Навигация
Технологический процесс изготовления детали "Валик терморегулятора"
7609
знаков
5
таблиц
5
изображений
Введение
Машиностроение является ведущей и важнейшей отраслью промышленности. Область применения продукции машиностроения огромна. Станкостроение является фундаментом машиностроительной индустрии. Решающую роль в изготовлении продукции играют совершенствование технологии, технологического оборудования, а также автоматизация производства.
Для того чтобы постоянно удовлетворять растущие запросы производства, машиностроение на базе новейших достижений науки и техники должно непрерывно разрабатывать новые технологические процессы, для осуществления которых нужно создавать и выпускать в необходимых количествах современные орудия труда и машины, отвечающие своему назначению при наименьшей себестоимости.
Отрасль науки, занимающаяся изучением закономерностей, действующих в процессе изготовления машин в необходимом количестве, в сочетании с качеством при наименьшей себестоимости называется, технологией машиностроения.
Серийное и мелкосерийное производства, выпускающие до 75 – 80% общей продукции машиностроения, характеризуются большими затратами рабочего времени на выполнение вспомогательных операций. Основным направлением сокращения затрат вспомогательного времени является автоматизация производственных процессов, по средствам, применения станков с числовым программным управлением (ЧПУ).
Эффективность применения станков с ЧПУ выражается в следующем:
· в повышении точности размеров и формы обрабатываемых заготовок, полностью определяемых правильностью программирования и точностью автоматических перемещений соответствующих узлов станка;
· в повышении производительности обработки, связанной с уменьшением доли вспомогательного времени с 70 – 80% для обычных станков с ручным управлением до 40 – 50%, а при использовании обрабатывающих центров (ОЦ) до 20 – 30%; в среднем производительность возрастает: для токарных станков – в 2–3 раза, для фрезерных – в 3–4 раза, а для ОЦ – в 5–6 раз;
· в снижении себестоимости обработки, связанном с повышением производительности, понижением требований к квалификации станочника, а в ОЦ и в снижении затрат на приспособления, потребность в которых (в связи с обработкой заготовок с одного установа) значительно уменьшается.
Расширение использования станков с ЧПУ в настоящее время должно являться одним из главных направлений технического прогресса машиностроения страны.
1. Служебное назначение детали. Технологический чертеж детали
Деталь «Валик терморегулятора» является частью изделия «Муфта вязкостная», по наружному диаметру (6) D6,5 (-0,015-0,065) сопрягается с «Крышкой муфты», базируется до упора в торец (8). В канавку (4) устанавливается «Терморегулятор».
Технологический чертеж представлен на рисунке 1.
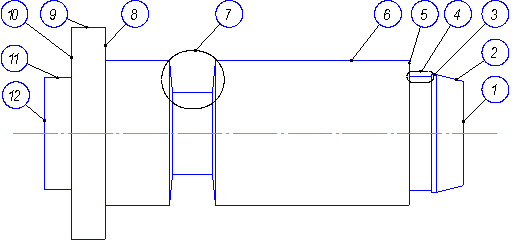
Рис. 1
2. Выбор и обоснование схем базирования и установки
Поскольку деталь представляет собой тело вращения цилиндр, то с учетом длины детали используем схему установки в самоцентрирующем трехкулачковом патроне на зажим, с базированием по торцу.
Схема базирования
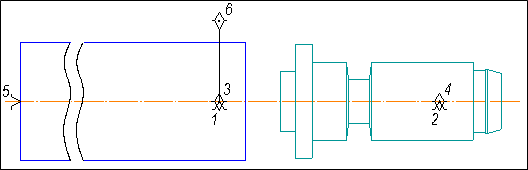
Рис. 2
Схема установки
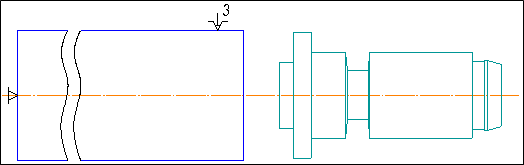
Рис. 3
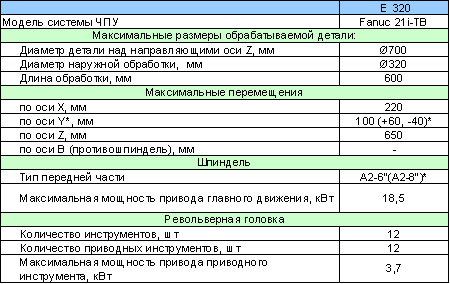
3. Выбор оборудования, инструмента и оснастки
В результате того, что деталь имеет сложную конфигурацию и требует обработки со всех сторон, выбираем многоцелевой станок с ЧПУ «Fanuc 21i-TB» типа «Токарный обрабатывающий центр»: Romi E320.
