Навигация
Определяем исходный индекс в зависимости от массы поковки, класса точности, группы стали и степени сложности - 13 [8] таб.2
51313
знаков
8
таблиц
8
изображений
4. Определяем исходный индекс в зависимости от массы поковки, класса точности, группы стали и степени сложности - 13 [8] таб.2
5. Определяем основные и дополнительные припуски и допуски, размеры заготовки.
Таблица 6.1. Значения в миллиметрах
| Тип | Размер детали | Основной припуск | Дополнительный припуск | Допуск | Размер заготовки |
| 850 | 3,0 | 0,3 | +3,0 1,5 | 856,6+3,0 1,5 | |
| Линейные | 10 | 1,9 | 0,3 | +1,6 0,9 | 14,4+1,6 0,9 |
| 178 | 3,0 | 0,3 | +3,0 1,5 | 179,1+3,0 1,5 | |
| Æ48 | 1,8 | 0,3 | +1,6 0,9 | 52,2+1,6 0,9 | |
| Диаметры | Æ36 | 1,9 | 0,3+1,0=1,3 | +1,4 0,8 | 42,4+1,4 0,8 |
| Æ32 | 1,9 | 0,3+1,0=1,3 | +1,4 0,8 | 38,4+1,4 0,8 |
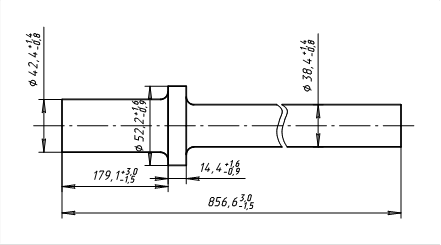
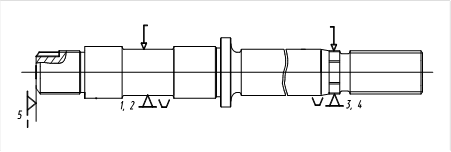
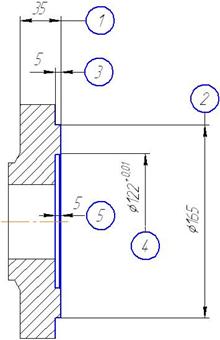
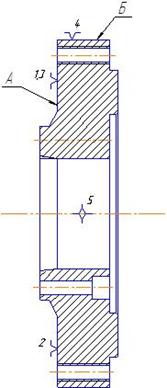
Рисунок 6.1 - Эскиз поковки на ГКМ
6. Штамповочные уклоны 50
7. Радиусы скруглений R4мм
8. Допускаемая величина смещения по плоскости
разъема матрицы 0,8мм
9. Допускаемая величина остаточного облоя 1,0мм
10. Допускаемая величина заусенца по плоскости
разъема матрицы 2,0мм
11. Допускаемые отклонения по изогнутости 2,0мм
12. Уточняем массу поковки:
Vп=p* (d12*L1+ d22*L2 +d32*L3) /4 (6.6)
Vп=3,1415* (42,42*179,1+52,22*14,4+38,42*663,1) /4=1051645,9 мм3
Mп=Vп*0,00785=1051645,9*0,00785=8255г =8,26 кг
6.3 Прокат
Из стандартного ряда диаметров по ГОСТ 2590-71 выбираем сталь горячекатанная круглая Æ52, точность обычная, способ отрезки пресс-ножницы.
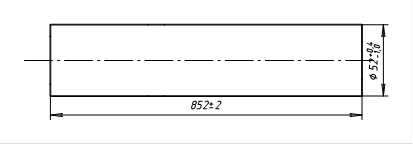
Рисунок 6.2 - Эскиз заготовки из проката
Находим массу заготовки из проката:
Mз=Vз*0,00785 (6.7)
Vз=p*522*852/4=1809406 мм3
Mз=1809406*0,00785=14203г= 14,2 кг
6.4 Сравнение способов получения заготовки
Таблица 6.2
| Показатели | Штамповка на ГКМ | Прокат Æ52x852 |
| Класс точности | Т4 ГОСТ 7505-89 | h12 |
| Группа сложности | 2 | - |
| Масса заготовки Q, кг | 8,26 | 14,2 |
| Стоимость 1т заготовок, крб | 373 | 295 |
| Стоимость 1т стружки Sотх, крб | 25 | 25 |
Стоимость заготовки, получаемой на ГКМ:
Sзаг= (Ci*Q*kТ*kС*kB*kM*kП/1000) - (Q-q) *Sотх/1000 (6.8)
Sзаг= (373*8,26*1*1,7*0,81*0,9*1/1000) - (8,26-4,54-1,95) *25/1000=3,774крб
Стоимость заготовки из проката
Sзаг=Q*S/1000- (Q-q) *Sотх/1000 (6.9)
Sзаг=14,2*295/1000- (14,2-4,54-3,57) *25/1000=4,037крб
Sзаг1 < Sзаг2
Mзаг1 < Mзаг2
Исходя и проведенных технико-экономических расчетов себестоимости получения двух вариантов заготовок и требований по экономии материалов считаю целесообразным применить для получения заготовки метод ковки на ГКМ.
