Навигация
Проверка базовой конструкции в макете
52138
знаков
15
таблиц
0
изображений
4.5 Проверка базовой конструкции в макете
После раскроя ткани верха, были прометаны контрольные точки и линии, затем изделие сметали. После чего одели на фигуру, подложили подплечики и расправили, совмещая линии полузаноса, в контрольных точках закалывая их булавками. Во время примерки уточнили объем, силуэт, правильность расположения вертикальных и горизонтальных линий, длину изделия и рукавов, рассмотрели изделие на некотором расстоянии, сравнивая его по замыслу с эскизом. Убедились в том соотношение длины переда и спинки располагаются отвесно, по направлению боковых швов.
После проведения примерки изделие сняли и внесли окончательные изменения. После чего обеспечилась «хорошая посадка» изделие по фигуре, т.е. плотное совмещение опорных поверхностей одежды и фигуры при отсутствии искажений структуры материала в виде дефектов.
Дефектов во время примерки выявлено не было.
4.6 Разработка модельной конструкции и её апробация в макете
После раскроя ткани верха, подкладки и приклада были прометаны контрольные точки и линии, затем изделия сметали. После чего одели на фигуру, подложили подплечики и расправили, совмещая линии полузаноса, в контрольных точках закалывая их булавками. Во время примерки уточнили объем, силуэт, правильность расположения вертикальных и горизонтальных линий, длину изделия и рукавов, рассмотрели изделие на некотором расстоянии, сравнивая его по замыслу с эскизом. Убедились в том соотношение длины переда и спинки располагаются отвесно, по направлению боковых швов.
После проведения примерки изделие сняли и внесли окончательные изменения. После чего обеспечилась «хорошая посадка» изделие по фигуре, т.е. плотное совмещение опорных поверхностей одежды и фигуры при отсутствии искажений структуры материала в виде дефектов.
Во время примерки конструктивных дефектов не обнаружено, выявлены технологические дефекты такие, как некачественная посадка рукава, не выправленный кант на участке лацкана. Дефекты устранены.
Для изготовления лекал проектируемой модели и получения желаемой формы на базовую конструкцию наносят модельные особенности следующим образом (моделирование первого и второго рода):
Спинка:
1) Размоделирование плечевой вытачки на плечевую накладку: от центра плечевой вытачки (т.22) провести касательную линию к пройме, выполнить разрез по этой линии и разрезать одну сторону вытачки, после чего закрыть вытачку на 1,0 см
2) Размоделирование плечевой вытачки на более плотное прилегание горловины спинки к спине: от центра плечевой вытачки (т.22) провести касательную линию к средней линии спинки, выполнить разрез по этой линии и разрезать одну сторону вытачки, после чего закрыть вытачку на 0,5см. Оставшийся раствор плечевой вытачки сутюжится.
3) Провести линию рельефа и перенести вытачку в рельеф.
4) Сместить средний срез по линии талии на 1,0см для более плотного прилегания к спинке.
5) Сместить боковой срез так, чтобы он оказался по центру.
Перед:
1) Размоделирование нагрудной вытачки: от центра нагрудной вытачки (т.36) провести касательную линию к пройме, выполнить разрез по этой линии и разрезать одну сторону вытачки, после чего закрыть вытачку.
2) Провести линию рельефа и перенести вытачку в рельеф
3) Оформить линию застёжки, линия полузаноса равна 2,0 см.
4) Построить воротник пиджачного типа
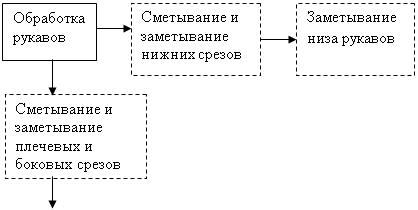
Рукав двухшовный, с передним и локтевым швами.
Построение МК представлено на рисунке 4.1.
4.7 Отработка конструкции на технологичность и экономичность
Спинка и полочка расчленяются на центральную часть и боковые части в соответствии с эскизом. Выполнена хорошая накладываемость срезов. Количество перехватов сведено к минимуму. Выполнено точное и обоснованное распределение контрольных знаков.
