Навигация
Призначаємо період стійкості всіх інструментів Т = 60 хв
6866
знаков
1
таблица
1
изображение
8. Призначаємо період стійкості всіх інструментів Т = 60 хв.
9. Визначимо розрахункову швидкість різання за формулою:
![]() ,
,
Значення коефіцієнта СV та показників степенів в цій формулі визначаємо за [1, табл. 17, с. 269] в залежності від виду обробки, матеріалу різальної частини, оброблюваного матеріалу:
9.1. СV = 47, x = - , y = 0,8, m = 0,2.
9.2. СV = 350, x = 0,15, y = 0,35, m = 0,2.
9.3. СV = 47, x = - , y = 0,8, m = 0,2.
9.4. СV = 420, x = 0,15, y = 0,2, m = 0,2.
9.5. СV = 350, x = 0,15, y = 0,35, m = 0,2.
9.6. СV = 420, x = 0,15, y = 0,2, m = 0,2.
Загальний поправочний коефіцієнт на швидкість різання:
![]() .
.
В цій формулі:
За [1, табл. 1, с. 261] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
![]() , де
, де ![]() = 1 і
= 1 і ![]() – за [1, табл. 2, с. 262].
– за [1, табл. 2, с. 262].
За [1, табл. 5, с. 263] визначаємо поправочний коефіцієнт, що враховує вплив стану поверхні заготовки на швидкість різання: ![]() .
.
За [1, табл. 6, с. 263] визначаємо поправочний коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання: ![]() .
.
Отже, розрахункова швидкість різання для кожного з переходів:
9.1. ![]() (м/хв).
(м/хв).
9.2. ![]() (м/хв).
(м/хв).
9.3. ![]() (м/хв).
(м/хв).
9.4. ![]() (м/хв).
(м/хв).
9.5. ![]() (м/хв).
(м/хв).
9.6. ![]() (м/хв).
(м/хв).
10. Розрахункова частота обертання інструменту:
![]()
10.1. ![]() (об/хв).
(об/хв).
10.2. ![]() (об/хв).
(об/хв).
10.3. ![]() (об/хв).
(об/хв).
10.4. ![]() (об/хв).
(об/хв).
10.5. ![]() (об/хв).
(об/хв).
10.6. ![]() (об/хв).
(об/хв).
11. Коректуємо розрахункові значення частоти обертання шпинделя за паспортними даними верстата з умови:
![]() :
:
11.1. ![]() об/хв.
об/хв.
11.2. ![]() об/хв.
об/хв.
11.3. ![]() об/хв.
об/хв.
11.4. ![]() об/хв.
об/хв.
11.5. ![]() об/хв.
об/хв.
11.6. ![]() об/хв.
об/хв.
12. Визначимо дійсну швидкість різання:
![]() :
:
12.1. ![]() (м/хв).
(м/хв).
12.2. ![]() (м/хв).
(м/хв).
12.3. ![]() (м/хв).
(м/хв).
12.4. ![]() (м/хв).
(м/хв).
12.5. ![]() (м/хв).
(м/хв).
12.6. ![]() (м/хв).
(м/хв).
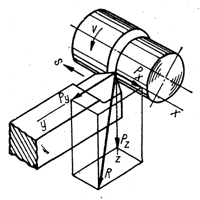
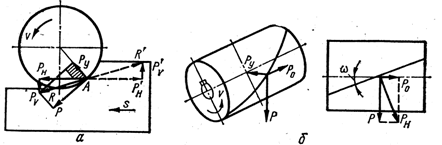
13. Визначимо значення складових сили різання:
![]() ,
,
де ![]() - коефіцієнт, що враховує вплив механічних властивостей оброблюваного матеріалу та геометричних параметрів інструменту.
- коефіцієнт, що враховує вплив механічних властивостей оброблюваного матеріалу та геометричних параметрів інструменту.
Значення коефіцієнта Ср та показників степенів визначаємо за [1, табл. 22, с. 273].
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [1, табл. 9, с. 264]:
![]() .
.
Решта поправочних коефіцієнтів (на геометричні параметри інструменту) знаходиться за [1, табл. 23, с. 275].
Отже, складові сили різання для кожного переходу:
3.1. ![]() (Н).
(Н).
![]() (Н).
(Н).
![]() ------------
------------
13.2. ![]() (Н).
(Н).
![]() (Н).
(Н).
![]() (Н).
(Н).
13.3. ![]() (Н).
(Н).
![]() (Н).
(Н).
![]() ------------
------------
13.4. ![]() (Н).
(Н).
![]() (Н).
(Н).
![]() (Н).
(Н).
13.5. ![]() (Н).
(Н).
![]() (Н).
(Н).
![]() (Н).
(Н).
13.6. ![]() (Н).
(Н).
![]() (Н).
(Н).
![]() (Н).
(Н).
14. Перевіряємо осьові сили за допустимою силою механізму подачі. Жодна із складових РХ для кожного з переходів не перевищує допустиме значення [РХ ] = 6 кН.
15. Визначаємо потужність різання для кожного переходу:
![]() :
:
15.1. ![]() (кВт).
