Навигация
Технология изготовления деталей, подлежащих совместной обработке после сборки
26355
знаков
0
таблиц
29
изображений
Курсовая научно-исследовательская работа на тему:
“Технология изготовления деталей, подлежащих совместной обработке после сборки”
Содержание
Введение
1 Изготовление червячных редукторов
1.1 Сведения по технологии изготовления червячных редукторов
1.2 Методы обработки профиля витков червяка
1.3 Нарезание зубьев червячных колес
1.4 Сборка редукторов
2 Типовые варианты обработки червячной пары
Заключение
Список используемой литературы
1 Введение
В процессе сборки детали располагают друг относительно друга с определенной точностью. Эта точность, определяющая качество получаемых соединений, может быть достигнута с помощью различных методов сборки. В настоящее время широкое применение получили следующие методы сборки: сборка по методу полной или частичной взаимозаменяемости, метод пригонки деталей по месту с неподвижным компенсатором и метод регулировки (с подвижным компенсатором). Данная нам на рассмотрение тема по своей специфике относится ко второму методу сборки, т.е. пригонки деталей по месту с неподвижным компенсатором. Данный метод применяется в тех случаях, когда допуски основных размеров деталей, образующих размерную цепь, технологически выполнить затруднительно. В этом случае детали изготовляют по размерам с расширенными допусками, а требуемая точность механизма достигается пригонкой.
Чтобы выполнить пригонку с помощью выбранного неподвижного компенсирующего звена, необходимо изменить его номинальный размер на величину допуска на пригонку, достаточную для компенсации расширенных погрешностей звеньев цепей.
Величина компенсации ![]() определяется из уравнения
определяется из уравнения
![]() , где
, где
![]() -величина погрешности замыкаемого звена, полученная при расширенных допусках всех звеньев;
-величина погрешности замыкаемого звена, полученная при расширенных допусках всех звеньев;
![]() -допускаемая величина погрешности замыкающего звена;
-допускаемая величина погрешности замыкающего звена;
m-общее количество всех звеньев размерной цепи;
![]() -экономически достижимый допуск i-го звена;
-экономически достижимый допуск i-го звена;
При сборке машин пригоночные работы выполняют с помощью опиловки, зачистки, притирки, полировки и шабровки. Выполняя пригонку, необходимо добиваться высокого качества рабочих поверхностей. Метод пригонки применяется в единичном, мелкосерийном и серийном производстве, а также при ремонте машин.
В качестве примера узла рассмотрим изготовление червячного редуктора.
1 Изготовление червячных редукторов
1.1 Сведения по технологии изготовления червячных редукторов
К основным деталям червячного редуктора, качество изготовления которых прямо или косвенно определяет качество редуктора в целом, относятся: корпус, червяк и червячное колесо. Качество их изготовления и сборки влияет на важнейшие технические характеристики: нагрузочную способность, КПД и долговечность редуктора.
Технология обработки этих деталей в условиях единичного и мелкосерийного производства достаточна изучена. В основу ее положены традиционные схемы обработки корпусных деталей, а также винтовых и зубчатых поверхностей с использованием универсального оборудования и универсальных средств технологического оснащения.
Корпусные детали обрабатывают на универсальных расточных станках с креплением на стол или специальный угольник. Точность межосевого расстояния обеспечивают контролем перемещения шпиндельной бабки по специальной линейке или набору плоскопараллельных концевых мер, а перпендикулярность осей - контролем угла поворота стола станка.
Червяки предварительно обрабатывают на токарных универсальных станках, шлифуют их на резьбошлифовальных станках или специальных приставках к токарным станкам. При шероховатости рабочих поверхностей витков менее
1 мкм. червяки полируют, устанавливая на суппорт токарного станка сопрягаемое червячное колесо, выполненное издревеснослоистых пластиков, с добавкой в зону контакта специальных паст.
Колеса нарезают резцами-летучками или червячными фрезами на зубофрезерных станках.
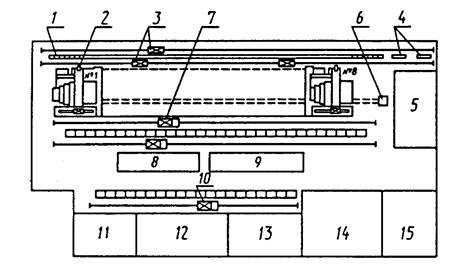
В серийном производстве для изготовления корпусных деталей используют универсальное или специализированное оборудование с установкой на него специальной оснастки, исключающей подналадку и подгонку (рис.1). Установка и снятие деталей механизированы: в основном применяют гидравлические и пневматические зажимы, выдвижные фиксаторы, поворотные приспособления, обеспечивающие требуемое взаимное расположение осей отверстий, кондукторы для сверления отверстий и т.д.
