Навигация
Моделювання процесу контурного фрезерування кінцевими фрезами
24557
знаков
4
таблицы
6
изображений
2. Моделювання процесу контурного фрезерування кінцевими фрезами
Розглянуті питання розрахунку напружень на ділянках контакту по передній та задній поверхнях різального леза зуба кінцевої фрези, розрахунку контактних температур для періоду невстановленого режиму теплообміну, оцінки стану силової взаємодії різального інструменту та заготовки.
Моделювання багатолезової обробки, коли в процесі зняття припуску одночасно приймають участь декілька різальних кромок, реалізовано на основі математичної моделі роботи одного зуба фрези. Циклічність характеру роботи окремого зуба, яка полягає в послідовному чергуванні робочого та холостого ходів, дозволяє обмежити математичну модель рамками одного повного оберту. Заміна неперервного руху зуба кінцевої фрези послідовністю Np дискретних переміщень дозволяє врахувати таку кінематично-обумовлену властивість фрезерування, як зміна товщини зрізаного шару в процесі переміщення різальної кромки по дузі контакту інструмента та заготовки. Змінний характер умов різання вздовж різальної кромки зуба кінцевої фрези (рис. 4), що є наслідком конструктивних особливостей різального інструменту, а саме гвинтової форми зуба, враховано шляхом розбиття різальної кромки по ширині фрезерування на Nm ділянок контакту між стружкою, інструментом і поверхнею різання.
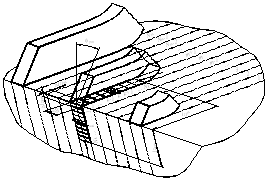
Рис. 4 - Схема умовної розбивки активної довжини різальної кромки
зуба кінцевої фрези на ділянки та інтервали
Для врахування нерівномірності розподілу нормальних і дотичних напружень та інтенсивності теплових джерел вздовж контактної ділянки різальної кромки, остання розбивається на Nk інтервалів, з наступною апроксимацією на кожному інтервалі даних величин середніми значеннями.
В якості базової схеми стружкоутворення прийнято спрощену схему з єдиною площиною зсуву, нахиленою під кутом fpm до напрямку швидкості різання. Прийнято гіпотезу про те, що характер зміни нормальних напружень sf pm в умовній площині зсуву відповідає лінійній залежності. Дотичні напруження tf pm розподілені рівномірно і визначаються межею міцності на зсув оброблюваного матеріалу з урахуванням температури та швидкості деформації.
Характер розподілу нормальних напружень по передній поверхні інструменту (ППІ) s1pm прийнято таким, що відповідає параболічній залежності Зорєва М.М:
s1pm(x) = s1max pm×(1 - x/l1pm)n,
де l1pm - загальна довжина ділянки контакту стружки і передньої поверхні різального інструменту; s1max pm - максимальні нормальні напруження на вершині інструмента.
Дотичні напруження тертя на ділянці пластичного контакту l0pm визначаються дійсною межею міцності на розрив оброблюваного матеріалу Sb і контактною температурою q1pm. Ділянка пружно-пластичного контакту (l1pm- l0pm) характеризується коефіцієнтом зовнішнього тертя, який в першому наближенні змінюється за лінійним законом
m1pm(x) = m0pm + k×( l1pm- x),
де m0pm - коефіцієнт тертя в точці відриву стружки від передньої поверхні.
Звівши, шляхом інтегрування, контактні напруження, що діють у площині зсуву і на передній поверхні інструмента, до результуючих нормальних (N i N’) та дотичних (F i F’) сил, отримуємо замкнуту рівноважну систему. Розглянувши рівновагу окремого елемента стружки отримуємо відповідні рівняння рівноваги з яких можна визначити невідомі величини. Ітераційний цикл розрахунку контактних характеристик зони різання кожної і-ї ділянки різальної кромки складається із послідовності формул:
|
| ((1) |
де f0pm - кут нахилу умовної площини зсуву у випадку різання із постійною товщиною зрізуваного шару;
kf pm - коефіцієнт, що враховує вплив величини кута нахилу оброблюваної поверхні x на величину кута нахилу умовної площини зсуву.