7. Разработка варианта технологического маршрута механической обработки детали
Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства.
7.1 Выбор обоснование способов обработки поверхностей заготовки
На основании типового технологического процесса определяем последовательность методов обработки для каждой поверхности детали (МОП).
Таблица 7.1 - Маршрут обработки поверхностей
| N п. | Точность | Шерох. | Маршрут обработки поверхности |
| 1 | 14 | 3,2 | Точение черновое или Фрезерование черновое |
| 2 | 14 | 6,3 | Фрезерование черновое |
| 3 | 14 | 3,2 | Точение черновое, Точение фаски |
| 4 | 6 | 1,6 | Точение черновое, Точение получистовое, Накатывание резьбы |
| 5 | 14 | 3,2 | Точение черновое, Точение канавки |
| 6 | 14 | 3,2 | Точение черновое, точение получистовое |
| 7 | 9 | 1,6 | Точение черновое, точение получистовое, Шлифование предварительное |
| 8 | 14 | 3,2 | Точение черновое, точение получистовое |
| 9 | 14 | 3,2 | Точение черновое, точение получистовое |
| 10 | 14 | 3,2 | Точение черновое, точение получистовое |
| 11 | 9 | 1,6 | Точение черновое, точение получистовое, Шлифование предварительное |
| 12 | 14 | 3,2 | Точение черновое, Точение канавки |
| 13 | 14 | 0,4 | Точение черновое, Точение получистовое, Шлифование предварительное, полирование |
| 14 | 14 | 3,2 | Точение черновое, Точение фаски |
| 15 | 14 | 3,2 | Точение черновое |
| 16 | 14 | 3,2 | Точение черновое, Точение фаски |
| 17 | 14 | 3,2 | Точение черновое, Точение получистовое |
| 18 | 14 | 3,2 | Точение черновое, Точение канавки |
| 19 | 6 | 0,2 | Точение черновое, Точение получистовое, Шлифование предварительное, Азотация, Шлифование чистовое, Полирование |
| 20 | 14 | 0,8 | Точение черновое, Точение получистовое, Полирование |
| 21 | 14 | 3,2 | Точение черновое, Точение получистовое, Фрезерование получистовое |
| 22 | 14 | 3,2 | Точение черновое, Точение получистовое |
| 23 | 14 | 3,2 | Точение черновое, Точение получистовое |
| 24 | 14 | 3,2 | Точение черновое, Точение получистовое |
| 25 | 6 | 1,6 | Точение черновое, Точение получистовое, Накатывание резьбы |
| 26 | 14 | 3,2 | Точение черновое, Точение фаски |
| 27 | 14 | 3,2 | Точение черновое или фрезерование черновое |
7.2 Выбор и обоснование схем базирования и закрепления
В качестве черновых баз выбираем наружные цилиндрические поверхности. Данные поверхности имеют достаточную протяженность для надежного закрепления, обеспечивают доступ к чистовым базам.
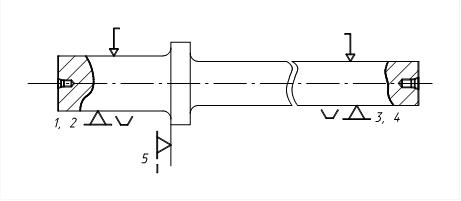
Рисунок 7.1 - Базирование на фрезерно-центровальной операции
На чистовых операциях обработки наружных цилиндрических поверхностей и на операции фрезерования шестигранника для базирования используются центровые отверстия и торец. Данная схема базирования соответствует принципу совмещения баз, позволяет обеспечить соосность поверхностей штока после разных стадий обработки.
