Навигация
Стандарты статистического приемочного контроля
14695
знаков
1
таблица
1
изображение
2. Стандарты статистического приемочного контроля
Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям.
Остановимся на основных требованиях к стандартам по статистическому приемочному контролю.
Прежде всего, стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т.д.
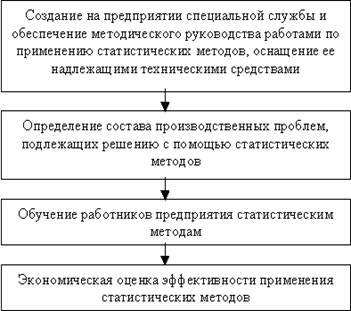
Основными элементами стандартов по приемочному контролю являются:
1. Таблицы планов выборочного контроля, применяемые в условиях нормального хода производства, а также планов для усиленного контроля в условиях разладок и для облегчения контроля при достижении высокого качества.
2. Правила выбора планов с учетом особенностей контроля.
3. Правила перехода с нормального контроля на усиленный или облегченный и обратного перехода при нормальном ходе производства.
4. Методы вычисления последующих оценок показателей качества контролируемого процесса.
В зависимости от гарантий, обеспечиваемых планами приемочного контроля, различают следующие методы построения планов:
устанавливают значения риска поставщика и риска потребителя и выдвигают требование, чтобы оперативная характеристика P(q) прошла приблизительно через две точки: q0, α и qm, где q0 и qm – соответственно приемлемый и браковочный уровни качества, Этот план называют компромиссным, так как он обеспечивает защиту интересов как потребителя, так и поставщика. При малых значениях α и β объем выборки должен быть большим;
выбирают одну точку на кривой оперативной характеристики и принимают одно или несколько дополнительных независимых условий.
Первая система планов статистического приемочного контроля, нашедшая широкое применение в промышленности, была разработана Доджем и Ролигом. Планы этой системы предусматривают сплошной контроль изделий из забракованных партий и замену дефектных изделий годными.
Во многих странах получил распространение американский стандарт МИЛ-СТД-ЛО5Д. Отечественный стандарт ГОСТ-18242–72 по построению близок к американскому и содержит планы одноступенчатого и двухступенчатого приемочного контроля. В основу стандарта положено понятие приемлемого уровня качества (ПРУК) q0, которое рассматривается как максимально допустимая потребителем доля дефектных изделий в партии, изготовленной при нормальном ходе производства. Вероятность забраковать партию с долей дефектных изделий, равной q0, для планов стандарта мала и уменьшается по мере возрастания объема выборки. Для большинства планов не превышает 0,05.
При контроле изделий по нескольким признакам стандарт рекомендует классифицировать дефекты на три класса: критические, значительные и малозначительные.
3. Контрольные карты
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
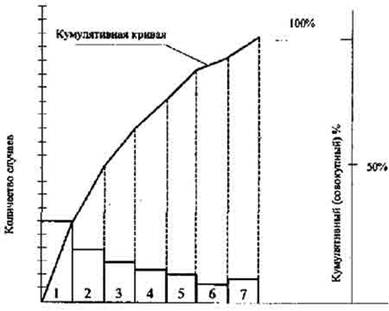
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений называются кумулятивными.
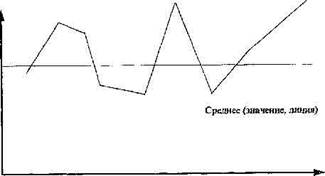
Контрольная карта состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т.д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
 | |||
![]()
![]()
![]()
![]() Верхний предел
Верхний предел
![]()
![]()
![]() Центральная линия
Центральная линия
![]()
![]()
![]()
![]()
![]()
![]()
![]() Нижний предел
Нижний предел
![]()
6 11 12 13 14 15 16 17 18 19 20 Номер выборки
Рис. 1
Заключение
Все большее освоение новой для нашей страны экономической среды воспроизводства, т.е. рыночных отношений, диктует необходимость постоянного улучшения качества с использованием для этого всех возможностей, всех достижений прогресса в области техники и организации производства.