(кВт).
15.2. ![]() (кВт).
(кВт).
15.3. ![]() (кВт).
(кВт).
15.4. ![]() (кВт).
(кВт).
15.5. ![]() (кВт).
(кВт).
15.6. ![]() (кВт).
(кВт).
16. Визначаємо потужність на шпинделі верстата:
![]() (кВт).
(кВт).
Перевіряємо розраховані режими різання за потужністю з умови:
![]()
Як видно, на 5-му переході відбувається перевантаження, оскільки потужність різання перевищує допустиму потужність шпинделя.
Визначаємо коефіцієнт перевантаження:
![]()
Призначаємо для цього переходу менше значення частоти обертання, при якому виконуватиметься умова ![]()
![]() (об/хв),
(об/хв),
фактично за паспортом верстата приймаємо ![]() об/хв.
об/хв.
17. Розраховуємо основний час обробки для кожного переходу:
![]() ,
,
де ![]() – довжина робочого ходу різця;
– довжина робочого ходу різця;
![]() – довжина поверхні, яка обробляється;
– довжина поверхні, яка обробляється;
![]() і
і ![]() – відповідно величини врізання та перебігу різця, визначаються за [2, табл.2, с. 621].
– відповідно величини врізання та перебігу різця, визначаються за [2, табл.2, с. 621].
і = 1 – кількість проходів.
17.1. ![]() (хв).
(хв).
17.2. ![]() (хв).
(хв).
17.3. ![]() (хв).
(хв).
17.4. ![]() (хв).
(хв).
17.5. ![]() (хв).
(хв).
17.6. ![]() (хв).
(хв).
Результати розрахунків зводимо в таблицю:
| № переходу | Зміст переходу | Ріжучий інструмент (різець) | Припуск на сторону, мм | Кількість проходів, і | Режим різання | |||||||||
| Т, хв | t, мм | S0, мм/об | n, об/хв | v, м/хв | PZ, Н | PY, Н | PX, Н | N, кВт | Т0, хв | |||||
| 1 | Підрізання торця | Підрізний | 2 | 1 | 60 | 2 | 0,7 | 160 | 37 | 4365 | 2440 | - | 2,64 | 0,36 |
| 2 | Чорнове точіння | Прохідний упорний | 2,25 | 1 | 60 | 2,25 | 0,7 | 1000 | 232 | 1608 | 400 | 852 | 6,1 | 0,13 |
| 3 | Точіння канавки | Відрізний | 4 | 1 | 60 | 4 | 0,15 | 630 | 137 | 1555 | 482 | - | 3,5 | 0,11 |
| 4 | Чистове точіння | Прохідний упорний | 0,75 | 1 | 60 | 0,75 | 0,3 | 1600 | 349 | 267 | 79 | 158 | 1,52 | 0,05 |
| 5 | Чорнове точіння | Прохідний упорний | 3,5 | 1 | 60 | 3,5 | 0,7 | 1000 / 800 | 218 / 175 | 2526 | 607 | 1359 | 9 / 7,22 | 0,12 |
| 6 | Чистове точіння | Прохідний упорний | 1,25 | 1 | 60 | 1,25 | 0,2 | 1600 | 314 | 334 | 102 | 224 | 1,71 | 0,21 |
Література
1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т2 – 496 с.
2. Обработка металлов резанием: Справочник технолога / Под общ. ред. А.А.Панова. – М.: Машиностроение, 1988. – 736 с.
Похожие работы

... швидкість різання майже так само, як φ. Цей вплив враховує коефіцієнт Кφ1. Додатне значення кута нахилу головної різальної кромки λ сприяє зміцненню різця, що дає змогу підвищити швидкість різання при тому ж періоді стійкості. Це враховує коефіцієнт Кλv. Ззбільшення радіуса заокруглення при вершині (плані) r також сприяє підвищенню швидкості різання при всіх інших незмінних ...
... сть до перевантаження, особливо на низьких частотах обертання шпинделя, тому необхідна редукція (спрощена коробка швидкостей з електромагнітним приводом переключення). 3.2.3 Гідравлічні приводи. У сучасних металорізальних верстатах ці приводи одержання досить широке застосування і використовуються головним чином для здійснення прямолінійних рухів і в меншій мірі для обертових рухів. Гідроприводи ...
... ії з механічної обробки деталей, впровадити результати дисертаційної роботи й провести промислове їх випробування. Об’єкт дослідження – технологічні операції механічної обробки деталей сільськогосподарського машинобудування із застосуванням полимервмісних МОТЗ. Предмет дослідження – вплив полімерної присадки до МОТЗ на продуктивність й якість механічної обробки деталей. Методи дослідження. ...
... різця й шорсткості обробленої поверхні; - розробити методику оцінки й визначити ймовірність руйнування різців, які оснащені круглими алмазно-твердосплавними пластинами. Об'єкт досліджень – процес чистового та напівчистового точіння силумінів різцями, які оснащені АТП. Предмет досліджень – надійність інструментів з алмазних композиційних НТМ на прикладі АТП, реєстрація та аналіз сигналів АЕ. ...
0 комментариев