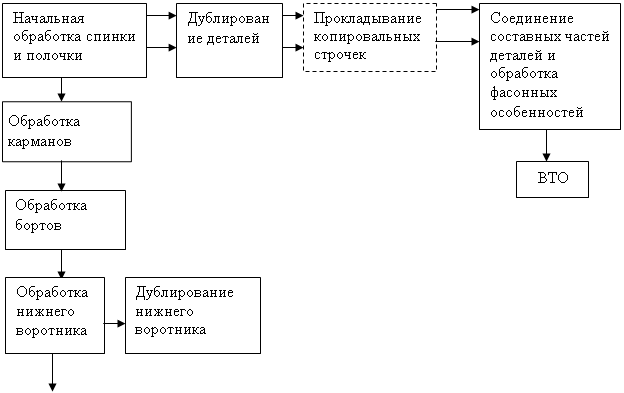
В соответствии с тем, что изделие изготавливалось на машинках 1022 класс и 51А класс была выбрана следующая обработка.
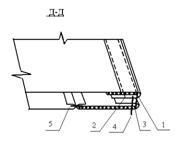
Для уменьшения толщины в швах рельефов изделия были использованы стачные швы с разутюживанием срезов.
За счет наличия рельефов на переде и спинке обеспечилось одновременное обрабатывание нескольких деталей и прилегание изделия по фигуре, что уменьшило формирование детали при ВТО.
Проведена проверка срезов по линии низа и линии талии на сопряженность, что обеспечит высокое качество швейного изделия.
Конфигурация линий внутреннего членения является обоснованной, она осуществляется в соответствии с эскизом. Для узлов изделия выбран конструктивный способ формообразования как самый рациональный.
Линии внутреннего членения обеспечивают накладываемость срезов соединяемых деталей таких, как центральная часть спинки с боковой частью спинки и центральная часть полочки с боковой частью полочки по срезам рельефов, по боковым швам. Число перехватов на чертеже минимально. На соединяемых деталях существуют четкие ориентиры. Линии членения на подкладке отличны от линий членения на деталях верха, это позволяет сократить затраты времени на обработку изделия.
5. РАБОЧИЙ ПРОЕКТ
5.1 Построение чертежей лекал деталей изделия
В соответствии с конструкцией проектируемой модели и технологической обработки изделия были определены следующие величины технологических припусков, которые представлены в таблице 5.1.
5.1.1 Построение основных лекал.
Построение основных лекал выполняют на основе чертежа модельной конструкции. Линии чертежа обозначают тонкими линиями, линии припусков на швы – жирной сплошной линией. Чертежи выполняют так, чтобы при их использовании требовался минимум конструктивных документов. Контуры лекал оформляют с учетом технологической обработки, в соответствии с конструкцией шва, определяемой ОСТ 17-835-80 «Изделия швейные. Технические требования к стежкам, строчкам и швам». Или в ряде случаев определяют с применяемым оборудованием.
Построение основных лекал представлено в приложении 3.
Похожие работы
... этом массу изделия. Рисунок 4 - Графические модели методов обработки основных узлов женского жакета Метод 1 Метод 2 Метод 3 Рисунок 5. Графические модели методов обработки заданного узла (накладной карман на подкладке) 5.3 Выбор и оценка методов обработки заданного узла изделия (накладной карман на подкладке) Технология обработки швейных изделий изменены с ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...

... ее устойчивость, удобство в носке, износостойкость, легкость ухода при эксплуатации, т.е. высокое качество швейного изделия. Производство одежды начинают с выбора подходящих моделей одежды для уже выбранного материала или с выбора материалов, необходимых для изготовления предложенных моделей. В данной работе предлагается выбрать материал, исследовать и оценить его свойства, предложить подходящие ...
... Пyi, рассчитывается по формуле: (3) Где М - суммарная максимально возможная оценка показателя, М= Зхп. По результатам практики, по каталогам и журналам мод приведены эскизы женских брюк. Представлено 8 моделей из разнообразных тканей. Анализ моделей проведён в табл. 1 № п/п Наименование требований Номера моделей аналогов Суммарная оценка Сji, баллы % удовлетворён ности Пyj ...
0 комментариев