Навигация
Министерство образования Российской Федерации Уральский государственный технический университет - УПИ Кафедра «Технология машиностроения» КУРСОВОЙ ПРОЕКТ







по "Режущему инструменту"
Студент гр. М-462а Масино П.А.
Руководитель Ничков А.Г.
Екатеринбург
2004
Содержание
1. Проектирование червячной модульной фрезы
1.1 Тип червячной модульной фрезы.
1.2 Конструктивные, геометрические и расчетные параметры червячных модульных фрез:
1.3 Определение размеров профиля зубьев червячной модульной фрезы
2. Проектирование протяжки для обработки цилиндрического отверстия
2.1 Выбор материала протяжки
2.2 Выбор геометрических параметров
2.3 Определение припуски под протягивание
2.4 Выбор хвостовика
2.5 Определение формы и размеров зубьев протяжки
Список используемой литературы.
1. Проектирование червячной модульной фрезы
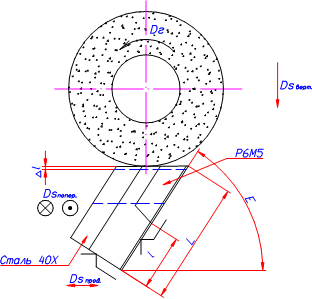
Червячные модульные фрезы предназначены для нарезания цилиндрических эвольвентных зубчатых колес наружного зацепления с прямыми и винтовыми зубьями.
Червячная фреза представляет собой превращенный в режущий инструмент червяк, у которого для образования режущих кромок прорезаны стружечные канавки и затылованы задние поверхности зубьев.
Исходные данные: модуль m=2мм; коэффициент высоты головки зуба 0,8; число зубьев нарезаемого колеса Z1=20; степень точности нарезаемого колеса 8; материал сталь45.
Расчет фрезы:
1.1 Тип червячной модульной фрезы.
Принимаем фрезу типа2-фреза цельная, модуль m=2мм, класс точности А.
1.2 Конструктивные, геометрические и расчетные параметры
червячных модульных фрез:
Высота головки зуба колеса:
h'=0,8∙m=0,8∙2=1,6мм
Высота ножки зуба колеса:
h''=1,25∙m=1,25∙2=2,5мм
Профильный угол нарезаемого колеса α=20˚
Наружный диаметр червячной фрезы принимаем по (таблице 4) De=63мм
диаметр посадочного отверстия d=27мм
диаметр буртика dб=40мм
длина фреза L=90мм
ширина буртика lб=4мм
число стружечных канавок Zи=12
ширина шпоночного паза bш=6мм
глубина шпоночного паза t=29,4мм
угол профиля стружечной канавки (табл. 5) ε=18˚
для чистовой фрезы передний угол γ=0˚
задний угол на вершине зуба αв=10˚
tgαб=tg αв∙sinα=tg10˚∙ sin20˚=0,1763∙0,342=0,0602
αб=3,45˚
Величина затылования
![]()
принимаем К=3.
Величина дополнительного затылования
![]() (1,2÷1,5) К=(1,2÷1,5)∙3=3,6÷4,5
(1,2÷1,5) К=(1,2÷1,5)∙3=3,6÷4,5
принимаем К1=4,5.
![]()
принимаем С=6мм.
Длина фрезы:
L=2∙h'∙ctgα+x∙tн+2lб; L=2∙1,6∙ctg20˚+7∙6,28+2∙4=8,7936+43,96+8=60,75мм
где: х=7мм-коэффициент запаса на осевую перестановку фрезы.
tн= π∙m=3,14∙2=6,28мм-шаг по нормали.
принимаем фрезу исполнения 2; L=90мм.
Длина шлифованной части отверстия
l=(0,2-0,3)∙L=(0,2-0,3)∙90=18-27мм.
принимаем l=25мм.
Средний расчетный диаметр фрезы
Dр=Dе-2h'и-0,3К=63-2∙2,5-0,3∙3=57,1мм.
Высота головки зуба фрезы:
h'и= h''=2,5мм
Высота ножки зуба фрезы:
h''и= h'+0,25m=1,6+0,25∙2=2,1мм
Высота зуба фрезы:
hи= h'и +h''и=2,5+2,1=4,6мм
Угол подъема витков червячной фрезы
sinτ =![]() , τ =1˚57'
, τ =1˚57'
принимаем правозаходную фрезу.
Так как τ =1˚57'<2˚- стружечные канавки выполняем прямыми, β=0˚
Глубина стружечной канавки
![]()
Радиус дна стружечной канавки
![]()
принимаем r=1,5мм
Шаг по оси α
![]()
Угол подьема следа пересечения винтовой поверхности червяка с поверхностью основного цилиндра
cos τ0= cos τ+ cos α=0,9994∙0,9396=0,939; τ0= 20˚18'
Радиус основного цилиндра:
![]()
Похожие работы
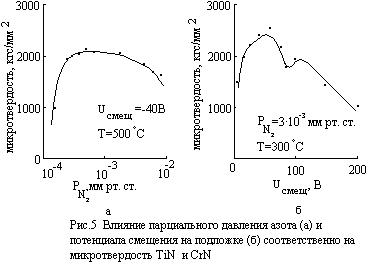
... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...
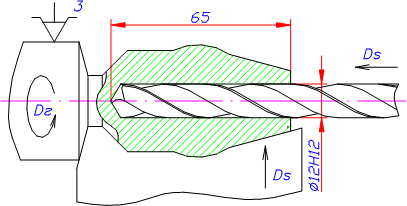
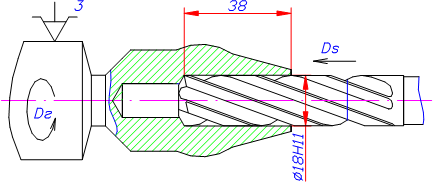
... стружки при полностью сточенном сверле; lр – длина режущей части сверла lр = 0.3·dсв = 0.3·12 = 3,6 мм; lк – длина стружечной канавки; D = 10 мм; lо = 130-30-10-3,6=86,4 мм. Число переточек: n = lo/Dl = 86,4/0,8 = 108 переточка. Dl – величина стачивания за одну переточку. 6. Проектирования зенкера. Обоснование использования инструмента. Зенкер предназначен для обработки отверстия в литых ...
... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
... инструмента скорее важно знать не только среднюю температуру на его площадках контакта, но также значение температур в каждой точке кромки. В настоящей работе исследования законов распределения температур на передней поверхности кромки осуществляются в зависимости от параметров инструмента Для решения указанной задачи используется один из самых широко распространенных аналитических методов - ...
0 комментариев