется видом зависимости величин 1х, 1у, 1г, фхи, Фуи, фм от параметра движения, если параметром движения является \ , то при движении инструмента имеют место зависимости: ->
Инструмент в процессе обработки детали содержит несколько движений и каждое из них имеет свое конкретное назначение.
Срезание припуска с номинальной поверхности детали осуществляется слоями. Движения инструмента, при котором одна режущая кромка срезает один слой - называют движением резания или главным движением. Движение резания, где каждая последующая поверхность смещена относительно предыдущей, называется подачей. При выборе закона формирующих движений инструмента стремятся к тому, чтобы эти движения были наиболее простыми. Простые, легко осуществимые станком движения состоят из элементарных -прямолинейных и вращательных. Поэтому можно составить возможные принципиальные кинематические схемы, основанные на сочетании таких элементарных движений.
Сущность того или другого метода обработки определяется соотношением скоростей, осуществляемых при движении, и не зависит от того сообщается ли им движение резания и подачи инструмента или детали. Например, если при строгании движение резания сообщают резцу, то это соответствует обработке на поперечно - строгальном станке, а если детали то на продольно - строгальном станке. При сверлении на сверлильном станке вращательное движение резания совершает сверло, а на револьверном станке - деталь. Соответственно движение подачи может совершить как инструмент, так и деталь. Таким образом, для срезания припуска и формообразования поверхности детали инструмент должен совершать движения резания и подачи. Однако при обработке детали кроме этих движений инструмент осуществляет дополнительно несколько так называемых транспортных движений: подход к детали и отход от неё; холостые, обратные движения; переход от одной элементарной поверхности к другой и т.д. Эти последние не влияют на условия срезания припуска и формообразования детали, но влияют на производительность операций.
Похожие работы
... из числа принципиально, - возможных. Алгоритм существенно облегчает работу в области повышения эффективности операций механической обработки, позволяет решить эту задачу на уровне изобретений. Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин. Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и ...
0 комментариев