Наиболее полное и всестороннее оценивание качества обеспечивается, когда учтены все свойства анализируемого объекта, проявляющиеся на всех этапах его жизненного цикла: при изготовлении, транспортировке, хранении, применении, ремонте, тех. обслуживании.
Таким образом, производитель должен контролировать качество продукции и по результатам выборочного контроля судить о состоянии соответствующего технологического процесса. Благодаря этому он своевременно обнаруживает разладку процесса и корректирует его.
Список используемой литературы
1. ГембрисС. Геррманн Й., «Управление качеством», Омега-Л СмартБук, 2008 г.
2. Шевчук Д.А., «Контроль качества», Гросс-Медиа., М., 2009 г.
3. Электронный учебник «Контроль качества»
Похожие работы
... итерационного процесса, состоящего из последовательно реализуемых шагов, удовлетворяющих направлению: s → 0, Cpk -> Ср. 4. ИСПОЛЬЗОВАНИЕ СТАТИСТИЧЕСКИХ МЕТОДОВ АНАЛИЗА ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ Рассмотрим применение вышеизложенных статистических методов контроля качества производственных процессов на нескольких примерах. 4.1 Контроль технологической точности Пример 4.1.1. ...
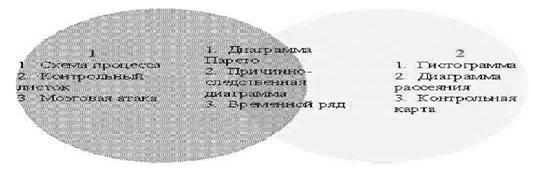
... привело к созданию японской научной школы в области качества, среди представителей которых следует, прежде всего, отметить К.Исикаву и Г. Тагути, внесших большой вклад в развитие статистических методов в управлении качеством. Так Каору Исикава впервые в мировой практике предложил оригинальный графический метод анализа причинно-следственных связей, получивший название "диаграммы Исикава". Сегодня ...
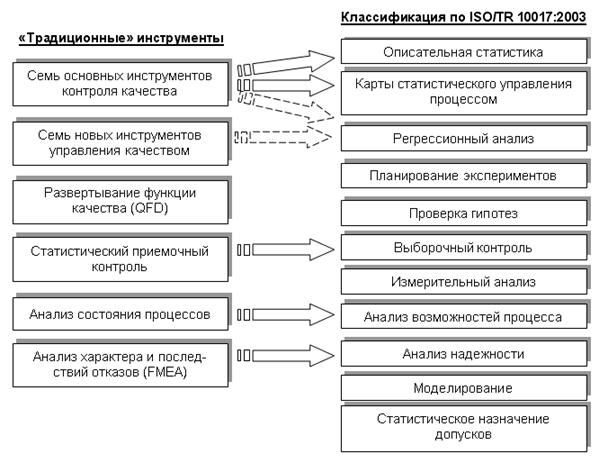
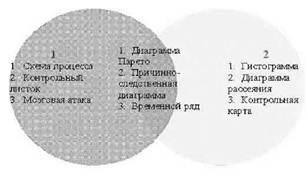
... , связанные с обработкой и анализом больших массивов количественных данных, но и отдельные инструменты работы с нечисловой информацией. Например, в группе «Семь основных инструментов контроля качества» гистограмма, стратификация (расслаивание), диаграмма Парето, диаграмма рассеивания (разброса) и контрольные карты предназначены для анализа количественной информации. Причинно-следственная диаграмма ...
... с их поставщиками. Таким образом, стратегия качества должна рассматриваться как одна из важнейших функциональных стратегий и разрабатываться в виде неотъемлемой части общей стратегии компании. 2. Статистические методы управления качеством В соответствии с положением стандартов ИСО серии 9000 статистические методы рассматриваются как одно из высокоэффективных средств обеспечения качества и ...
0 комментариев