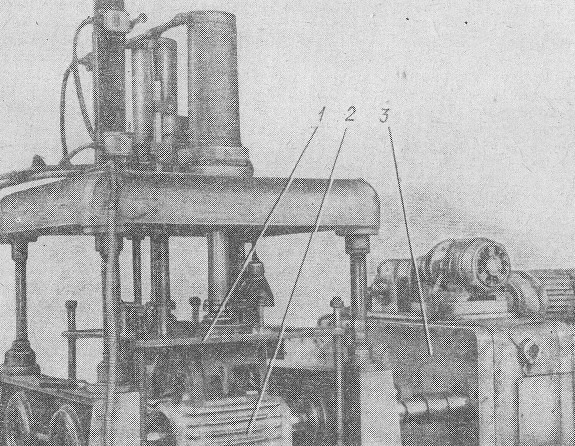
Рис.1. Обработка корпуса редуктора РЧН-180 на специализированном расточном станке со специальной переналаживаемой оснасткой для обработки корпусов с ![]()
1-гидроприжим; 2-корпус редуктора; 3-шпиндельная головка
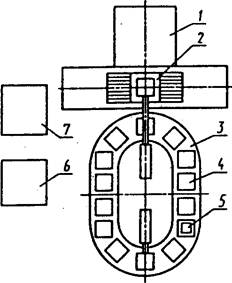
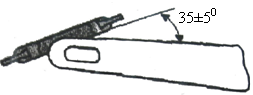
Предварительную обработку витков червяков производят “ вихревыми головками” (рис. 2). Колеса обрабатывают червячными фрезами на зубофрезерных станках. Организация производства строится в основном по групповому методу с использованием отдельных поточно-механизированных линий.
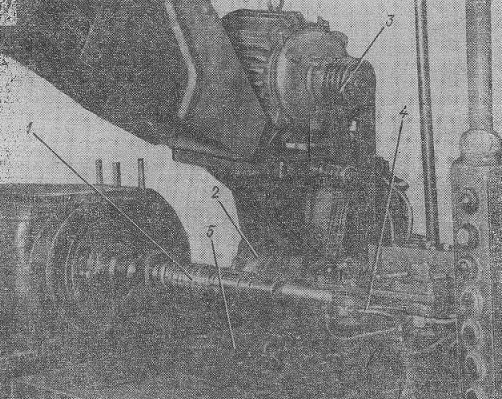
Рис.2. Схемы нарезания витков “вихревым” методом, когда “вихревая головка” смонтирована на токарном станке
1-заготовка; 2-резцовая головка; 3-привод резцовой головки; 4-гидроприжим; 5-поперечный суппорт станка
В условиях крупносерийного производства детали редуктора обрабатываются поточным методом с применением специального, а на отдельных операциях специализированного оборудования, специальных средств контроля и испытания редукторов.
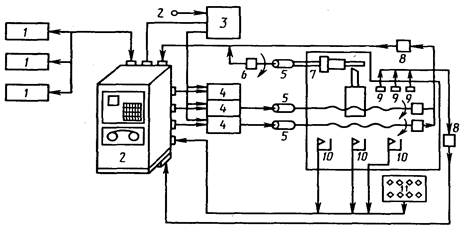
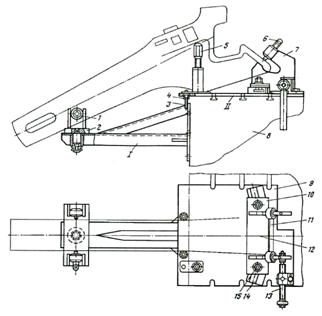
Так, для корпусных деталей используют специальные двухшпиндельные двухместные станки, на которых с одной установки последовательно обрабатывают обе пары отверстий под опоры колеса и опоры червяка (рис. 3). И точность, и производительность на таких станках значительно выше, чем на универсальных, даже снабженных специальными приспособлениями.
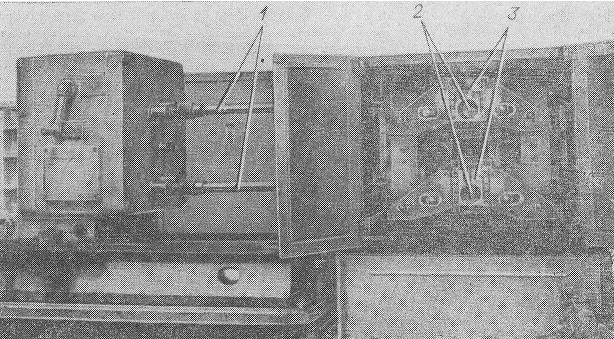
Рис.3. Специальный станок для расточки
корпусов редукторов типа РЧУ
1-шпиндели для расточки отверстий под опоры червяка; 2-то же под опоры колеса; 3-корпуса редукторов
Винтовые поверхности червяков получают главным образом методами пластической деформации: накатыванием вхолодную (![]() ) или нагревом заготовки (
) или нагревом заготовки (![]() ) . При этом не только резко повышается производительность, но и значительно уменьшается расход проката.
) . При этом не только резко повышается производительность, но и значительно уменьшается расход проката.
Заготовки колес получают методами точного литья, а бронзовые венцы заливают на ступицу без какой-либо обработки последней.
Процессы узловой и окончательной сборки существенно различаются. Так, в индивидуальном и мелкосерийном производстве центровку средней плоскости колеса и требуемый зазор в подшипниках обеспечивают за счет индивидуальной пригонки и шлифовки по месту какого-либо компенсатора. В серийном и крупносерийном производстве эти операции осуществляют на специальных стапелях, снабженных устройствами, автоматически измеряющими зазоры и показывающими размеры требуемого набора компенсаторов, который готовят заранее.
Похожие работы
... разметочных, контрольных и других операций по технологическому потоку. Выбор структуры (компоновки) ГПМ механообработки в общем виде производится с учетом анализа деталей, подлежащих механической обработке; действующего ТП; основного технологического оборудования с учетом возможности его автоматизации; организационных видов производств (серийность, партионность, межстаночное транспортирование); ...
В) затраты конструктивных материалов на единицу мощности; С) обобщение конструктивных решений, зафиксированных в государственных стандартах; D) обобщение конструктивных решений в виде внутризаводских нормалей; Е) обобщение конструктивных решений без оформления специальной документации. 42.1 Унификация – это: А) степень использования материала заготовки при изготовлении детали; В) затраты ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев