ДЕТАЛЬ
ВЫБОР ЗАГОТОВКИ
ВЫБОР СПОСОБОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ
ПРИПУСКИ НА ОБРАБОТКУ
РЕЖИМ ОБРАБОТКИ, СИЛЫ И МОМЕНТЫ СИЛ РЕЗАНИЯ
РАЗМЕРНЫЕ И ТОЧНОСТНЫЕ РАСЧЕТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
КАЧЕСТВО ПОВЕРХНОСТИ
ТЕХНОЛОГИЧНОСТЬ
Навигация
ПРИПУСКИ НА ОБРАБОТКУ
Технологии машиностроения
118431
знак
12
таблиц
10
изображений
9. ПРИПУСКИ НА ОБРАБОТКУ
Припуском называют слой материала, удаляемый в процессе механической обработки в целях достижения заданных точности и качества обрабатываемой поверхности детали.
Чертежи исходных заготовок отличаются от чертежей готовых деталей тем, что на всех обрабатываемых поверхностях предусматриваются припуски, изменяющие их размеры, а иногда и форму.
Промежуточным припуском называют слой, снимаемый при выполнении данного (i-го) технологического перехода механической обработки (или одной операции).
Общим припуском называют сумму промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности. Его определяют как разность размеров заготовки и готовой детали.
Величиной общего и промежуточных (операционных) припусков на обработку во многом определяется рентабельность техпроцесса.![]()
Преувеличенные припуски влекут за собой перерасход материала, необходимость в дополнительных переходах (рабочих ходах)![]() или операциях, в результате чего производительность обработки снижается.
или операциях, в результате чего производительность обработки снижается.
Уменьшенные припуски усложняют достижение заданной точности размеров и качества обработки поверхностей, а при определенных условиях являются причиной появления брака.
Прогрессивный расчетно-аналитический способ позволяет определить припуски для конкретных условий обработки [5, с. 59-92; 9, с.243-255; 10, с.173-197 и др.]. Величиной минимального припуска, рассчитанного по этому способу , учитывается необходимость удаления шероховатости (Rzi-1), дефектного слоя (hi-1) и пространственных отклонений заготовки, (![]() ), полученных на смежном (i-1) предшествующем переходе, и необходимость компенсации погрешности установки (
), полученных на смежном (i-1) предшествующем переходе, и необходимость компенсации погрешности установки (![]() ), возникающей на выполненном (i-м) переходе. Для каждой схемы базирования и вида обработки заготовки разработана следующая зависимость:
), возникающей на выполненном (i-м) переходе. Для каждой схемы базирования и вида обработки заготовки разработана следующая зависимость:
![]() .
.
Максимальные припуски для каждого перехода по этому методу (![]() ) определяют как сумму минимального припуска (
) определяют как сумму минимального припуска (![]() ) с разностью допусков заготовки (
) с разностью допусков заготовки (![]() ) и детали (
) и детали (![]() ), т. е.
), т. е.
![]()
С учетом значений ![]() и
и![]() и допусков, назначаемых на каждый технологический переход, устанавливают размеры по всему технологическому маршруту обработки поверхности, округляя их до того знака десятичной дроби, с каким указан допуск: для валов в сторону увеличения (в плюс), а для отверстий в сторону уменьшения (в минус).
и допусков, назначаемых на каждый технологический переход, устанавливают размеры по всему технологическому маршруту обработки поверхности, округляя их до того знака десятичной дроби, с каким указан допуск: для валов в сторону увеличения (в плюс), а для отверстий в сторону уменьшения (в минус).
Расчетно-аналитическим методом следует воспользоваться для расчета припусков на одну из наиболее ответственных поверхностей детали (отверстие или вал). На остальные поверхности, как указывалось в разделе 3, припуски следует назначить по таблицам [10,15], т.е. воспользоваться опытно-статистическим способом.
Раздел следует начинать с указаний о том, для обработки каких поверхностей и для выполнения каких операций (переходов) предполагается рассчитать припуски. Далее составляют схему расположения всех промежуточных припусков и допусков (см. рис. 5) и карту расчета припусков на обработку и предельных размеров по технологическим переходам с внесением в нее всех расчетных значений: RZ, h, Δ, ε (см. табл. 6).
После определения припусков на все поверхности необходимо уточнить размеры на чертеже заготовки и окончательно рассчитать ее массу. Текст пояснительной записки с определением припусков расчетно-аналитическим способом, с заключительной таблицей и схемой расположения промежуточных припусков и допусков может составлять 2―3 страницы.
Пример 7. Рассчитать припуски и промежуточные предельные размеры для обработки отверстия под шлицы 46Н 11(+0,16) в заготовке детали (см. рис. 1).
