Навигация
Порядок розбирання лебідки
27538
знаков
1
таблица
0
изображений
4. Порядок розбирання лебідки
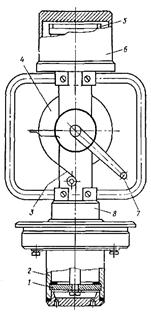
Лебідка розбирається на наступні вузли: підйомний вал, трансмісійний вал, вал трансмісії ротора, гідравлічне гальмо і бак гідравлічного гальма.
Перед зняттям вузлів за допомогою підйомного крана в цілях безпеки робіт необхідно перевірити, чи всі кріпильні болти звільнені від гайок.
Розбирання підйомного валу проводиться на гідравлічному пресі, для чого вал укладається на спеціальних стійках преса.
Підйомний вал розбирають в наступній послідовності: знімають деталі пневмокерування, розбирають болтові з'єднання, знімають диск і шинно-пневматичну муфту ШПМ-1070, знімають за допомогою преса ступицю, потім відгвинчують гайки і виймають болти, легкими ударами молотка знімають барабан муфт ШПМ-1070 і зірочку, від'єднують кришки підшипників ступеці і за допомогою гвинтового знімача стягують з валу ступецю з роликовими підшипниками. Останнім з лівого боку барабана знімають корінний підшипник, для чого спочатку від'єднують від корпусу кришку підшипника, знімають корпус, а потім за допомогою преса знімають підшипник.
Після цього вал повертають на 180° і розбирають інший кінець валу. Знімають за допомогою преса кулачкову муфту і зірочку, від'єднують кришки від корпусу корінного підшипника, знімають корпус, за допомогою преса знімають корінний підшипник, потім розпірну втулку, відгвинчують болти і легкими ударами молотка знімають зірочку, останньою знімають
кулачкову муфту.
Після того, як з обох кінців валу зняті деталі, знімають гальмівні шківи барабана, для чого відгвинчують гайки і вибивають болти, а потім ударами кувалди збивають шківи. Після цього за допомогою преса випресовують з барабана вал.
Після розбирання підйомного валу всі його деталі промиваються і поступають на контроль. На контролі деталі перевіряються відповідно до технічних умов на вибраковування і сортуються на придатні деталі, деталі, що підлягають відновленню, і непридатні, а також складається дефектна відомість на підйомний вал.
Розбирання гідравлічного гальма проводиться в наступній послідовності: знімають кулачкову муфту, кришки, потім з кришок корпусу гідрогальма витягують стакани за допомогою двох віджимних болтів, які угвинчуються в різьбові отвори у фланцях стаканів. Після цього знімають кришки з корпусу статора гідрогальма і витягують з корпусу ротор. Потім за допомогою гвинтового знімача знімають з валу внутрішні обойми роликових підшипників. Далі за допомогою гідравлічного преса знімають з валу колесо. Деталі очищаються від іржі і поступають на контроль.
5. Дефектування деталей і складання дефектної відомості
Очищені від бруду деталі розібраного для ремонту устаткування поступають на дефектацію, основне призначення якої полягає у визначенні величини і характеру зносу, а також можливості подальшого використання деталей. При дефектуванні деталей бурового устаткування керуються технічними умовами на розбраковувану деталей. У технічних умовах на розбраковану вказуються способи виміру робочих поверхонь деталі і виявлення дефектів, вибраковані і допустимі величини зносу робочих поверхонь і дефектів, приводяться рекомендації по ремонту і відновленню деталей.
При дефектуванні деталей необхідно враховувати економічну доцільність ремонту з тим, щоб вартість відремонтованої деталі не перевищувала вартості нової.
Дефектування складається з трьох операцій: контролю, сортування і маркіровки.
Контроль деталей проводиться в певній послідовності. Спочатку зовнішнім оглядом виявляються зовнішні дефекти деталей: злами, вм'ятини, тріщини, кривизна, задираки і так далі, при цьому деталі обстукують, внаслідок чого визначається щільність посадки шпильок і штифтів, наявність тріщин і тому подібне. При легкому постукуванні щільно сполучені деталі або деталі, що не мають тріщин, видають металевий дзвінкий звук, а при нещільному з'єднанні або наявності тріщин - глухий звук, що деренчить. Зовнішній огляд є попереднім, в результаті якого визначається необхідність в точнішому методі контролю.
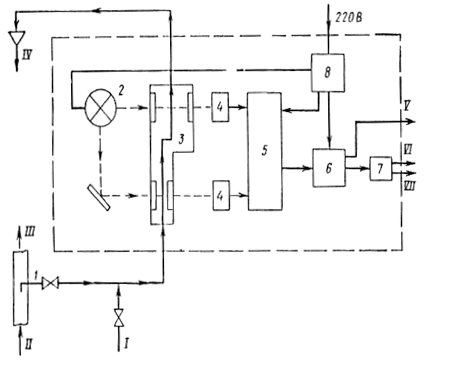
Бурове устаткування працює в складних умовах, відповідальні деталі якого випробовують ударні і змінні навантаження, унаслідок чого можуть виникнути приховані втомні тріщини. Тому при дефектуванні деталей бурового устаткування широко застосовуються методи виявлення тріщин за допомогою гасу і магнітного порошку. Останніми роками ці методи почали замінюватися ультразвуковою дефектоскопією, високою точністю, що характеризується, продуктивністю, а також здатністю виявляти внутрішні дефекти, які не виходять на поверхню деталі. Для перевірки деталей бурового устаткування застосовується імпульсний ультразвуковий дефектоскоп типу УДМ-1М. Прилад має невелика вага, близько 14 кг, і легко транспортується. Живиться від електромережі змінного струму 110,127 і 220 В. Прибор дозволяє виявити дефекти(раковини, розслоення, зони рихлості, тріщини та інші) на глибині до 2500 мм. Погрішність вимірювання глибини залягання і величини дефектів не перевищує 2% повного значення шкали вибраного діапазону. Приладом користуються для перевірки бурового устаткування безпосередньо на буровій, а також в ремонтно-механічних майстернях і на ремонтних заводах.
Розміри і геометричну форму деталей (величину зносу, прямолінійність, овальність і т.д.) перевіряють як універсальними вимірювальними інструментами і приладами (лінійки, кронциркулі, штангенциркулі, мікрометри, індикатори, щупи і ін), так і спеціальними (шаблони, штан-гензубомірами і ін).
Овальність і конусність циліндрових деталей перевіряється штангенциркулем, мікрометром і індикатором на призмах. Овальність шийки валу визначається різницею діаметрів, зміряних в двох взаємно перпендикулярних площинах, а величина конусності - різницею діаметрів, зміряних в двох перетинах в одній площині, віднесеній до довжини між перетинами, що заміряються. Придатність отворів встановлюється за допомогою нутромірів і індикаторів. Вимірювання проводяться аналогічно вимірюванням зовнішніх циліндрових поверхонь.
Прямолінійність, паралельність і величину зносу плоских поверхонь перевіряють, вимірюючи лінійкою, штангенциркулем, мікрометром або іншим приладом відстань між площинами, що перевіряються із базовою. Величину зносу площин можна зміряти також за допомогою щупа величиною зазору між площиною деталі і перевірочною лінійкою.
Придатність зубчатих коліс по зносу зубів визначається штанген-зубоміром, спеціальною контрольною скобою або штангенциркулем. Штангенциркулем проводиться вимірювання трьох-чотирьох зубів і вимірювання по хорді початкового кола.
Після контролю деталі сортують і маркірують. Залежно від дефектів деталі сортують на три групи: придатні, такі, що вимагають ремонту або відновлення, і непридатні. Підставою для віднесення деталей до однієї з груп є технічні умови на розбраковувану деталей при ремонті.
Деталі в процесі сортування маркіруються фарбами: придатні білою або не фарбуються, такі, що вимагають ремонту або відновлення - жовтою або зеленою і непридатні - червоною. На придатні деталі фарба наноситься на неробочі поверхні. На деталі, що вимагають ремонту або відновлення, фарба наноситься на місця, які підлягають ремонту або відновленню. На непридатних деталях фарбою наголошуються дефектні місця, по яких деталь отбракована.
Результати дефектації заносяться в дефектувальні відомості, які складаються на кожну розібрану для ремонту машину. На підставі дефектувальної відомості уточнюється потреба в запасних частинах і матеріалах, об'єми робіт по ремонту устаткування і відновленню зношених деталей.
Після складання дефектувальної відомості придатні деталі передаються на склад запасних частин; деталі, що вимагають ремонту або відновлення, - в механічний цех; а непридатні деталі відправляються на майданчик для металобрухту.
Дефектна відомість бурової лебідки
| Деталь | Дефект | Вимірювальні пристрої | Кількість деталей | |
| Відновлених | Замінених | |||
| 1. Пружина | Розтягнення, трішини | Візуально | - | 1 |
| 2. Шестерня | Спрацювання поверхні зубів, ламання зубів | Штангенциркуль, шаблони | 2 | - |
| 3. Проміжний вал | Корозія, подряпини, згин. | Візуально | 1 | - |
| 4. Гальмівний шків | Спрацювання по поверхні, корозія | Візуально | 2 | - |
| 5. Підшипники | Спрацювання тіл кочення і бігових доріжок | Штангенциркуль | - | 10 |
| 6. Корпус | Тріщини | Візуально | - | 1 |
| 7. ШПМ | Значні спрацювання | Візуально | - | 1 |
| 8. Підйомний вал | Спрацювання по діа метру, спрацювання шпоночних зєднань | Штангенциркуль шаблон | 1 | - |
| 9. Ланцюг | Розтягнення, зношення роликів | Візуально | 3 | - |
Похожие работы

... риски; - способи управління ризиком; - оцінка вартості і економії при прийнятті певних способів управління ризиком; - рекомендації по ухваленню рішень. Отже класифікаційні суспільства грають важливу роль в забезпеченні безпеки судноплавства проводячи найважливішу роботу по систематизації і аналізу аварійності з метою впровадження на практиці сучасних рішень, отриманих на основі цих досліджень. ...
... плані велике значення мають вивчення і поширення досвіду механізованої видобутку руди на вітчизняних і зарубіжних підприємствах. Опис системи розробки системи поверхово-примусового обвалення Застосовується система поверхово-примусового обвалення на горизонтальні компенсаційні камери. Обвал проводяться відразу на всю висоту поверху. Підготовка основного горизонту польова, ортов тупикова. Для ...
... колону над замком. Зовнішній діаметр протектора перевищує діаметр замку. Центратор є опорно-центруючий елемент, який створює проміжну опору бурильної колони об стінки свердловини для зменшення прогинання КНБК. Центратор включають в конструкцію низу, що обважнює, і між секціями забійного двигуна. Місце установки центратора визначають розрахунковим шляхом або по заздалегідь розрахованих таблицях. ...
... ів залежить від правильності їх формування і застосування, що вимагає постійного детального аналізу стану і ефективності використання основних фондів в умовах конкретного підприємства. 3.1 Аналізу стану основних фондів Стан основних фондів є найважливішим елементом, який характеризує загальний стан матеріально-технічної бази підприємства і значною мірою ...
0 комментариев