Навигация
ГРАНИЦИ И ОБЛАСТИ ПРИМЕНЕНИЯ
16848
знаков
0
таблиц
2
изображения
1.2 ГРАНИЦИ И ОБЛАСТИ ПРИМЕНЕНИЯ
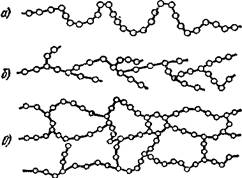
Рассмотрим применение и области использования термитной сварки на примере сварки рельсового стыка — самом обычном применении термитной сварки. При сварке давлением жидкие продукты выливают через край тигля (рисунок 1, а); при этом место сварки сначала заливается жидким шлаком, смачивающим металл и дающим на его поверхности тонкую пленку, препятствующую прилипанию термитного металла к основному. Жидкий металл поступает в форму вслед за шлаком, но не сваривается с основным металлом и может быть удален по окончании сварки. Жидкий металл используется лишь как носитель тепла для разогрева места сварки. После того как жидкая смесь выпущена в форму и стык достаточно разогрет, приступают к осадке. Для этой цели применяют стяжные прессы, приводимые вручную рычажными ключами. При повороте ключей приходят в действие винтовые стяжки, создающие давление и производящие осадку разогретых деталей. Стяжной пресс (рисунок 2) надевают на место сварки до выпуска расплавленной смеси.
Поверхность сварного стыка должна быть защищена от попадания термитного шлака, для чего соединяемые поверхности тщательно пригоняют, отшлифовывают и перед сваркой стягивают со значительным давлением посредством стяжного пресса. Так как рельсовая сталь обладает ограниченной свариваемостью в пластическом состоянии, то в стык перед сваркой закладывают пластинку по профилю рельса из мягкой низкоуглеродистой стали с тщательно зачищенными и отшлифованными поверхностями. При разогреве стыка термитом усиливают давление, поворачивая стяжные гайки пресса, и производят осадку.
Способ термитной сварки давлением в том виде, как он описан выше, в настоящее время почти не применяется, так как этот способ сложен, кропотлив, требует очень тщательной пригонки свариваемых поверхностей и дает значительный разброс результатов в отношении прочности стыка. Также трудоемка операция осадки и установки стяжного процесса.
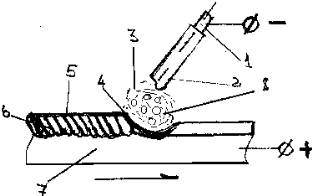
Значительно дешевле и удобнее сварка плавлением, так называемый способ промежуточного литья (рисунок 1, б). В этом случае рельсы заформовывают со значительным зазором (10—12 мм) в стыке, поэтому особенно тщательной пригонки и шлифования соединяемых поверхностей не требуется. Расплавленную смесь выпускают через дно тигля. Поступающий в форму перегретый расплавленный металл оплавляет основной металл у сварного стыка и сплавляется с ним в одно целое. Термитный шлак, поступающий в форму вслед за металлом, служит лишь для дополнительного подогрева сварного стыка и замедления его охлаждения по окончании сварки. Осадочного давления и применения стяжного пресса не требуется, рельсы остаются неподвижными в процессе сварки. Поэтому возможно, например, сваривать рельсы, уложенные в пути, без расшивки, что позволяет сваривать плети неограниченной длины, вваривать куски рельсов в местах вырезки поврежденных стыков и т. п.

а — давлением; б — плавлением (промежуточное литье); в — комбинированный
способ
Рисунок 1. - Схемы термитной сварки рельсового стыка
Недостатки способа промежуточного литья: 1) несколько увеличенный расход термита; 2) образование литой структуры металла в сварном стыке, не уплотняемого осадочным давлением и поэтому склонного к образованию пор и раковин; 3) все сечение стыка для надлежащего разогрева получает значительный облив, удаление которого вызывает известные затруднения. Приходится обрубать и шлифовать поверхность катания и боковые грани головки рельса.
При комбинированном способе металл выпускают через дно тигля, заливку жидким металлом ведут лишь до нижней грани головки рельса (рисунок 1, в), а отшлифованные торцы головок собирают со вкладной пластинкой низкоуглеродистой стали. При выпуске жидкой смеси головку заливают шлаком и сваривают давлением при последующей осадке стяжным прессом, в то время как шейка и подошва рельса оказываются сваренными плавлением по способу промежуточного литья. Комбинированный способ является наилучшим и в настоящее время находит преобладающее применение. Результаты термитной сварки рельсовых стыков достаточно удовлетворительны. Сварку легко вести в полевых условиях. Несмотря на это, термитная сварка рельсовых стыков на железных дорогах применяется в ограниченных размерах и в настоящее время почти вытеснена контактной сваркой. Причиной служит довольно высокая стоимость термитной смеси, дефицитность металлического алюминия, низкая производительность термитной сварки. Этот вид сварки сохранил свое значение для рельсовых стыков трамвайных путей, так как в условиях города другие методы сварки рельсовых стыков трудноприменимы.

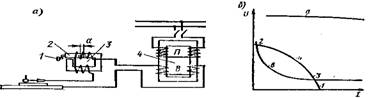
1 — стяжная штанга; 2 — стяжная гайка; 3 — зажимная гайка; 4 — термитный тигель; 5 — крышка тигля
Рисунок 2. - Стяжной пресс для рельсового стыка
Термитную сварку можно использовать для ремонта крупных стальных и чугунных деталей. При сварке чугуна применяют специальный термит со значительным содержанием ферросилиция. Посредством термитной сварки можно приливать отломанные части стальных деталей, например зубья крупных шестерен, наплавлять поверхности и т. п. Термитная сварка позволяет изготовлять стальные отливки, на месте в любых, даже полевых условиях, что в ряде случаев может представлять практический интерес.
Похожие работы
... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
... и к лучшему использованию дуги. Благодаря большой силе тока, применяемого при автоматической сварке под слоем флюса, производительность возрастает в десятки раз по сравнению с ручной дугой дуговой сваркой. Хорошая защита расплавленного металла от окружающего воздуха, а также легирование металла шва (в случае сварки стали) содержащимися во флюсе компонентами обеспечивают весьма высокие ...
... шва зависят главным образом от мощности дуги. К дополнительным параметрам относят диаметр сопла, расход плазмообразующего газа и его теплофизические свойства. ГАЗОВАЯ СВАРКА Способы сварки. В качестве одного из первых методов сварки плавлением, получившего распространение в промышленности, можно назвать газовую сварку. Этот метод сохранил свое значение и до настоящего времени. При сгорании ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев