ДЕТАЛЬ
ВЫБОР ЗАГОТОВКИ
ВЫБОР СПОСОБОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ
ПРИПУСКИ НА ОБРАБОТКУ
РЕЖИМ ОБРАБОТКИ, СИЛЫ И МОМЕНТЫ СИЛ РЕЗАНИЯ
РАЗМЕРНЫЕ И ТОЧНОСТНЫЕ РАСЧЕТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
КАЧЕСТВО ПОВЕРХНОСТИ
ТЕХНОЛОГИЧНОСТЬ
Навигация
РАЗМЕРНЫЕ И ТОЧНОСТНЫЕ РАСЧЕТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Технологии машиностроения
118431
знак
12
таблиц
10
изображений
11. РАЗМЕРНЫЕ И ТОЧНОСТНЫЕ РАСЧЕТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 11.1 Расчет технологических размеров цепей Технологические размерные расчеты позволяют определить величину и допуск выполняемого размера на i-м технологическом переходе, проверить достаточность припуска (особенно при окончательной обработке), правильность простановки настроечных размеров и др.
Известно, что при несовпадении конструкторских, измерительных и технологических (установочных) баз приходится прибегать к пересчету размеров и ужесточению допусков. При несоблюдении принципа постоянства баз (при смене технологических баз) возникает погрешность в расположении поверхностей, величина которой также выявляется размерным анализом.
На практических аудиторных занятиях решают две-три размерные цепи, звеньями которых являются операционные размеры и припуски, получаемые по мере последовательного выполнения технологического процесса, а также окончательные размеры детали.
Чаще встречается прямая задача размерных цепей, при решении которой исходят из заданных требований к величине исходного (замыкающего) звена, которые устанавливаются заранее на основании аналитических расчетов и технических требований чертежа. Базой для ее решения служат операционные эскизы обработки заготовки.
Общая последовательность решения размерных цепей, согласно ![]() ГОСТ 16320―70 следующая: формулируют задачу и устанавливают исходное звено; исходя из поставленной задачи, устанавливают номинальное значение, координаты середины поля допуска и величину допуска исходного звена; выявляют и строят схему размерной цепи; рассчитывают номинальные размеры всех составляющих звеньев; выбирают способ решения технологической размерной цепи или метод достижения требуемой точности исходного звена, экономичный в данных производственных условиях; в зависимости от выбранного метода выполняют расчет допусков и предельных отклонений составляющих звеньев размерной цепи. Иногда общая схема решения нарушается, изменяется или уточняется (см. примеры 9 и 10).
ГОСТ 16320―70 следующая: формулируют задачу и устанавливают исходное звено; исходя из поставленной задачи, устанавливают номинальное значение, координаты середины поля допуска и величину допуска исходного звена; выявляют и строят схему размерной цепи; рассчитывают номинальные размеры всех составляющих звеньев; выбирают способ решения технологической размерной цепи или метод достижения требуемой точности исходного звена, экономичный в данных производственных условиях; в зависимости от выбранного метода выполняют расчет допусков и предельных отклонений составляющих звеньев размерной цепи. Иногда общая схема решения нарушается, изменяется или уточняется (см. примеры 9 и 10).
Полученные значения размеров и допусков проставляют на операционных эскизах обработки.
При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.]
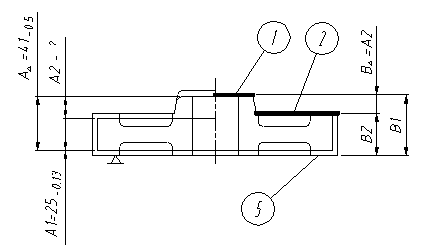
П р и м е р 9. Расстояние между торцом венца и выступающим торцом ступицы зубчатого колеса 16 мм (см.с.8 и рис.1). Это номинальный размер. Его предельные значения легко определить, решая основную линейную размерную цепь (рис.7), в которой размер между торцами ступицы АΔ = 41-0,5 принят замыкающим звеном, а А1 = 25-0,13 и А2 - составляющими, увеличивающими звеньями.
![]()
Откуда

|
Для выполнения технологических переходов 1 и 2 на операции 05 следует установить размеры В1и В2 соответственно между поверхностями 1 и 2 и технологической базой 5.
При разработке технологического маршрута (см.пример 6) отмечалось, что предварительное обтачивание заготовки будет выполняться с оставленным припуском Z = 0,3 мм на каждой поверхности, необходимого для последующей чистовой обработки.
Заметим, что расстояние между поверхностями рассматриваемых торцов при наличии на них одинаковых припусков должно оставаться неизмеримым, равным 16-0,37 мм.
С учетом изложенного определим технологические размеры В1и В2. Номинальное значение размера
![]()
где t ― припуск (глубина резания), оставленный на предварительную обработку поверхности 5 (см. пример 8). Ориентируясь на экономическую точность предварительной обработки точением (см. приложение 3), назначим на размер В1 технологический допуск по 12 квалитету точности, тогда В1 = 43,3h12(-0.25).
Теперь решим производную размерную цепь (рис.7), в которой В1 и В2 ― составляющие звенья, соответственно увеличивающее и уменьшающее, а замыкающим звеном принято ВΔ = А2 = 16-0,37.
Номинальное значение
![]()
Предельные значения

На изображениях на карте эскизов и при составлении схем технологических наладок станка между обрабатываемой поверхностью и базой рекомендуется проставлять технологические размеры с односторонним полем допуска, направленным в "тело" детали. Тогда, в данном случае, должно быть (см.рис.6)
В1 = 43,3-0,25 ;
В2 = 27,42-0,12 .
Значение размеров В1 и В2 проставляют на карте эскизов (КЭ), см. приложение 1. Размер между поверхностями 1 и 2 при правильной настройке станка будет выдержан автоматически.
В заключение отметим, что при решении основной (кратчайшей) размерной цепи А размер А2 не мог быть принят замыкающим звеном, так как требовалось точно выдержать расстояние между торцами ступицы, а при решении производной цепи В, в целях точного выполнения указанного размера, его пришлось включить в качестве замыкающего (ВΔ = А2).

Пример 10. Этот пример, не связанный с основной темой технологического проектирования, приводится с целью изложения общей методики технологических пересчетов размеров для случаев, часто встречающихся в практике.
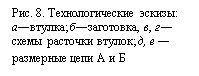
На рис.8, а изображен чертеж втулки, а на рис.8, б - ее заготовки. Расточку отверстий D производят на револьверном станке в два установа (рис.8, в и г) методом автоматического получения размеров. Для настройки станка требуется установить технологические размеры на глубину расточки этих отверстий.
Рассмотрим размерную цепь (рис. 8, д), в которой исходным (замыкающим) звеном принят трудно-контролируемый конструкторский размер между торцами отверстий D ― АΔ = 60 ± 0,2; А1 и А3 ― глубина расточки отверстий ― уменьшающие звенья и А2 ― длина втулки ― увеличивающее звено.
По чертежу А1=20H11(+0,13) и А2 = 100h14(-0,87).
Из основного уравнения линейной размерной цепи
А2 – (А1 + АΔ + А3) = 0,
номинальное значение звена
А3 = А2 – А1 – АΔ = 100 – 20 – 60 = 20.
При расточке отверстий D в размеры А1и А2 примем в качестве проверочных технологических баз поверхности заготовки соответственно К и L. Для настройки станка удобно, чтобы
А3 = А1 = 20H11(+0.13).
Проверим возможность такой настройки. Поскольку цепь (рис.8, д) составлена из ограниченного количества звеньев и допуски на размеры достаточно велики, решим ее методом максимума и минимума, при котором
ТАΔ = ТА1 + ТА2 + ТА3, (а)
но, подставив численные значения допусков, получим неравенство
0,40 ≠ 0,13 + 0,87 + 0,13.
Из формулы (а) следует, что при фиксированных значениях ТАΔ, ТА1 и ТА3 должно быть
ТА2 = ТАΔ – (ТА1 + ТА3)= 0,40 – (0,13 + 0,13) = 0,14.
Ужесточим допуск на длину заготовки втулки, т.е. изготовим ее с более высокой точностью.
Уравнения размерной цепи
АΔнб = А2нб – (А1нм + А3нм);
АΔнм = А2нм – (А1нб + А3нб).
Решим относительно звена А2:
А2нб = АΔнб + (А1нм + А3нм) = 60,2+(20+20)=100,20,
А2нм = АΔнм + (А1нб + А3нб) = 59,8 – (20,13+20,13)=100,06.
Откуда А2 = 100![]() и ТА2 = 0,14.
и ТА2 = 0,14.
