Навигация
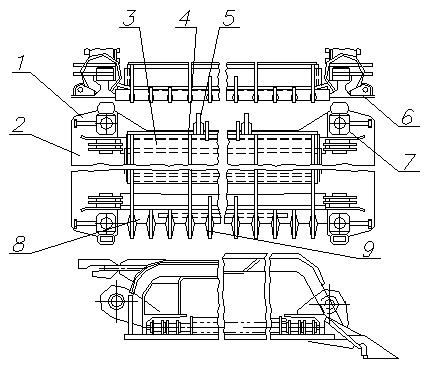
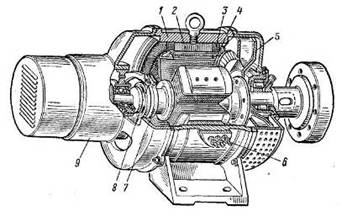
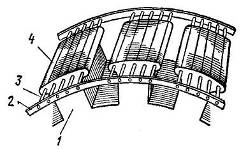
Конструкція правильної машини
20225
знаков
0
таблиц
3
изображения
Міністерство освіти і науки України
Запорізька державна інженерна академія
Кафедра металургійного обладнання
Звіт
Практики на АТ "Запоріжсталь"
Запоріжжя ЗДІА 2010
Зміст
Вступ
1. Характеристика основних виробів цеху
2. Технологічний процес отримання основних виробів цеху
3. Основне та додаткове обладнання цеху
4. Перелік основних ремонтних робіт, які здійснюються механічною службою під час використання обладнання
5. Аналіз обладнання, що завдано індивідуальним завданням, його устрій та принцип дії
Основні висновки по практиці
Бібліографічний список
Вступ
За останні роки обсяг виробництва металу на Україні знизився: чавуну> 11 млн. тн, стали 14 млн. тн, прокату на 9 млн. тн.
Виробничі потужності України складають по чавуну 52, по сталі 54 і прокату 41,5 млн. тн. Україна посідає 4 місце за цим показником після США, Росії та Японії, випереджаючи Німеччину, Італію, Францію.
Чорна металургія України має 12 металургійних комбінатів, 7 трубних, 10 метизних, 3 феросплавних підприємства, 17 заводів по виробництву вогнетривів, 26 підприємств з видобутку і переробки руди, нерудних ресурсів, 5 підприємств по виготовленню та ремонту металургійного обладнання, 23 підприємства зі збору та переробки вторинних матеріалів.
В експлуатації знаходиться:
11 аглофабрик, 55 доменних печей, 15 кисневих конверторів, 76 мартенових печей, 21 електросталеплавильний піч, 85 прокатних станів.
Металургія України не залежить від Заходу, і лише певною мірою від Росії. Частка чорної металургії України в обсягах виробництва СНД складає залізна руда - 50%, кокс - 44%, сталь - 36%, прокат - 35%.
За кількістю видобутої залізної руди Україна займає 5 місце в мі-ре після Китаю, Бразилії, Росії та Австралії, 15% залізної руди експортуються. Частка України в світовому виробництві марганцевої руди складає 31,9%. В даний час чорна металургія України значно відстає від Росії і провідних зарубіжних країн. Високий витрата енергії вище в 1,4, ... 1,5 рази, ніж на сучасних зарубіжних. Це пов'язано з використанням застарілого і зношеного обладнання.
Україна має 85 прокатних станів, багато з яких морально застаріли або фізично зношені, які вимагають докорінної реконструкції.
Завдання, які стоять перед прокатним виробництвом:
1. Дотримання стандартів технічно розвинених країн і євронормам, розробити і впровадити системи забезпечення якості продукції на стадіях її виготовлення.
2. Зниження вартості прокату. Виготовлення прокату відрізняється підвищеною витратою матеріальних, паливно-енергетичних, трудових та інших ресурсів.
3. План витрати сталі на 1 тонну прокату становить 1300 кг, в Росії - 1250 кг, США - 1198 кг, Японії -1044 кг.
4. Енергоємність складає 30 - 40% від собівартості і на 30% більше, ніж у країнах з розвиненою економікою.
Трудові витрати поки що теж високі:
в 1,3 .... 2,3 рази вище.
Переоснащення на ресурсозберігаючі технології, які дозволили різко знизити матеріалоємність, енерго і паливомістких.
Це можна досягти за рахунок впровадження МНЛЗ - 8%. А впровадження МБЛЗ, на яких можна було б відливати слябової заготовки h = 20 ... 50 мм для широкополосних станів гарячої прокатки, смугові заготовки 2 ... 5 мм для станів холодної прокатки. Капіталовкладення скорочуються в 6 разів, а енерговитрати в 3 рази.
Розширення сортаменту сортового прокату на Україні. Проводять - 1539, у Росії - 3868, у тому числі 730 гарячепресованих, які на Україні зовсім не виробляють, в США h> 4000.
Збільшення швидкості прокатки і заправки, маси рулону, підвищення надійності і довговічності швидкозношуваних деталей і технологічного інструмента.
1. Характеристика основних виробів цеху
У цехах холодного прокату (ЦХП-1 і ЦХП-3) на 7-ми прокатних станах проводиться холоднокатаний лист, смуги та стрічки товщиною від 0,2 до 5 мм, шириною від 10 до 2000 мм і довжиною листа до 4000 мм, а також рулони масою до 14 тонн.
У цих цілях також виробляються:
- Шліфовані і поліровані пластини з нержавіючої сталі,
- Тонколистова сталь з поліонілхлоридним покриттям,
- Консервна жерсть гарячого лудження.
На трьох профілів, агрегатах комбінату виробляється більше 500 сортових (куточок, швелери і т.д.) і спеціальних фасонних профілів з вуглецевої, низьколегованої і нержавіючої сталі товщиною стінки від 1 до 7 мм і шириною розгортки профілю до 1450 мм.
Крім того, на комбінаті є:
- Комплекс ремонтних цехів на чолі управління головного механіка. У підпорядкуванні УГМ знаходяться ремонтні цехи спеціалізуються за видами ремонту обладнання - ЦРМО-1, ЦРМО-2, ЦРМО-3, ЦРМО-4, ЦРПО, механічний цех і ливарний цех.
- Залізничний і автомобільний транспорт
- Лабораторії, обчислювальний центр, інженерний корпус.
- Цех підготовки виробництва.
- Управління капітального будівництва.
- Цех випуску товарів народного споживання.
Основною продукцією комбінату є листовий прокат - гарячекатаний і холоднокатаний товщиною від 0,5 до 6,0 мм з вуглецевих, низьколегованих, легованих і нержавіючих марок сталі, що використовуються в автомобільній промисловості, машинобудуванні, електронної, хімічної та інших галузей, а також для виробництва товарів народного споживання. Окрім вищезгаданої продукції МК випускає виливниці, піддони, граншлак і щебінь, широкий асортимент виробів з дерева, металу і бетону. МК "Запоріжсталь" співпрацює більш ніж з п'ятьма тисячами споживниками ближнього і далекого зарубіжжя. Комбінат пов'язують міцні ділові від-носіння з багатьма країнами Європи, Азії, Близького Сходу. Комбінат переглядає на експорт: передільний чавун, гарячекатаний і холоднокатаний лист і рулони. Відвантаження експортної продукції здійснюється залізничним, річним і морським транспортом через Запорізький річковий порт і морські порти Азовського і Чорного морів.
Комбінат імпортує сучасне обладнання, технології та заінтересований в отриманні іноземних інвестицій для проведення реконструкції машин і агрегатів основних цехів підприємства.
Похожие работы
... або телефонного паперу змазати клеєм БФ-2. Поверхня ізоляції шпильки покрити ізоляційним лаком БТ-99 і просушити на повітрі протягом 3 годин. Розділ 4. Технічне обслуговування й ремонт електричних машин 4.1 Обсяг робіт по технічному обслуговуванню й ремонту Найважливішою умовою правильної експлуатації електричних машин є своєчасне проведення планово-попереджувальних ремонтів і періодичних ...


... Основна технологічна операція Формування шару виробів Формування штабелю виробів Відведення ящика 2. Технологічна карта 2.1 Опис конструкції та принципу дії Машина для укладання та пакування пачок з вафлями в гофрокартонні ящики складається з подаючого транспортера 1, приводних гребінчастих стулок, зіштовхувача 4, приймального стола 5, кантувача тари 8, підйомно-опускної платформи ...
... человек работающих на машине ВПО, n = 6чел; n - число человек работающих на машине ДСП, . . 4 ОБОСНОВАНИЕ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ МАШИНЫ С РАЗРАБАТЫВАЕМЫМ ОБОРУДОВАНИЕМ ДЛЯ ВЫРЕЗКИ БАЛЛАСТА Целью экономического раздела является определение затрат на модернизацию существующей техники, применяемой на тех же работах, в тех же условиях. Основными затратами на модернизацию ...
... особенностью машины постоянного тока является наличие коллектора и скользящего контакта между обмоткой якоря и внешней электрической цепью. 2.2 Устройство машины постоянного тока Машина постоянного тока (рис. 2.3) по конструктивному исполнению подобна обращенной синхронной машине, у которой обмотка якоря расположена на роторе, а обмотка возбуждения – на статоре. Основное отличие заключается ...
0 комментариев