Навигация
Складання схем прогнозуючого моделювання. Вибір режимів
24557
знаков
4
таблицы
6
изображений
3. Складання схем прогнозуючого моделювання. Вибір режимів
Виконано обґрунтування критеріїв пошуку оптимальної подачі різального інструменту, висвітлено головні аспекти проектування та розробки системи прогнозуючого моделювання процесу контурної обробки кінцевими фрезами та представлено результати експериментальних та моделюючих дослідів.
Призначення раціональної подачі різального інструменту, в системі прогнозуючого моделювання процесу контурної обробки кінцевими фрезами, запропоновано здійснювати за наступними критеріями:
- величина максимальних напружень на поверхні різального інструменту не повинна перевищувати допустимої межі, встановленої користувачем;
- величина максимального відхилення вісі кінцевої фрези від заданої траєкторії руху в напрямку нормалі до оброблюваної поверхні не повинна перевищувати допустимого значення, встановленого користувачем.
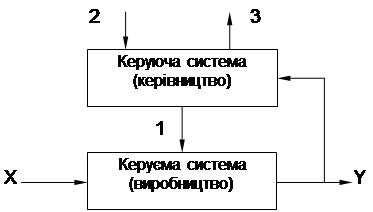
В якості базової обєктно-орієнтованої архітектури системи прогнозуючого моделювання нами прийнято архітектуру Document/View (Документ/Вид) рекомендовану компанією Microsoft для розробників програмних продуктів під MFC (Microsoft Foundation Classes - базові класи компанії Microsoft). Згідно моделі працездатність системи прогнозуючого моделювання в цілому забезпечується рядом окремих підсистем, кожна з яких займається виконанням певних функціональних обов’язків.
Програмна реалізація системи прогнозуючого моделювання процесу контурної обробки кінцевими фрезами виконана в Хмельницькому Національному університеті на кафедрі технології машинобудування. В якості середовища розробки програмного продукту використано Microsoft Visual Studio 6.0, мова програмування - C++, середовище візуалізації реалізовано на основі OpenGL (Open Graphic Library - відкрита графічна бібліотека), що є одним із загальновизнаних стандартів для відтворення тривимірних об’єктів.
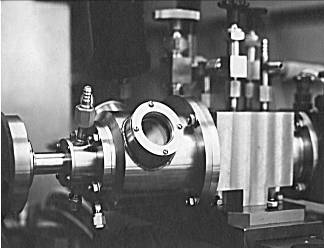
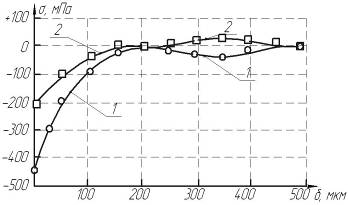
В якості основи експериментального комплексу, для перевірки системи прогнозування параметрів процесу контурної обробки кінцевою фрезою, використано сучасний вертикально-фрезерний верстат з ЧПК моделі
МА-655СМ3DА, що дозволяє виконувати гнучке регулювання величини подачі та швидкості різання в процесі механічної обробки. Перевірка системи прогнозуючого моделювання процесу контурного фрезерування здійснювалась із застосуванням розроблених критеріїв пошуку раціональних подач. За результатами моделюючих дослідів процесу контурного фрезерування, отримано закони зміни подачі різального інструменту вздовж траєкторії руху, на основі яких розроблено відповідні керуючі програми для вертикально-фрезерного верстата з ЧПК. Порівняльний аналіз результатів, отриманих в ході виконання експериментальних досліджень, із результатами моделюючого досліду дозволив зробити висновок про наявність якісного та кількісний збігу.
Висновки
1. Встановлено, що запропонована методологія прогнозуючого моделювання процесу контурної обробки кінцевими фрезами дозволяє, на етапі технологічної підготовки виробництва, призначати оптимальні режими механічної обробки, зокрема подачу різального інструменту, що дає можливість мінімізувати витрати і скоротити час виконання операції.
2. Встановлено, що реалізація математичної моделі процесу фрезерування, на основі поєднання методики дискретного моделювання із термомеханічним підходом до процесу різання пластичних металів, дозволяє виключити необхідність проведення складних експериментальних досліджень по встановленню невідомих характеристик процесу різання.
3. Розроблено математичну модель роботи одного зуба кінцевої фрези, що дозволяє врахувати ряд характерних особливостей обумовлених кінематикою процесу фрезерування та конструктивними особливостями різального інструменту. В якості основи для отримання рівнянь взаємозв’язку параметрів процесу різання використано принцип конвергенції сил діючих на елемент стружки, що є втіленням більш широкого енергетичного принципу, притаманного системі різання.