На технологических эскизах (в КЭ и к схеме наладки станка) допуск направим в "тело" заготовки-вала, представив размер в следующем виде:
А2 = 100,2-0,14.
Заметим, что допуск на длину заготовки для такого варианта построения операции должен быть уменьшен более чем в 6 раз
Другой вариант: расточка обоих отверстий с использованием в качестве контактных (опорных) технологических баз при установе 1-поверхности L, а при установе 2 ― поверхности К (см.рис. 8, в, г). Для определения размера между базой и режущей кромкой инструмента, необходимого для настройки станка, в этом случае достаточно решить трехзвенную размерную цепь (рис.8, е), состоящую, например, из размеров: ВΔ = 60 ± 0,2 мм, В1 = 20+0,13 и В2 ─ имеющего следующие значения:
номинальное В2 = В1 + ВΔ = 20 + 60 = 80;
максимальное В2нб = В1нм+ ВΔнб = 20 + 60,2 = 80,20;
минимальное В2нм = В1нб + ВΔнм = 20,13+59,8 = 79,83;
откуда В2 = 80![]() и ТВ2 = 0,27.
и ТВ2 = 0,27.
Технологический размер с односторонним расположением поля допуска, обеспечивающий продолжительную работу станка без подналадки, будет В2 = 79,93+0,27. Аналогичный результат получим при решении размерной цепи, составленной из звеньев В2 , В3 и ВΔ..
Максимальное и минимальное значения замыкающего размера, как и в случае использования проверочных баз, лежат в пределах заданных конструктором
ВΔнм = В2нб – В1нм = 80,2 – 20 = 60,2,
ВΔнм = В2нб – В1нм = 79,93 – 20,13 = 59,8.
Так же, как и в первом варианте, длина заготовки должна быть в пределах размера А2 = 100,2-0,14, при этом остальные размеры детали А1, А3 (или В1 и В3 ) и ВΔ при правильной настройке станка, будут получаться автоматически.
Далее следует выполнить расчет точности обработки одной-двух поверхностей.
11.2 Расчет точности выполнения технологических операций Точность изготовления деталей определяется точностью выполнения размеров, точностью форм и расположения поверхностей. Разность между действительными (измеренными) и теоретическими (указанными в чертеже) значениями отмеченных величин называют погрешностями. Общая погрешность обработки Δ в каждом конкретном случае формируется из суммы начальных (первичных) погрешностей, среди которых чаще доминируют 6 основных. Ниже приводятся их краткие характеристики:•Δу ― погрешность, возникающая из-за упругих отжатий технологической системы под действием сил резания. Δу ― это рассеивание выполняемого размера, равное разности предельных значений отмеченных отжатий. Величину Δу ― определяют в тех сечениях заготовки, где она получается наибольшей (обычно в местах, где жесткость технологической системы минимальна). Действительные значения Δу случайны. На практике изменение их величин связано с режимом обработки, колебаниями припуска и твердости поверхностей заготовок в партии и другими причинами. В [8, 9, 26] и прочей литературе приводятся расчетные зависимости, по которым определяют предельные значения Δу для различных схем обработки. Пользуясь этими зависимостями, а также справочным материалом о жесткости технологической системы (например, из [10]), удается заранее рассчитать величину Δу для конкретных условий выполнения технологической операции;
•Δн ― погрешность настройки, представляющая собой разность возможных предельных положений режущего инструмента на станке при его настройке на выполняемый размер. Предельная величина Δн зависит от метода настройки. Для каждой последующей настройки (или поднастройки) станка действенное значение Δн случайно и отличается от предыдущего. В справочнике [10] приводятся методика, расчетные зависимости и таблицы со значениями параметров, необходимые для расчетов величины Δн на практике. При обработке всей партии заготовок с одной настройки станка погрешность Δн из расчетов можно исключить [9];
•![]() ― погрешность установки, случайная величина, складывающаяся из погрешностей базирования
― погрешность установки, случайная величина, складывающаяся из погрешностей базирования ![]() , закрепления
, закрепления ![]() и положения заготовки в приспособлении или на станке
и положения заготовки в приспособлении или на станке ![]() . Погрешность базирования для различных схем определяют по формулам [10, 2.3 и др.].При совпадении технологических (установочных) баз с измерительными она отсутствует. Погрешность
. Погрешность базирования для различных схем определяют по формулам [10, 2.3 и др.].При совпадении технологических (установочных) баз с измерительными она отсутствует. Погрешность ![]() определяется величиной смещения проекции измерительной базы на направление выполняемого размера в процессе закрепления заготовки. При постоянных силе зажима и условиях контакта баз заготовок с опорами величину
определяется величиной смещения проекции измерительной базы на направление выполняемого размера в процессе закрепления заготовки. При постоянных силе зажима и условиях контакта баз заготовок с опорами величину ![]() можно из расчета исключить. Обычно принимают
можно из расчета исключить. Обычно принимают ![]() ≤ 0,01―0,015. Как и другие составляющие значение
≤ 0,01―0,015. Как и другие составляющие значение ![]() считают случайной величиной и суммируют с
считают случайной величиной и суммируют с ![]() и
и ![]() по правилу сложения векторов;
по правилу сложения векторов;
•Δи ― погрешность, связанная о износом режущего инструмента. Погрешность обусловлена систематическим изменением положения режущей кромки относительно технологической базы заготовки. Нормальный износ протекает пропорционально времени обработки или пути резания. Его интенсивность зависит от свойств обрабатываемого материала и материала инструментов, метода обработки, режима и условий резания, конструкции инструмента и других факторов; характеризуется величиной относительного износа U0, мкм/км. Для наиболее распространенных случаев зависимости для расчета Δи и значения Uoприводятся в [8, 9, 10, 30] . Величину Δи сокращают посредством своевременной ручной или автоматической поднастройки станка, использованием более износостойких режущих материалов, конструированием широких режущих кромок, позволяющих увеличить подачу (например, при строгании) и тем самым сократить путь резания, выбором рациональных режимов резания и СОЖ и др.;
•Δт ― погрешность, обусловленная температурными деформациями оборудования, инструмента и обрабатываемых заготовок. С началом работы технологическая система разогревается, при этом удлиняются режущие кромки инструментов, увеличиваются в размерах заготовки, изменяют первоначальное положение оси шпинделей и т.д. Вследствие первоначального нагрева отдельных частей происходит раскоординация системы, нарушающая настройку станка и приводящая к изменению технологических размеров. После разогрева и наступления в системе теплового равновесия указанные процессы прекращаются. Повторной поднастройкой системы в разогретом состоянии удается величину Δт свести к минимуму. Этим же целям способствует организация обработки с ритмичными перерывами машинного времени, обильное охлаждение зоны резания и др.[8, 9, 10, 30];
•Δф ― погрешность формы и.размеров обрабатываемых поверхностей, возникающая вследствие погрешностей изготовления и сборки станков, износа и деформации их составных частей (например, станин при длительной эксплуатации и оседании фундаментов и пр.). Допустимые погрешности изготовления различных типов станков (осевое и радиальное биение шпинделей, неперпендикулярность или не параллельность их осей станинам, столам или поверхностям других узлов и т.п.) лимитированы и приводятся в [8, 10, 25, 30], а также в соответствующих стандартах на приемку станков. Этими сведениями следует воспользоваться, предварительно проанализировав влияние допустимых погрешностей на точность обработки в проектируемой операции. В отличие от других, погрешность Δф при выполнении конкретной технологической операции имеет определенную величину, постоянную для всех деталей партии. Кроме перечисленных в процессе механической обработки заготовок могут возникнуть погрешности, связанные с перераспределением внутренних напряжений в заготовке или недостаточной жесткостью заготовок, возникающие из-за кинематической неточности станка, присущие принятой схеме (или методу) обработки поверхности и пр.
На практике весьма важно уметь определить величину и правильно оценить степень влияния каждой начальной погрешности (с учетом возможностей их взаимной компенсации) на точность изготавливаемой детали.
Методика расчета суммарной погрешности обработки Δ изложена в [8, 9, 10, 15, 30] и другой литературе, где одновременно приводятся таблицы или формулы для определения численных значений всех начальных погрешностей. Точность обработки считается достаточной, если технологический допуск на выполняемый размер Тd≥ Δ и погрешности формы и расположения поверхностей укладываются в допустимые пределы.
Зная условия обработки (оборудование, инструмент, режим резания, схему закрепления, действующие силы и прочее), студенту следует первоначально тщательно проанализировать и обосновать, какие из начальных погрешностей влияют на точность выполнения операции, а затем определить суммарную погрешность размеров на выполняемых операциях и сравнить результат с допуском.
В случае, если Δ > Тd. необходимо, варьируя факторами, определяющими условия обработки, добиться необходимой точности.