|
| (2) |
| де |
 ,
,bpm − кут тертя на m-й ділянці передньої поверхні різальної кромки в момент p-го дискретного переміщення;
apm − миттєва товщина зрізуваного шару на m-й ділянці передньої поверхні різальної кромки в момент p-го дискретного переміщення;
g − кут нахилу передньої поверхні різальної кромки зуба кінцевої фрези;
ylpm = l0pm/l1pm − відносна довжина ділянки пластичного контакту;
|
| ((3) |
| де |
 ,
, ;
;
Ks − коефіцієнт, що враховує нерівномірність розподілу нормальних напружень sf pm уздовж умовної площини зсуву.
|
| (4) |

Задавшись початковим наближенням m1pm = 1, розрахунок проводимо до отримання стабільного значення m1pm, який забезпечує рівновагу системи.
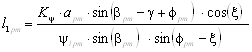
Методика розрахунку контактних напружень на ділянках задньої поверхні різального інструменту (ЗПІ) (рис. 5) розроблена на основі відомої методики по втискуванню “штампу-інструмента” в поверхню різання (операція зворотна пружному відновленню).
Рис. 5 - Схема зовнішнього навантаження та граничних умов розрахункової кінцево-елементної моделі поверхні різання
Ґрунтуючись на принципі суперпозиції полів напружень, напружене поле від втискування “штампу-інструмента” в поверхню різання накладаємо на поле напружень від дії навантажень в умовній площині зсуву. Передумовою для побудови методики розрахунку поля напружень на ділянці контакту l2pm є завершення етапу припрацювання задньої поверхні.
Розраховане таким чином напружене поле від дії навантажень в умовній площині зсуву в подальшому, згідно принципу суперпозиції, накладається на напружене поле від втискування штампу-інструмента довільної форми в поверхню різання. Необхідно також зауважити, що вибраний математичний апарат (метод кінцевих елементів) для рішення даної задачі безпосередньо не дозволяє враховувати рух штампу в умовах тертя, тому для врахування даної особливості використано методику, запропоновану проф. Мазуром М.П.
Прийнятим критерієм зупинки процесу втискування “штампу-інструмента” в поверхню різання вважаємо перехід елементів ділянки пластичного контакту з пружного стану в пластичний. Розрахувавши початкову епюру напружень для ділянки пластичного контакту, відсутню частину добудовуємо виходячи із умови постійності інтенсивності зношування на ділянці. Отриманий таким чином закон зміни напружень qF2pm вводиться в термомеханічну модель для подальших розрахунків.
Наступною задачею, що вирішувалась в даному розділі, була розробка методики розрахунку температур контактних ділянок. Необхідно відмітити, що задача розрахунку контактних температур вирішувалась методом джерел тепла, на основі аналізу процесів теплообміну як зі сторони стружки, поверхні різання, так і зі сторони різального інструменту.
Особливість розрахунку температури контактних ділянок l1pm та l2pm, зі сторони зуба кінцевої фрези, полягає в тому, що на етапі поточного дискретного переміщення, крім миттєвої конфігурації теплових джерел, необхідно враховувати вплив аналогічних джерел теплоутворення із попередніх дискретних переміщень.
В загальному випадку, за умови невстановленого режиму теплообміну, залежність для визначення температури від дії джерела розмірам 2b´l, розташованого на поверхні напівпростору, представлено подвійним інтегралом А.Н. Резнікова. Оскільки даний вираз містить функцію помилок, аналітичний розв’язок даного інтегралу отримати неможливо. Проте, за допомогою обчислювальної техніки, можливо змоделювати рішення даного інтегралу з необхідною точністю. За результатами чисельного інтегрування отримано емпіричну функцію M, яка на етапі невстановленого режиму теплообміну дозволяє розрахувати темп росту температури в довільній точці напівпростору в залежності від параметрів прямокутного джерела теплоутворення розмірами 2b´l та місцеположення точки спостереження.
