Навигация
Расчет режимов резания при сверлении
33465
знаков
10
таблиц
4
изображения
5. Расчет режимов резания при сверлении
По справочнику находим, что при сверлении сплавов алюминия быстрорежущими сверлами при диаметре сверла от 2 мм до 7 мм оптимальная стойкость инструмента ![]() мин.
мин.
По справочнику находим, что при сверлении сплавов алюминия сверлами с диаметром от 2 до 6 мм подача S0=0,2 мм/об и соответственно:
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
При обработке сплавов алюминия быстрорежущими сверлами коэффициент на качество обрабатываемого материала:
 .
.
По справочнику находим, что поправочный коэффициент на инструментальный материал ![]() .
.
По справочнику находим, что при отношении длины сверления к диаметру сверления менее трех ![]() .
.
Подставляя полученные значения в формулу скорости резания при сверлении, получаем для сверл разных диаметров:
Для отверстия диаметром Ø4мм:

Для отверстия диаметром Ø4,5мм:

6. Расчет величины осевой силы ![]() и крутящего момента
и крутящего момента![]()
При сверлении сплавов алюминия значение коэффициента ![]() определяется по формуле:
определяется по формуле:
![]() , где
, где ![]() .
.
![]() Н/мм
Н/мм
Подставляя попеременные значения в формулы осевой силы и крутящего момента, получаем ![]() и
и ![]() .
.
По справочнику находим, что для сплавов алюминия с![]() Н/мм2
Н/мм2
![]() ;
; ![]() ;
; ![]() .
.
![]() ;
; ![]() ;
; ![]() X=2
X=2
![]()
![]()
Для отверстия диаметром Ø4 мм:
![]() Н
Н
![]() Н*мм
Н*мм
Для отверстия диаметром Ø4,5 мм:
![]() Н
Н
![]() Н*мм
Н*мм
7. Описание работы штампа последовательного действия

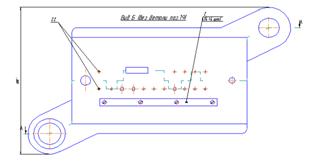
Рис.2. Штамп пробивки.
Основные элементы штампа для пробивки показаны на рис.2. Штамп состоит из нижней неподвижной плиты 4, к которой штифтами 20 и винтами 16 прикрепляется матрица 1. На матрице установлены направляющая 2, служащая для направления полосы, и упоры 22.
Конструктивной основой верхней подвижной части штампа является верхняя плита 3, прикрепляемая к ползуну пресса при помощи хвостовика 13. К верхней плите при помощи штифтов 21 и винтов 16 прикреплен пуансонодержатель 11 и пуансоны 7-10. Между пуансонами и верхней плитой установлена закаленная прокладка 5. Съемник 12 (крепится винтами 17) и резина 6 служат для съема полосы с пуансонов при ходе подвижной части штампа вверх после пробивки детали. Верхняя и нижняя части штампа ориентируются при помощи колонок 19 и втулок 18. Работает штамп следующим образом.
Заготовка, в которой пробиваются отверстия, вручную подается в штамп и направляется при помощи направляющей 2 до упоров 22. При движении подвижной части вниз съемник 12 подходит к заготовке и останавливается. При дальнейшем движении подвижной части резина сжимается, пуансоны выдвигаются из съемника, при этом пуансоны 7-10 производят пробивку отверстий заготовки. Отход, полученный при пробивке отверстий, проваливается вниз через отверстия. В крайнем нижнем положении пуансоны на некоторой длине находятся в отверстиях матрицы, а заготовка - надета на пуансоны.
При движении подвижной части вверх резина распрямляется, при этом съемник перемещается относительно пуансонов вниз и снимает с них заготовку, которая остается на матрице.
0 комментариев