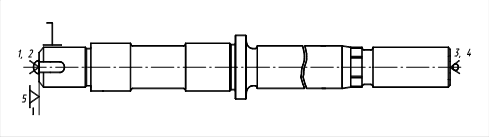
Рисунок 7.2 - Базирование в центрах
На операции фрезерования паза для базирования используются наружные цилиндрические поверхности и торец. Погрешность базирования связанная с установкой в призмах допускается точностью получаемого паза.
7.3 Составление маршрутного технологического процесса и выбор оптимального
На основе разработанных маршрутов обработки поверхностей, соблюдая принцип поэтапности составляем матрицу технологического процесса, которая представлена в Таблице 7.2. При этом была поставлена цель минимизировать себестоимость обработки и максимизировать производительность в условиях мелкосерийного производства.
Используя матрицу технологического процесса и руководствуясь принципом концентрации производим разбиение технологического процесса на операции:
005 Заготовительная
010 Термическая обработка
015 Токарно-винторезная
020 Фрезерно-центровальная
025 Токарно-винторезная
030 Технический контроль
035 Термическая обработка
040 Токарная с ЧПУ
045 Токарная с ЧПУ
050 Вертикально-фрезерная
055 Круглошлифовальная
060 Технический контроль
065 Химико-термическая обработка
070 Резьбонарезная
075 Вертикально-фрезерная
080 Круглошлифовальная
085 Полировальная
090 Слесарная
095 Маркирование
100 Технический контроль
7.4 Обоснование выбора металлорежущих станков
Для отрезки заготовок нецелесообразно применять станки с ЧПУ, однако необходим станок с достаточной мощностью привода главного движения, поэтому выбираем: Универсальный токарно-винторезный станок модели 1К62 с мощностью привода главного движения 10кВт.
Для фрезерно-центровальной операции выбираем фрезерно-центровальный станок модели 2Г942.
Для черновой токарной обработки целесообразно выбрать универсальный токарно-винторезный станок модель 16К20 с мощностью привода главного движения 11кВт.
Для фрезерной обработки шестигранника и паза целесообразно выбрать универсальный вертикально-фрезерный консольный станов модели 6Р12 с мощностью двигателя 7,5кВт.
Для шлифования выбираем круглошлифовальный станок с максимальным Æ шлифования 60мм, максимальной длинной шлифования 700мм, мощностью двигателя 10кВт модели 3М151.
Для получистового точения целесообразно применить токарно-винторезный станок с ЧПУ модели 16К20Ф3 с УЧПУ 2Р22 т.к деталь имеет достаточно сложный контур и для обработки применяется большое количество инструментов.
Полирование производят на токарно-винторезном станке 16К20 с применением приспособления для полирования.
7.5 Обоснование выбора другого технологического оборудованияСтаночные приспособления применяют для установки заготовок на металлорежущие станки. Различают три вида приспособлений - специальные, специализированные и универсальные. Выбор конкретного вида выполняется в зависимости от типа производства, стадии обработки, сложности заготовки.
Для операции отрезания образцов целесообразно применить трехкулачковый самоцентрирующийся патрон нормальной точности ГОСТ 2675-80.
Для чернового и получистового точения целесообразно применить передний плавающий центр по ГОСТ 2575-79 и задний вращающийся центр по ГОСТ 8742-75.
Для шлифовальной операции с целью повышения точности установки целесообразно применить жесткие центры по ГОСТ 18259-72.
Для фрезерования шестигранника применяют универсальную делительную головку ГОСТ 8615-89.
Для фрезерования паза производят установку в призмах опорных по ГОСТ 12195-66. Также применяется кондуктор для фрезерования паза.
8. Разработка операционной технологии
В данном разделе производится разработка операционного технологического процесса на следующие операции:
Похожие работы


... АΔmax и AΔmin входят в допустимый интервал. В результате при сборке обеспечивается точность исходного звена. 2. Разработка технологического процесса изготовления плиты нижней Служебное назначение детали Плита нижняя представляет собой базовую деталь, на которую устанавливают другие детали и сборочные единицы, точность относительного положения которых должна обеспечиваться ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев