Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Получение биметаллических заготовок центробежным способом
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
Орловский Государственный Технический Университет
Ерошенко Александр Викторович
Получение биметаллических заготовок центробежным способом
Специальность 05.16.04 Литейное производство
Диссертация на соискание магистра технических наук
Научный руководитель
доцент, кандидат технических наук
Маркова Н.Н
Орел, 2009г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ГЛАВА I. СОСТОЯНИЕ ВОПРОСА
1.1 Современные требования, предъявляемые к качеству мелющих валков
1.1.1 Общие требования к валкам различного назначения пищевой отрасли
1.1.2 Условия эксплуатации и технические характеристики мелющих валков
1.2 Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
1.3. Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
1.4 Влияние химического состава чугуна на качество рабочего слоя валков
Выводы, цель и задачи настоящей работы
ГЛАВА II. МЕТОДИКА ИССЛЕДОВАНИЯ
2.1. Объект исследования и общие методические положения работы
2.2. Методы исследования структуры и физико-механических свойств металла отливок
Выводы
ГЛАВА III. ИССЛЕДОВАНИЕОСОБЕННОСТЕЙ ФОРМИРОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ВАЛКОВ В ПОЛЕ ДЕЙСТВИЯ ЦЕНТРОБЕЖНЫХ СИЛ
3.1 Исследование особенностей процесса затвердевания отливки в массивной изложнице
3.2 Определение кинетики затвердевания рабочего слоя валков
3.3 Влияние скорости затвердевания на свойства металла рабочего слоя валков
Выводы
ГЛАВА IV. ИССЛЕДОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МЕЛЮЩИХ ВАЛКОВ
4.1. Исследование и выбор оптимальных параметров формы для отливки мелющих валков
4.2 Оптимизация состава и способа нанесения теплоизоляционного покрытия на внутреннюю поверхность изложницы
4.3 Совершенствование конструкции заливочного устройства для отливки валков
4.4 Технологический регламент вращения формы
4.5 Термовременные параметры режима заливки двух разнородных металлов в форму
4.6 Исследование и выбор состава чугуна мелющих валков рабочего слоя
4.7 Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Выводы
ГЛАВА V. ПРОМЫШЛЕННОЕ ВНЕДРЕНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МЕЛЮЩИХ ВАЛКОВ
5.1 Внедрение разработанного технологического процесса производства мелющих валков в промышленных условиях
Выводы
ОБЩИЕ ВЫВОДЫ
Список использованных источников
Приложение
ВВЕДЕНИЕ
Задачей современного машиностроения является повышение надежности и долговечности оборудования, в том числе работающего в условиях повышенных удельных нагрузок и интенсивного износа рабочих элементов.
Подавляющее количество оборудования для пищевого машиностроения связано с переработкой продуктов аграрно-продовольственного комплекса страны, таких как пшеница, рожь, солод, кофе, какао-бобы, сахар, соль и др.
Основная нагрузка по их переработке ложится на рабочие органы размольных агрегатов - мелющие валки, от качества которых зависит производительность, энергоемкость и стабильность работы всего технологического оборудования, а также сортность выпускаемой продукции.
Преждевременный выход из строя мелющих валков приводит к остановке всего перерабатывающего оборудования, работающего в синхронном режиме, и отнимает до 25% полезного времени в связи с перевалкой валков.
Общие потери от преждевременного износа мелющих валков в пищевой отрасли страны, включающей 350 крупных мукомольных комбинатов, около 300 крупных кондитерских предприятий и несколько сотен более мелких, составляют сотни миллионов рублей в год.
Сложность технологии изготовления биметаллических заготовок мелющих валков состоит в необходимости достижения высокой твердости поверхностного рабочего слоя при наличии «мягкой» сердцевины с достаточно высокой пластичностью металла, что приводит к затруднениям при изготовлении цельной заготовки, которая должна обладать дифференцированными свойствами по сечению.
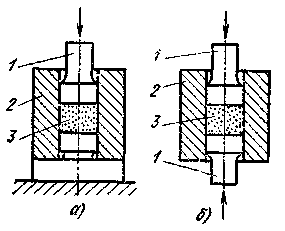
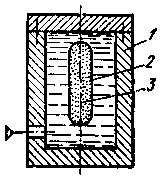
Традиционная технология изготовления заготовок мелющих валков методом «промывки» в стационарный кокиль, отличающаяся низкой эффективностью процесса, хотя и позволяет получать дифференцированную структуру по сечению отливки, однако не обеспечивает равномерной твердости и одинаковой глубины отбеленного слоя по длине и окружности валков, что является одной из основных причин их низкой эксплуатационной стойкости.
Продолжительность работы мукомольных валков отечественного производства, полученных стационарным способом, крайне низка и оценивается в 3,5...4,0 месяца до первой переточки рифлей при работе на драных системах грубого помола, в то время как валки зарубежного производства в аналогичных условиях работают в 2,0.. .2,5 раза дольше.
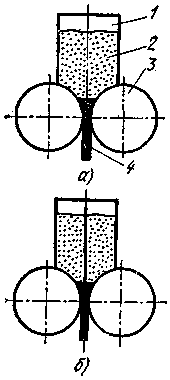
Наиболее эффективным способом изготовления мелющих валков с дифференцированной структурой является центробежное литье с последовательной заливкой во вращающуюся форму металлов рабочего и внутреннего слоев, что позволяет не только обеспечить их высокие эксплуатационные характеристики, но и в максимальной степени механизировать процесс их изготовления.
Однако, несмотря на ряд выполненных работ с участием специалистов ряда организаций, эксплуатационная стойкость мелющих валков, изготовленных способом центробежного литья, все еще не соответствует растущим требованиям пищевого машиностроения.
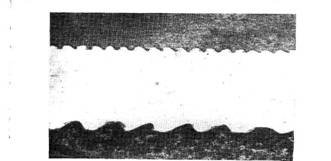
В основном это связано с отсутствием стабильной технологии применяемого способа центробежного литья, что ведет к повышенному браку по расслоению, трещинам, спаям, появлению бугристости на поверхности отливок, и связанной с этим «пятнистости», т.е. неравномерной твердости на поверхности отливки, что во многом объясняется недостаточной изученностью процесса формирования разнородных составов чугуна в поле действия центробежных сил.
В связи с этим проблема изготовления надежных и долговечных в эксплуатации, то есть конкурентоспособных мелющих валков для пищевого машиностроения, является актуальной.
Цель и задачи работы.
Целью работы является исследование особенностей технологического процесса получения заготовок мелющих валков для пищевого машиностроения методом центробежного литья с последующим внедрением полученных результатов в промышленности.
Для достижения поставленной цели решались следующие задачи:
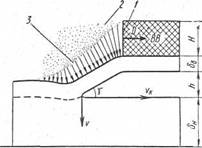
- исследование особенностей процессов заполнения и распределения жидкого металла в форме с учетом действия центробежных сил и определение их влияния на качество отливок;
- изучение кинетики и скорости затвердевания рабочего слоя валков и их влияния на структуру и свойствами металла, а также взаимосвязь их температурно-временными условиями заливки двух разнородных составов чугуна;
- разработка технологического регламента центробежного литья бочек мелющих валков по основным его параметрам: скорость и температура заливки металла, способ и режим ввода металла во вращающуюся форму, частота вращения формы, состав и способ нанесения теплоизоляционного покрытия в изложницу, интервал времени между заливками двух металлов и др.
Научная новизна работы:
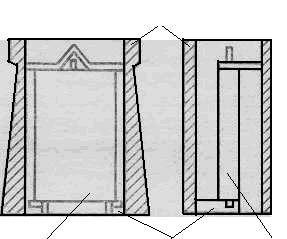
- научно обосновано использование массивной изложницы с рабочей поверхностью, облицованной самотвердеющим покрытием, толщина стенки которой соизмерима с толщиной стенки отливки, что позволило существенно повысить ее теплоаккумулирующую способность, снизить температурный перепад по отношению к отливке и повысить изотропность свойств рабочего слоя валка;
- разработан технологический регламент заливки рабочего и внутреннего слоев металла валков, обеспечивающий прочное сваривание двух разнородных металлов;
- экспериментально обосновано, что частота вращения формы должна определяться с учетом толщины заливаемого слоя металла, а не наружного диаметра отливки;
- выявлена определяющая роль термического сопротивления облицованного покрытия, которая при толщине слоя 2,0 мм позволяет обеспечить требуемую твердость и глубину отбела рабочего слоя валка; показано, что использование заливочного устройства с боковой подачей жидкого чугуна по ходу вращения формы сокращает на 20...25% период его вовлечения во вращение до частоты вращения формы, что позволяет обеспечивать получение плотной и однородной структуры рабочего слоя.
Практическая ценность и реализация работы:
разработан и внедрен на ООО «Орловский литейный завод имени Медведева» технологический регламент производства высококачественных биметаллических валков для пищевого машиностроения методом центробежного литья
Личный вклад
Автор принимал непосредственное участие в качестве технолога-литейщика ООО «Орловский литейный завод имени Медведева» под руководством специалистов ОрелГТУ и профессора д.т.н. Мирзояна на литейно-металлургической базе ФГУП «ЦНИИТМАШ» в постановке задачи работы, проведении лабораторных экспериментов и опробовании полученных результатов в промышленных условиях.
Автор непосредственно участвовал при анализе и обобщении результатов теоретических, экспериментальных и расчетных данных.
При его участии отлиты биметаллические заготовки мельничных валков на ООО «Орловский литейный завод имени Медведева»
Глава I. СОСТОЯНИЕ ВОПРОСА
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев