РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО ОБЩИЕ КОСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ВИДЫ ИНСТРУМЕНТОВ [4]
КИНЕМАТИЧЕСКИЕ ЭЛЕМЕНТЫ И ХАРАКТЕРИСТИКИ РЕЗАНИЯ [6]
СИСТЕМЫ КООРДИНАТНЫХ ПЛОСКОСТЕЙ И КООРДИНАТНЫЕ ПЛОСКОСТИ [6]
Геометрические ЭЛЕМЕНТЫ ЛЕЗВИй режущих инструментов [6]
Геометрические элементы лезвий режущих инструментов в статической системе координат (рис. 24 – 26 и 27а)
СИЛА РЕЗАНИЯ
Навигация
СИЛА РЕЗАНИЯ
Термины и определения основных понятий по курсу "Теория резания"
40469
знаков
3
таблицы
3
изображения
8 СИЛА РЕЗАНИЯ
Сила резания Р – равнодействующая сил на режущий инструмент при обработке резанием (рис. 29).
Главная составляющая силы резания Рz – составляющая силы резания, совпадающая по направлению со скоростью главного движения резания в вершине лезвия.
Касательная составляющая силы резания (Ндп. Тангенциальная составляющая силы резания) – главная составляющая силы резания при вращательном главном движении резания.
Осевая составляющая силы резания Рx - составляющая силы резания, параллельная оси главного вращательного движения резания.
Радиальная составляющая силы резания Рy - составляющая силы резания, направленная по радиусу главного вращательного движения резания в вершине лезвия.
9 РАБОТОСПОСОБНОСТЬ И НАДЕЖНОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ [4]
Работоспособное состояние режущего инструмента (лезвия) - работоспособность - характеризуется таким состоянием, при котором он способен выполнять обработку резанием при установленных в нормативно-технической документации (НТД) условиях с установленными требованиями. При этом состояние режущего инструмента характеризуют совокупностью значений его параметров (например, значениями заднего и переднего углов, износа по задней поверхности лезвия и др.) в данный момент. К условиям обработки относят, например, обрабатываемый материал, технологическое оборудование, режим резания, порядок технического обслуживания, восстановления и ремонта. К требованиям обработки относят, например, допуски размеров, формы и расположения обработанных поверхностей, параметры шероховатости, производительность обработки резанием, удельные приведенные затраты на обработку и др.
Нарушением работоспособного состояния (неработоспособность) режущего инструмента может быть отклонение от установленных значений хотя бы одного из параметров режущего инструмента, требований или характеристик обработки, выполняемой этим инструментом. К характеристикам обработки относят: силу резания, температуру резания, уровень вибраций, шероховатость поверхности, точность размера и формы и др. Характеристиками неработоспособного состояния режущего инструмента (лезвия) являются «Отказ режущего инструмента» (Отказ), «Внезапный отказ режущего инструмента» (Внезапный отказ) и «Постепенный отказ режущего инструмента» (Постепенный отказ). Внезапный отказ режущего инструмента, как правило, наступает вследствие его разрушения. Постепенный отказ режущего инструмента наступает после достижения постепенно изменяющимся значением хотя бы одного из его установленных параметров, требований или характеристик обработки критерия отказа.
Критерий отказа режущего инструмента (лезвия) определяется в зависимости от требований к обработке при выполнении конкретной технологической операции. Например, на операциях предварительной обработки с невысокими требованиями к шероховатости поверхности и точности размеров критериями отказа могут быть приняты предельно допустимые значения износа инструмента по задней поверхности лезвия, определенные по условию его рациональной эксплуатации, значения силы резания. На операциях окончательной обработки режущим инструментом, где основными требованиями к обработке являются допуски размеров, формы и расположения обработанных поверхностей, критерием отказа может быть принято их предельно допустимое значение. Частным случаем критерия отказа является критерий затупления режущего инструмента (лезвия) (Критерий затупления). Это критерий отказа режущего инструмента (лезвия), характеризуемый максимально допустимым значением износа режущего инструмента, преимущественно по задней поверхности лезвия, после достижения которого наступает его отказ.
Примечание. Под износом понимают величину, характеризующую изменение формы и размеров режущего инструмента (лезвия) вследствие изнашивания при резании
После достижения режущим инструментом (лезвием) критерия затупления наступает постепенный отказ. Постепенный отказ режущего инструмента (лезвия), наступающий после достижения размером, формой или расположением обработанной поверхности предела поля допуска, называется точностным отказом режущего инструмента (лезвия).
Приведение после отказа рабочей части режущего инструмента (лезвия) в работоспособное состояние называют восстановлением режущего инструмента (лезвия).
Примечание. Восстановление режущего инструмента (лезвия) осуществляется заточкой, заменой отказавшего лезвия и т. п.
