Навигация
Химико-термическая обработка
16643
знака
5
таблиц
0
изображений
2.2 Химико-термическая обработка
Главным звеном технологического процесса, наибольшим образом определяющим качество изготовления зубчатых колес, является химико-термическая обработка. Она определяет уровень и качество упрочнения деталей, а также степень их деформации ,что, в свою очередь, определяет трудоемкость последующей финишной обработки. Цементации принадлежит центральное место среди способов химико-термического упрочнения зубчатых колес. Ее главное достоинство-возможность формирования диффузионных слоев высокой несущей способности. Наиболее эффективным процессом цементации является ионная цементация, что обусловлено преимуществами ионизированной атмосферы и совершенством применяемого технологического оборудования. К технологическим преимуществам вакуумной (ионной) цементации следует отнести высокую равномерность науглероживания, отсутствие внешнего и внутреннего окисления, уменьшение коробления деталей. Наиболее совершенным оборудованием для реализации указанного процесса являются полностью автоматизированные установки, производимые фирмой IPSEN (Германия). Им свойственна экологическая чистота из-за отсутствия нагрева окружающей среды и ничтожно малого выброса отработанных газов.
2.3 Механическая обработка заготовок
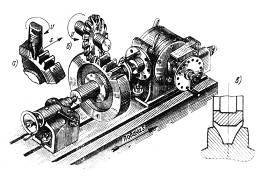
Современные достижения в области комплексной механической обработке заготовок зубчатых колес демонстрирует фирма BOEHRINGER , создавшая новую гамму токарных станков серии NG. предназначенных для крупно- и мелкосерийного производства. Модульная конструкция станков позволяет пользователю выбирать конфигурацию станка в зависимости от решаемых задач. Высокая жесткость станков в сочетании с высокой точностью обработки позволяет осуществлять наряду с традиционной обработкой обработку закаленных в том числе и прерывных поверхностей деталей. Такая обработка, естественно, требует применения специального инструмента.
Нарезание зубчатых венцов. Фрезерование зубьев зубчатых колес внешнего зацепления является наиболее распростравненной операцией предворительного формирования поверхностей зубьев под последующие операции шевингования, химико-термического упрочнения, шлифования зубьев.
Современные станки для фрезерования зубчатых колес отличаются высокой точностью и жесткостью конструкции, что позволяет обеспечивать высокоскоростную обработку зубчатых венцов с использванием инструметов из быстрорежущих сталей и твердых сплавов. Наиболее совершенные станки на мировом рынке представляет фирма PFAUTER ( Германия). Оригинальная конструкция станин станков этой фирмы в сочетании с системой циркуляции охлаждающей жидкости, обеспечивает внутреннюю термостабилизацию деталей и узлов станков и позволяет обеспечивать высокую точность обработки без термоконстатирования цехов.
Зубофрезерные станки фирмы PFAUTER выпускаются в двух компоновках: горизонтальные и вертикальные. Технические характеристики станков даны в таблице 1.
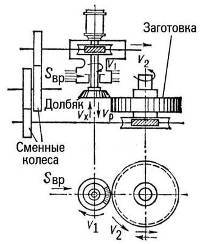
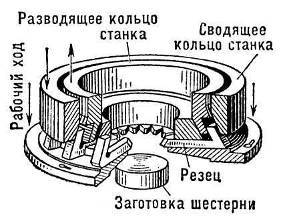
Зубодолбление нашло исключительное применение при нарезании зубчатых колес и шлиц внутреннего зацепления , а также при обработке блочных колес и “закрытых” венцов, т.е. венцов при обработке которых не обеспечивается свободный выход инструмента из зоны обработки. Современные конструкции зубодолбежных станков включают в себя большое количество ( до 8-ми ) управляемых от ЧПУ осей для обеспечения производительной работы, сокращения времени на переналадку и решения различных технологических задач зубообработки, например , нарезание двух и более взаимно ориентированных венцов. Наиболее совершенные зубодолбежные станки выпускаются фирмами PFAUTER и LORENZ (Германия). Технические характеристики станкав приведены в таблице 2.
Таблица 1.
| Вертикальные зубофрезерные станки | ||||
| модель | диаметр обработки, мм. | максимальный модуль,мм | длина фрезерования, мм | |
| Р120 | 90/120 | 3,0 | 250/400 | |
| Р200 | 200 | 3,0/5,0 | 250/400 | |
| Горизонтальные зубофрезерные станки | ||||
| Р100 | 90 | 3,0 | 100 | |
| Р210 | 210/250 | 3,0 | 100 | |
Таблица 2.
| Зубодолбежные станки фирмы PFAUTER | |||
| модель | диаметр обработки, мм. | максимальный модуль,мм | Ширина венца, мм |
| РSA-150 | 150 | 4.0 | 100 |
| РSA-300 | 300 | 6.0 | 130 |
| Зубодолбежные станки фирмы LORENZ | |||
| LFS 182 | 180 | 6.0 | 87 |
| LFS 282 | 280 | 6.0 | 87 |
Шлифование зубьев цилиндрических зубчатых колес. Зубошлифование является в большинстве случаев операцией финишной зубообработки, на которой формируется окончательная геометрия и точность боковых поверхностей зубьев. Как правило, зубошлифование выполняется после упрочняющей химико-термической обработки, что предъявляет высокие требования к качеству поверхностного слоя. На сегодня наиболее эффективным методом шлифования зубчатых колес является профильное шлифование с использованием высокопористых шлифовальных кругов. Наиболее совершенные станки для профильного зубошлифования правящимися шлифовальными кругами выпускают фирмы PFAUTER и OERLIKON. Модели станков и краткие технические характеристики станков приведены в таблице 3.
Таблица 3.
| Зубошлифовальные станки фирмы PFAUTER | |||
| модель | диаметр обработки, мм. | максимальный модуль,мм | Ширина венца, мм |
| Р 400 G | 400 | 12.0 | 400 |
| Р 600 G | 600 | 20.0 | 600 |
| Зубошлифовальные станки фирмы OERLIKON | |||
| OPAL 50 | 520 | 16.0 | 630 |
| OPAL 80 | 1000 | 16.0 | 630 |
Похожие работы
... прикатывание зубьев Холодное прикатывание зубьев, так же как и шевингование, предназначено для чистовой обработки зубьев цилиндрических колес внешнего зацепления с модулем до 4 мм и диаметром до 150 мм. В отличие от шевингования, окончательная обработка профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. В процессе прикатывания, ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
... (холодное накатывание), имеют шероховатость поверхностей и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость и значительные погрешности по профилю и радиальному ...

... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
0 комментариев