Навигация
Статистические методы контроля качества
14695
знаков
1
таблица
1
изображение
Введение
Важнейшим источником роста эффективности производства является постоянное повышение технического уровня и качества выпускаемой продукции. Для технических систем характерна жесткая функциональная интеграция всех элементов, поэтому в них нет второстепенных элементов, которые могут быть некачественно спроектированы и изготовлены. Таким образом, современный уровень развития НТП значительно ужесточил требования к техническому уровню и качеству изделий в целом и их отдельных элементов. Системный подход позволяет объективно выбирать масштабы и направления управления качеством, виды продукции, формы и методы производства, обеспечивающие наибольший эффект усилий и средств, затраченных на повышение качества продукции. Системный подход к улучшению качества выпускаемой продукции позволяет заложить научные основы промышленных предприятий, объединений, планирующих органов.
В отраслях промышленности статистические методы применяются для проведения анализа качества продукции и процесса. Анализом качества является анализ, посредством которого с помощью данных и статистических методов определяется отношение между точными и замененными качественными характеристиками. Анализом процесса является анализ, позволяющий уяснить связь между причинными факторами и такими результатами, как качество, стоимость, производительность и т.д. Контроль процесса предусматривает выявление причинных факторов, влияющих на бесперебойное функционирование производственного процесса. Качество, стоимость и производительность являются результатами процесса контроля.
Статистические методы контроля качества продукции в настоящее время приобретают все большее признание и распространение в промышленности. Научные методы статистического контроля качества продукции используются в следующих отраслях: в машиностроении, в легкой промышленности, в области коммунальных услуг.
Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами.
Статистические методы контроля качества продукции дают значительные результаты по следующим показателям:
· повышение качества закупаемого сырья;
· экономия сырья и рабочей силы;
· повышение качества производимой продукции;
· снижение затрат на проведение контроля;
· снижение количества брака;
· улучшение взаимосвязи между производством и потребителем;
· облегчение перехода производства с одного вида продукции на другой.
Главная задача – не просто увеличить качество продукции, а увеличить количество такой продукции, которая была бы пригодной к употреблению.
Два основных понятия в контроле качества – это измерение контролируемых параметров и их распределение. Для того чтобы можно было судить о качестве продукции необязательно измерить такие параметры, как прочность материала, бумаги, масса предмета, качество окраски и т.д.
Второе понятие – распределение значений контролируемого параметра – основано на том, что нет двух совершенно одинаковых по величине параметров у одних и тех же изделий; по мере того, как измерения становятся все более точными, в результатах измерений параметра обнаруживаются небольшие расхождения.
Изменчивость «поведения» контролируемого параметра бывает 2 видов. Первый случай – когда значения его составляют совокупность случайных величин, образующихся в нормальных условиях; второй – когда совокупность его случайных величин образуется в условиях, отличных от нормальных под действием определенных причин.
1. Статистический приемочный контроль по альтернативному признаку
Потребитель, как правило, не имеет возможности контролировать качество продукции в процессе ее изготовления. Тем не менее, он должен быть уверен, что получаемая им от изготовителя продукция соответствует установленным требованиям, и, если это не подтвердится, он вправе потребовать от изготовителя замены брака или устранения дефектов.
Основным методом контроля поступающих потребителю сырья, материалов и готовых изделий является статистический приемочный контроль качества продукции.
Статистический приемочный контроль качества продукции – выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки качества продукции установленным требованиям.
Если при этом объем выборки становится равным объему всей контролируемой совокупности, то такой контроль называют сплошным. Сплошной контроль возможен только в тех случаях, когда в процессе контроля качество продукции не ухудшается, в противном случае выборочный контроль, т.е. контроль определенной небольшой части совокупности продукции, становится вынужденным.
Сплошной контроль проводится, если к тому нет особых препятствий, в случая возможности наличия критического дефекта, т.е. дефекта, наличие которого полностью исключает использование продукции по назначению.
Можно проверить все изделия также и при следующих условиях:
· партия изделий или материала невелика;
· качество входного материала плохое или о нем ничего не известно.
Можно ограничиться проверкой части материала или изделий, если:
· дефект не вызовет серьезной неисправности оборудования и не создает угрозу жизни;
· изделия используются группами;
· бракованные изделия можно обнаружить на более поздней стадии сборки.
В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль.
Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку:
одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий число дефектных m окажется не больше приемочного числа С (mC), то партия принимается; в противном случае партия бракуется;
двухступенчатые планы, согласно которым, если среди n1 случайно отобранных изделий число дефектных m1 окажется не больше приемочного числа C1 (m1C1), то партия принимается; если m11, где d1 – браковочное число, то партия бракуется. Если же C1 m1 d1, то принимается решение о взятии второй выборки объемом n2. Тогда, если суммарное число изделий в двух выборках (m1 + m2) C2, то партия принимается, в противном случае партия бракуется по данным двух выборок;
многоступенчатые планы являются логическим продолжением двухступенчатых. Первоначально берется партия объемом n1 и определяется число дефектных изделий m1. Если m1≤C1, то партия принимается. Если C1p m1 d1 (D1C1+1), то партия бракуется. Если C1m1d1, то принимается решение о взятии второй выборки объемом n2. Пусть среди n1 + n2 имеется m2 дефектных. Тогда, если m2c2, где c2 – второе приемочное число, партия принимается; если m2d2 (d2 c2 + 1), то партия бракуется. При c2 m2 d2 принимается решение о взятии третьей выборки. Дальнейший контроль проводится по аналогичной схеме, за исключением последнего k-того шага. На k-м шаге, если среди проконтролированных изделий выборки оказалось mk дефектных и mkck, то партия принимается; если же m k ck, то партия бракуется. В многоступенчатых планах число шагов k принимается, что n1 =n2=…= nk;
последовательный контроль, при котором решение о контролируемой партии принимается после оценки качества выборок, общее число которых заранее не установлено и определяется в процессе которая по результатам предыдущих выборок.
Одноступенчатые планы проще в смысле организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организационном плане.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т.е. H0:q = q0.
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий; ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию.
Похожие работы
... итерационного процесса, состоящего из последовательно реализуемых шагов, удовлетворяющих направлению: s → 0, Cpk -> Ср. 4. ИСПОЛЬЗОВАНИЕ СТАТИСТИЧЕСКИХ МЕТОДОВ АНАЛИЗА ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ Рассмотрим применение вышеизложенных статистических методов контроля качества производственных процессов на нескольких примерах. 4.1 Контроль технологической точности Пример 4.1.1. ...
... привело к созданию японской научной школы в области качества, среди представителей которых следует, прежде всего, отметить К.Исикаву и Г. Тагути, внесших большой вклад в развитие статистических методов в управлении качеством. Так Каору Исикава впервые в мировой практике предложил оригинальный графический метод анализа причинно-следственных связей, получивший название "диаграммы Исикава". Сегодня ...
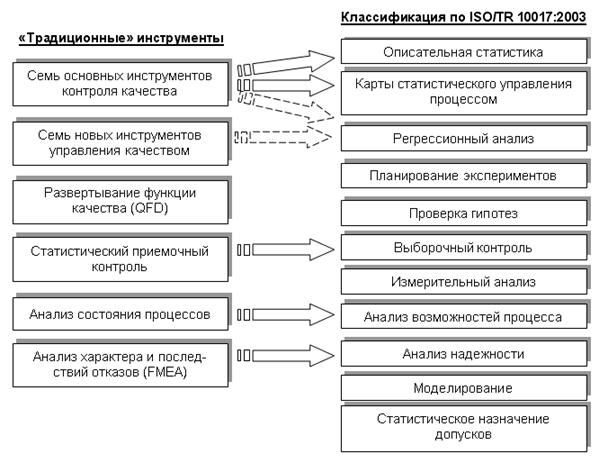
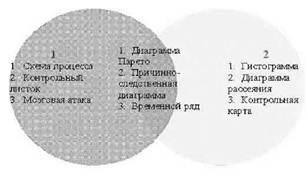
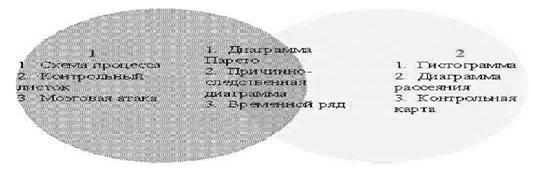
... , связанные с обработкой и анализом больших массивов количественных данных, но и отдельные инструменты работы с нечисловой информацией. Например, в группе «Семь основных инструментов контроля качества» гистограмма, стратификация (расслаивание), диаграмма Парето, диаграмма рассеивания (разброса) и контрольные карты предназначены для анализа количественной информации. Причинно-следственная диаграмма ...
... с их поставщиками. Таким образом, стратегия качества должна рассматриваться как одна из важнейших функциональных стратегий и разрабатываться в виде неотъемлемой части общей стратегии компании. 2. Статистические методы управления качеством В соответствии с положением стандартов ИСО серии 9000 статистические методы рассматриваются как одно из высокоэффективных средств обеспечения качества и ...
0 комментариев