На підставі граничної умови 4-го роду, яка передбачає рівність контактних температур контактуючих тіл, системи рівнянь для розрахунку контактних температур, зі сторони стружки, оброблюваної поверхні та зі сторони різального інструменту можуть бути об’єднані в загальну систему, оскільки різальний інструмент знаходиться практично в беззазорному контакті як зі стружкою, так і з поверхнею різання. Розв’язок загальної системи лінійних рівнянь дозволяє отримати закони розподілу інтенсивності теплових джерел вздовж контактних ділянок l1pm, l2pm та відповідно розрахувати величини контактних температур на момент завершення поточного p-го дискретного переміщення.

Рис. 6 - Розрахункова схема визначення складових сили різання на m-й ділянці різальної кромки зуба кінцевої фрези в момент p-го дискретного переміщення
Всі розглянуті вище розрахункові модулі по визначенню контактних напружень як на передній, так і на задній поверхнях різального інструменту з врахуванням методики розрахунку температур контактних ділянок, за умов нестаціонарного процесу різання та невстановленого режиму теплообміну, об’єднані в єдиному розрахунковому циклі, метою якого є визначення складових сили різання для кожної елементарної ділянки різальної кромки зуба кінцевої фрези.
В якості вхідних даних для розробки аналітичних залежностей, здатних об’єктивно оцінити стан силової взаємодії різального інструмента та заготовки на момент p-го дискретного переміщення, запропоновано використати закони розподілу нормальних sNpm та дотичних напружень тертя qFpm на передній і задній поверхнях m-ї ділянки різальної кромки зуба кінцевої фрези. Сили нормального тиску N1pm і N2pm та сили тертя F1pm і F2pm, що виникають на передній та задній поверхнях m-ї ділянки різальної кромки в наслідок процесу стружкоутворення, розраховуються шляхом інтегрування відповідних епюр нормальних та дотичних напружень.
Отримання об’єктивної оцінки результатів моделювання силової взаємодії різального інструмента та заготовки, в процесі механічної обробки, вимагає комплексної перевірки адекватності окремих складових даної підсистеми.
Необхідно відмітити, що розробка експериментальних установок та відповідних методик проведення досліджень для кожної окремої складової загальної системи моделювання силової взаємодії різального інструмента та заготовки є достатньо складним питанням. Альтернативним шляхом, що до вирішення даної проблеми є застосування комплексної перевірки кінцевого результату, тобто окремих складових сили різання, для різних умов процесу механічної обробки.
З метою виявлення впливу таких параметрів процесу різання як глибина різання t і подача різального інструменту Sz на величину складових Ph, Pv та перевірки адекватності результатів моделювання силової взаємодії різального інструмента та заготовки в процесі механічної обробки виконано ряд моделюючих та експериментальних дослідів. Аналіз отриманих результатів дозволив зробити висновок про якісний та кількісний збіг результатів експерименту та моделюючого досліду. Середня похибка відповідності даних, отриманих різними шляхами, знаходиться в межах 10%.
Похожие работы
... ії з механічної обробки деталей, впровадити результати дисертаційної роботи й провести промислове їх випробування. Об’єкт дослідження – технологічні операції механічної обробки деталей сільськогосподарського машинобудування із застосуванням полимервмісних МОТЗ. Предмет дослідження – вплив полімерної присадки до МОТЗ на продуктивність й якість механічної обробки деталей. Методи дослідження. ...
... останньому випадку розрізняються експедиційний засіб, коли особа, що проводить опитуванння, сама роздає і збирає анкети, і кореспондентський, коли анкети розсилаються і повертаються поштою. [7] 3. УДОСКОНАЛЕННЯ ІНФОРМАЦІЙНОГО ЗАБЕЗПЕЧЕННЯ МАРКЕТИНГУ НА ПІДПРИЄМСТВІ Сьогодні виграє той, кого більше знають зовні з кращої сторони, той, хто знає більше про дійсний стан своєї організац ...
... парка обладнання підприємства. Всі ці задачі розглядаються більш конкретно в наступному підрозділі роботи. 1.3 Проблеми законодавчого регулювання і стимулювання відновлення устаткування, як методу підвищення ефективності виробництва Науково-практичні завдання, що потребують рішення у процесі відновлення ОВФ в Україні, витікають з цілої низки взаємозалежних проблем, що виникають на усіх рівнях ...
0 комментариев