Таблица №1. Характеристики станка Romi E320
Инструмент и оснастку выбираем по каталогам фирмы KennaMetall.
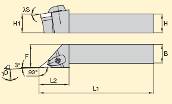
1. Резец подрезной чистовой (поверхности 8, 9)
|
Рис. 5 | Чертежный номер державки: MVJNL3225P16 Тип пластины: VNMG 160404 MN KC9110 Длина режущей кромки пластины: 11 Главный угол в плане: kr=90° Угол пластины: 35° Количество граней: 4 Радиус при вершине: 0,4 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
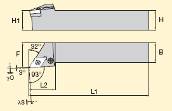
2. Резец подрезной черновой (поверхности 1, 2, 3, 5, 6, 8, 9)
|
Рис. 6 | Чертежный номер державки: PDJNL 32325 P15 Тип пластины: DNMG 150612 MN KC9125 Длина режущей кромки пластины: 11 Главный угол в плане: kr=93° Угол пластины: 55° Количество граней: 4 Радиус при вершине: 1,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
Похожие работы
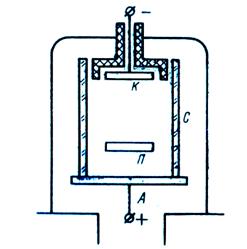
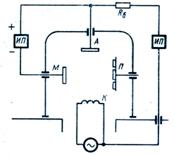
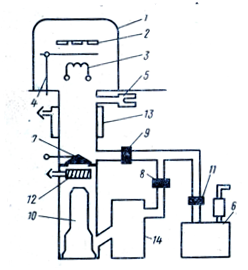
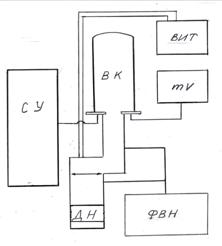
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
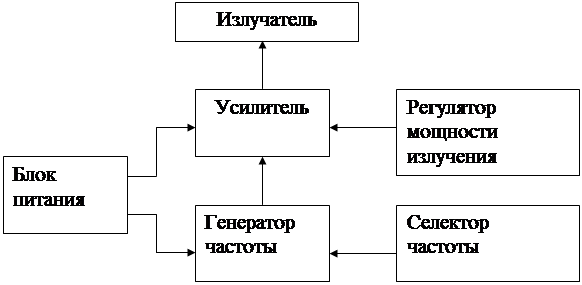
... и граней радиусом 1,5 - 3 мм; 3) прошивки глухих пазов со скругленными углами; 4) нанесения рисок и различных сложных профилей на пьезокерамику. Перечисленные операции выполняют на ультразвуковом станке с мощностью на выходе генератора 1,5 кВт и частотой колебаний вибратора 20 - 25 кГц. Для прошивки отверстий применяются ступенчатые концентраторы, изготовленные из стали 40Х. При нанесении на ...

... работник, и автоматизированные, где контроль за безопасной работой и режимом тепловой обработки обеспечивает сам тепловой аппарат при помощи приборов автоматики. На предприятиях общественного питания тепловое оборудование может использоваться как несекционное или секционное, модулированное. Несекционное оборудование, это оборудование, которое различно по габаритам, конструктивному исполнению и ...
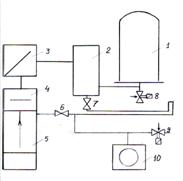
... приставным котлом при объемах работ свыше 500 м2, а без него — при объемах работ до 500 м2. На строительной площадке агрегат устанавливают в 1,5—2 м от стены здания, на котором будут проводиться кровельные работы. Расстояние между агрегатом и приставным котлом должно быть не менее 8 м. Насос агрегата соединяют с приставным котлом гибким рукавом или трубой. Битумопровод (стояк) высотой до ...
0 комментариев