Периодичность восстановления инструментов (Назначенная периодичность восстановления режущего инструмента (лезвия)) определяется с учетом их функционального назначения, конструктивного исполнения, приспособленности к восстановлению, а также ограничений условий технологической операции, например, обеспечением наибольшей производительности или наименьших приведенных затрат на обработку. Восстанавливаемость режущего инструмента (лезвия) - свойство режущего инструмента (лезвия), заключающееся в приспособленности его рабочей части (лезвия), к восстановлению, например, путем заточки. Восстановление режущего инструмента осуществляется: при отказе или по назначенной периодичности.
Объем работы режущего инструмента («Наработка режущего инструмента», «Наработка между отказами режущего инструмента», «Наработка до отказа режущего инструмента (лезвия)») может быть выражен интервалом времени, массой или объемом снятого материала, длиной пути резания, площадью обработанной поверхности или числом обработанных заготовок. В зависимости от величин, выражающих наработку режущего инструмента, различают следующие наработки: временную, массовую, объемную, путевую, поверхностную и штучную. Временная наработка между отказами режущего инструмента может выражаться временем резания, машинным временем, продолжительностью цикла работы автоматического оборудования (автоматической линии) и т. д. Частным случаем временной наработки до отказа и между отказами, когда наработка выражена временем резания, является период стойкости - время резания новым или восстановленным режущим инструментом (лезвием) от начала резания до отказа.
Примечание. Под временем резания понимают интервал времени, в течение которого инструмент находится в непосредственном контакте с обрабатываемой поверхностью, сопровождающемся снятием стружки
Полный период стойкости режущего инструмента (лезвия) - полный период стойкости (Ндп. Срок службы) - сумма периодов стойкости режущего инструмента (лезвия) от начала резания новым инструментом (лезвием) до достижения предельного состояния.
Существует связь между периодом стойкости и наработкой между отказами. Например, временная наработка между отказами, выраженная машинным временем Тм, и период стойкости Т связаны зависимостью
![]()
где lр.х и tр.х - соответственно длина и время рабочего хода инструмента; lр и tр, - соответственно длина и время резания.
Путевая наработка между отказами l и период стойкости Т связаны зависимостью
1=Т× v,
где v — скорость резания, м/мин.
Одним из совокупности свойств, обусловливающих его качество режущего инструмента, является «Надежность режущего инструмента». Надежность является комплексным свойством, которое может включать безотказность, долговечность, восстанавливаемость и ремонтопригодность режущего инструмента, как в отдельности, так и в определенном сочетании этих свойств. Эти свойства обеспечивают при проектировании, изготовлении и эксплуатации инструмента. Безотказность является основным свойством, определяющим надежность режущих инструментов, непрерывное сохранение работоспособности которых необходимо для завершения обработки. Долговечность как свойство, определяющее, главным образом, эффективность использования инструмента, является наиболее значимым для сложных дорогостоящих режущих инструментов, например, червячных фрез, долбяков, протяжек и др. В зависимости от принципа ограничения наработки, а также последствий отказа, надежность режущего инструмента может оцениваться одним или несколькими показателями, характеризующим одно или несколько ее свойств.
СПИСОК ЛИТЕРАТУРЫ
1. ГОСТ 25751-83. Инструменты режущие. Термины и определения общих понятий.
2. ГОСТ 25761-83. Виды обработки резанием. Термины и определения общих понятий.
3. ГОСТ 25762-83. Обработка резанием. Термины, определения и обозначения общих понятий.
4. ГОСТ 3.1109-82. Единая система технологической документации. Термины и определения основных понятий.
5. ГОСТ 23505 – 79. Абразивная обработка. Термины и определения.
6. ГОСТ 21445-84. Материалы и инструменты абразивные. Термины и определения.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... и, конечно же, за многими другими, которые будут получены, — будущее. В этом направлении и работают многие НИИ и исследователи. Аспекты поиска новых лекарств, изыскание новых лекарственных веществ состоит из трех основных этапов: химический синтез, установление фармакологической активности и безвредности (токсичности). Такая стратегия поиска с большой затратой времени, реактивов, животных, труда ...
... бездействует можно будет оценить как акт мести или расправы. В случаях, когда вред причиняется лицу, на котором не лежит обязанность действия необходимо квалифицировать этот вред на общих основаниях. Сущность необходимой обороны заключается в причинении вреда именно посягающему, с тем, чтобы таким образом предотвратить или пресечь начавшееся посягательство. Нанесение вреда посягающему выступает ...
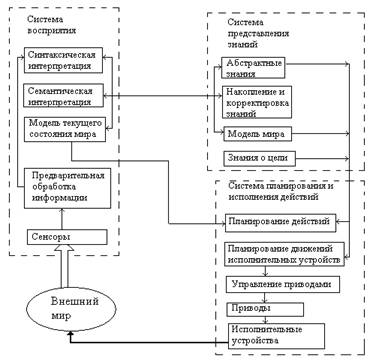

... промышленность и транспортировка нефтепродуктов, энергетика, металлургия, машиностроительная промышленность, медицина, прогнозирование и мониторинг и другие. В начале 60-х годов в рамках исследований по искусственному интеллекту (ИИ) сформировалось самостоятельное направление - экспертные системы (ЭС). В задачу этого направления входит исследование и разработка программ (устройств), использующих ...
0 комментариев