4. Розроблено математичну модель пружно-пластичної взаємодії задньої поверхні різальної кромки зуба кінцевої фрези із поверхнею різання, на основі принципу суперпозиції полів напружень від дії сил в умовній площині зсуву та пружного відновлення поверхні різання, що дозволяє врахувати довільну форму контактної задньої поверхні та наявність тертя між контактними поверхнями.
5. Розроблено теоретичні основи методики розрахунку температур і інтенсивності теплових потоків на робочих поверхнях різального леза зуба кінцевої фрези, що дозволяють описати процес розповсюдження тепла в ріжучому клині в умовах невстановленого режиму теплообміну.
6. Встановлено, що застосування методу кінцевих елементів, для розрахунку напружено-деформованого стану кінцевих фрез, дозволяє отримати рішення з похибкою в межах 5%. Принцип, покладений в основу методики побудови розрахункових кінцево-елементних моделей цільних кінцевих фрез, може бути застосований для різальних інструментів інших форм.
7. Отримано наявність якісного і кількісного збігу результатів експерименту та моделюючого досліду в процесі перевірка адекватності результатів моделювання силової взаємодії різального інструмента та заготовки.
8. Запропоновано комплекс методичного, алгоритмічного та програмного забезпечення, що може бути використаний на етапах проектування та розробки сучасних систем прогнозуючого моделювання процесів механічної обробки.
Література
1. Ковальчук С.С., Присяжний Л.В., Крижанівський С.А. Автоматизована підготовка даних для моделювання напружено-деформованого стану конструкцій складної форми // Вісник Технологічного університету Поділля - Хмельницький: ТУП. – 1999. – №4(10). – С. 109.
2. Мазур М.П., Крижанівський С.А. Визначення напружено-деформованого стану кінцевих фрез для процесу механічної обробки конура // Вісник Технологічного університету Поділля - Хмельницький: ТУП. – 2001. – №3(33). – С. 70.
3. Мазур М.П., Силин Р.И., Крыжановский С.А. Моделирование напряжённо-деформированного состояния концевых фрез для процесса контурного фрезерования // Вісник Житомирського інженерно-технологічного інституту - Житомир: ЖІТІ. – 2001. – С. 195.
4. Мазур М.П., Крижановський С.А. Розробка прогнозуючої моделі керування точністю процесу контурного фрезерування кінцевим інструментом // Вісник Сумського державного університету - Суми. – 2002. – №2(35). – С. 61.
5. Мазур М.П., Крижанівський С.А. Дослідження динаміки зміни температурного поля контактних поверхонь зуба кінцевих фрез в залежності від параметрів механічної обробки // Вестник Национального технического университета “Харьковский политехнический институт” - Харьков: НТУУ “ХПИ”. - 2002. - №9. - С. 37.
6. Мазур М.П., Крижанівський С.А. Методика розрахунку контактних температур для процесу контурного фрезерування // Вісник Сумського державного університету - Суми: СумДУ. – 2003. – №2(48). – С. 96.
Похожие работы
... ії з механічної обробки деталей, впровадити результати дисертаційної роботи й провести промислове їх випробування. Об’єкт дослідження – технологічні операції механічної обробки деталей сільськогосподарського машинобудування із застосуванням полимервмісних МОТЗ. Предмет дослідження – вплив полімерної присадки до МОТЗ на продуктивність й якість механічної обробки деталей. Методи дослідження. ...
... останньому випадку розрізняються експедиційний засіб, коли особа, що проводить опитуванння, сама роздає і збирає анкети, і кореспондентський, коли анкети розсилаються і повертаються поштою. [7] 3. УДОСКОНАЛЕННЯ ІНФОРМАЦІЙНОГО ЗАБЕЗПЕЧЕННЯ МАРКЕТИНГУ НА ПІДПРИЄМСТВІ Сьогодні виграє той, кого більше знають зовні з кращої сторони, той, хто знає більше про дійсний стан своєї організац ...
... парка обладнання підприємства. Всі ці задачі розглядаються більш конкретно в наступному підрозділі роботи. 1.3 Проблеми законодавчого регулювання і стимулювання відновлення устаткування, як методу підвищення ефективності виробництва Науково-практичні завдання, що потребують рішення у процесі відновлення ОВФ в Україні, витікають з цілої низки взаємозалежних проблем, що виникають на усіх рівнях ...
0 комментариев