Согласно принятому маршруту обработки отверстие получают в два перехода – черновым и чистовым зенкерованием. Обработка ведется на операции 05 в два установа с базированием по необработанным, а затем обработанным наружным цилиндрическим поверхностям венца и торцам ( см. рис. 4, поз.V и VI )
Исходные данные. По чертежу и техническим требованиям к заготовке ( см. рис. 2 ): RZ= 240 мкм, h = 300 мкм , ![]() мкм, а после чернового зенкерования RZ= 50 мкм, h = 50 мкм [10, с. 190, табл. 27] и ,
мкм, а после чернового зенкерования RZ= 50 мкм, h = 50 мкм [10, с. 190, табл. 27] и , ![]() мкм ( полагая, что коэффициент уменьшения погрешностей Ку = Δ дет./Δзаг= 0,05 [ 9 ] и,
мкм ( полагая, что коэффициент уменьшения погрешностей Ку = Δ дет./Δзаг= 0,05 [ 9 ] и, ![]() ).Погрешности установки заготовки в трехкулачковый патрон по необработанной поверхности
).Погрешности установки заготовки в трехкулачковый патрон по необработанной поверхности ![]() мкм, а по обработанной —
мкм, а по обработанной — ![]() мкм [10, с. 42, табл. 13]. Предельные отклонения диаметра отверстия в заготовке ES = +500 мкм и EI = −1000 мкм [ 10, с. 144, табл. 23] и рис. 2.
мкм [10, с. 42, табл. 13]. Предельные отклонения диаметра отверстия в заготовке ES = +500 мкм и EI = −1000 мкм [ 10, с. 144, табл. 23] и рис. 2.
Внесем исходные данные в табл. 6 и рассчитаем величину минимальных припусков, мкм [9]:
![]() ,
,
для чернового зенкерования
![]() мкм,
мкм,
для чистового зенкерования
![]() мкм.
мкм.
Таблица 6
| Маршрут обработ-ки | Элементы допуска, мкм. | Расчетные размеры | Допуск на промежуточный размер, мкм. | Предельные (округленные ) | |||||||
| Rz | h | Δ | ε | 2Zmin, мкм | Dmax, мм. | размеры заготовки, мм | значения припусков, мкм | ||||
| Dmax | Dmin | 2Zmn | 2Zmax | ||||||||
| Заготов- ка Зенкеро-вание черновое Зенкеро-вание чистовое | 240 50 6.3) | 300 50 (20) | 700 35 (2) | - 280 70 | 2588 356 | 43,216 45,89 46,16 | 1500 390 160 | 43,20 45,8 46,16 | 41,70 45,4 46,0 | - 2600 360 | - 3710 590 |
| Общий припуск -2Zобщ. | 2960 | 4300 | |||||||||
Карта расчета припусков на обработку отверстий диаметром 46Н11
Проведем проверку правильности выполненных расчетов:
![]()
или ![]()
и ![]() .
.
Составим схему расположения припусков и допусков (рис.5).
Определим общий номинальный припуск:
![]()
Номинальный диаметр отверстия в заготовке:
![]()
Следовательно, на чертеже заготовки будет указан размер диаметра ![]()
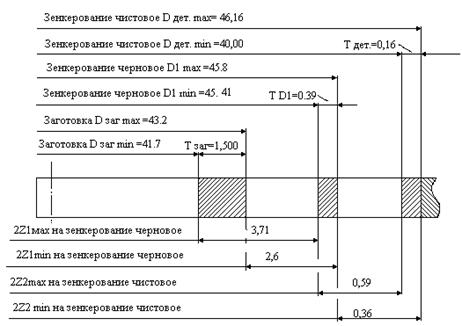
Рис. 5. Схема расположения припусков и допусков на обработку отверстия диаметра 46H11
Схема обеспечивает наглядность и способствует более глубокому пониманию вопроса. Ее рекомендуется составить (в черновике) до начала всех расчетов. Методика определения значений пространственных отклонений заготовки ![]() для различных случаев приводится в [5, 7, 10, 30] и прочей литературе.
для различных случаев приводится в [5, 7, 10, 30] и прочей литературе.
Похожие работы





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
В) затраты конструктивных материалов на единицу мощности; С) обобщение конструктивных решений, зафиксированных в государственных стандартах; D) обобщение конструктивных решений в виде внутризаводских нормалей; Е) обобщение конструктивных решений без оформления специальной документации. 42.1 Унификация – это: А) степень использования материала заготовки при изготовлении детали; В) затраты ...
0 комментариев