Следует помнить, что проектировать технологический процесс операции, не обеспечивающий заданной точности и других технических требований, бессмысленно.
Подраздел может быть изложен на 2―3 с., при этом должны делаться ссылки на ранее составленные эскизы и схемы обработки, а также на первоисточники.
Пример 11. Проверить, обеспечивается ли точность размера 27,42-0,12 при подрезке торца 2 (см. рис.4 и 6) на операции 05. Условия обработки соответствуют рассмотренным в примерах 6 и 8.
Условие обработки без брака ― Δ ≤ Тd(Тd = 0,12 ― допуск на выполняемый размер).
Суммарная погрешность обработки, мкм
![]() ,
,
где Δу ― погрешность, связанная с деформациями системы СПИД, мкм. Для принятой схемы обработки Δу возникает из-за взаимных отжатий резцов с суппортом и заготовки. По [10, с.30, табл.11] жесткость в этом направлении для станков типа 1K282 J = 900/50 = 196 Н/мкм. При суммарной составляющей сил резания Рy= 1262,4 Н (см. с. 40).
Δу = Рy/J = 1262,4/196 = 6,4 мкм;
Δн ― погрешность настройки станка на размер, мкм. Для обработки плоских поверхностей [10, c.70].
![]()
Коэффициенты Кр = 1,2 и Kи = 1 учитывают отклонения закона распределения элементарных величин Δр и Δи от нормального; Δр ― погрешность регулирования. При настройке станка по эталону с контролем металлическим щупом, по [10, с. 71, табл.26] Δp = 10 мкм; Δи ― погрешность измерения, по [10, с. 72, табл,27] для размеров до 50 мм и при возможной точности станка в пределах jТ10 ― Δи = 20 мкм.
В таком случае
![]() мкм;
мкм;
![]() ― погрешность установки. Для принятой схемы обработки технологические базы заготовки совпадают с измерительными, а силы зажима направлены перпендикулярно выдерживаемому размеру. По этой причине
― погрешность установки. Для принятой схемы обработки технологические базы заготовки совпадают с измерительными, а силы зажима направлены перпендикулярно выдерживаемому размеру. По этой причине ![]() отсутствует;
отсутствует;
Δи ― погрешность обработки, вызываемая размерным износом инструмента Δи = 2UоL/1000, мкм [10, с.73]. В этом выражении L ― длина резания, м; Uo ― относительный износ резцов, мкм/км. При точении партии деталей n = 200 шт, со скоростью V = 130 м/мин и времени обработки каждой заготовки t0 = 0,37 мин (см. табл.7).
L = n·V·t0 = 200·130·0.37 = 9620 м,
а величина U0 = 3 мкм/км [10, с. 74, табл.28].
Тогда
Δи = 2·3·9620/1000 = 58 мкм;
Δт ― погрешность, связанная с температурными деформациями системы СПИД, мкм. Величина Δт зависит от режима работы станка и длительности процесса резания. За время операционного цикла при отношении t0/ tш = 0,37/0,88 = 0,42 резец и заготовка не успевают разогреваться на столько, чтобы существенно изменить свои размеры. Поэтому примем Δт = 0;
Δф ― погрешность, связанная с геометрическими неточностями станков, мкм. Значение Δф рассчитывают по формулам, определяют по таблицам или принимают Δф ≤ 0,7 от соответствующих величин по ГОСТам на нормы точности [10, c. 53]. Для вертикальных многошпиндельных токарных полуавтоматов согласно ГОСТ 6820―75 погрешности подрезки торцов у партии заготовок не нормируются [10, c. 56, табл. 23].
Таким образом, суммарная погрешность
![]() мкм.
мкм.![]()
Поскольку технологический допуск на размер 27,42 – Td= 120 мкм, то условие обработки без брака выполняется.
Другие, более характерные примеры расчетов точности обработки приводятся в [7, c.146-149; 9, c.106 и др.]
Для определения общей погрешности обработки допустимо пользоваться иными методиками, например, из работ [8, 28] и пр.
Похожие работы





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
В) затраты конструктивных материалов на единицу мощности; С) обобщение конструктивных решений, зафиксированных в государственных стандартах; D) обобщение конструктивных решений в виде внутризаводских нормалей; Е) обобщение конструктивных решений без оформления специальной документации. 42.1 Унификация – это: А) степень использования материала заготовки при изготовлении детали; В) затраты ...
0 комментариев