Сущность решения и его внутренняя структура
Управление как процесс принятия решений
Комплекс методов принятия решений
Анализ деятельности ООО «Royal»
Регламентация деятельности принятия производственно - управленческих решений в ООО «Royal»
Технологии принятия решений в ООО «Royal»
Характеристика элементов принятия решений в ООО «Royal» и их оценка
Предложения по совершенствованию методов принятия решений в ООО «Royal» (на примере статистического анализа временных рядов)
Навигация
Анализ деятельности ООО «Royal»
Основы принятия решений современным руководителем
87899
знаков
31
таблица
11
изображений
2.1 Анализ деятельности ООО «Royal»
Общество с ограниченной ответственностью Производственное объединение "Royal" (ООО ПО «ROYAL») начинает свою историю с 1905 года. Тогда знаменитые немецкие фирмы "Карл Цейс" и "К.Герц" основали оптические мастерские в городе Рига.
Именно с тех пор поддерживаются и развиваются традиции высокого качества. А связующим времена символом служит орудийная панорама Герца, которая вот уже на протяжении почти ста лет производится заводом. С первых шагов существования предприятия определилась его основная специализация - оснащение Сухопутных войск России прицельной и наблюдательной техникой.
В ходе, обрушившихся на Россию войн завод несколько раз менял свое местонахождение, пока не оказался в Новосибирске. Уже здесь в начале 70-х годов было организовано Центральное конструкторское бюро точного приборостроения (ЦКБ "Точприбор"), а затем и Сибирский научно-исследовательский институт оптических систем (СНИИОС). В настоящее время три родственных предприятия представляют собой уникальный комплекс, способный решать любые задачи по научным исследованиям, разработке и серийному производству современных оптико-электронных приборов.
Специалисты предприятий участвовали в создании большинства оптических и оптико-электронных прицелов, приборов наблюдения и разведки Сухопутных Войск СССР. В рамках всех направлений накоплен большой теоретический и практический опыт, созданы уникальные технологии и прецизионное технологическое оборудование. В разработках последних лет используется перспективная элементная база - ЭОПы поколения 2+ и 3, программируемые микроЭВМ, телевизионная и тепловизионная техника с оптико-электронными системами обработки информации.
Завод имеет партнеров как в России среди предприятий оборонного комплекса, так и в зарубежных странах - традиционных импортерах российской военной и гражданской продукции.
ООО «ПО Royal» расположено по адресу: Россия, г. Новосибирск, ул.Гагарина, 79/2.
Продукция используется практически во всех отраслях промышленности, однако основной профиль предприятия (основной вид деятельности ООО «ПО Royal») - производство оптико-механических и опто-электронных приборов, оптических деталей, инструмента и пресс-форм.
Основные товары - приборы для измерения и контроля длин и углов, приборы спектральные, приборы наблюдательные дневные, приборы ночные наблюдательные и тепловизионные, прицелы для охотничьих ружей и карабинов, автомобильная оптика.
Основные услуги - гарантийный и послегарантийный ремонт, прокат и сервисное обслуживание оптических приборов, разработка конструкторской и технологической документации
Основные потребители продукции ООО «ПО Royal»:
- предприятия военно – промышленного комплекса;
- предприятия нефтехимической отрасли;
- научные учреждения;
- аэрокосмическая промышленность;
- горнодобывающая промышленность и т.д.
За свое более чем столетнее существование предприятие изготовило и поставило 780 наименований приборов.
Приборы производства ООО «ПО Royal» работают на 264 предприятиях, в том числе на 183 предприятиях России. ООО «ПО Royal» поставляет свою продукцию не только на предприятия России и страны СНГ, но и партнерам из дальнего зарубежья. На протяжении нескольких лет ООО «ПО Royal» изготавливало и поставляло оборудование в КНР.
Завод имеет свой научно-исследовательский институт, что позволяло и позволяет довольно интенсивно обновлять продукцию и разрабатывать новую.
Продукция завода конкурентоспособна как по цене, так и по качеству. Завод имеет сертифицированную систему качества производства ISO 9000, что позволяет поставлять продукцию на международные рынки. Основной конкурент - «Энергомашиностроительная корпорация» («Сила», «Электросила») реализует продукцию в европейской части России. Цена продукции зарубежных производителей выше в 2-3 раза, а условия эксплуатации для их продукции не выполнимы отечественными потребителями.
Основные конкуренты завода:
ОАО «Электросила», «Сила» - г.Санкт-Петербург, по всей номенклатуре;
АО «Первомайский электромеханический завод», Украина, КЭМ (ВАО).
Производственный цикл на предприятии ООО ПО ROYAL состоит из двух частей: из рабочего периода, т. е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления, и из времени перерывов в этом процессе.
Рабочий период на предприятии ООО ПО ROYAL состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции.
Структура производственного цикла (соотношение образующих его частей) в различных цехах ООО ПО ROYAL неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт ООО ПО ROYAL показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка.
Осуществление производственных процессов ООО ПО ROYAL тесно связано с методами их выполнения. Различают три основных вида организации движения производственных процессов во времени:
- последовательный, характерный для единичной или партионной обработки или сборки изделий;
- параллельный, применяемый в условиях поточной обработки или сборки;
- параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
При последовательном виде движения производственный заказ - одна деталь, или одна собираемая машина, или партия деталей 1 (серия машин 2) -в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.
Партией деталей называется количество одноименных деталей, одновременно запускаемых в производство (обрабатываемых с одной наладки оборудования). Серией машин называется количество одинаковых машин, одновременно запускаемых в сборку.
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования, продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации производственного процесса.
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего -параллельно-последовательного вида движения предметов труда.
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций:
1)предыдущая и последующая операции имеют одинаковую длительность;
2)длительность предыдущей операции t2 больше длительности последующей;
3)длительность предыдущей операции t3 меньше длительности последующей.
В первом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией).
Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию.
В третьем случае нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений.
Похожие работы
... себя почти все методы оценки издержек и экономических выгод, а также относительной рентабельности деятельности предприятия. Типичная «экономическая» модель основана на анализе безубыточности, методе принятия решений с определением точки, в которой общий доход уравнивается с суммарными издержками, т.е. точки, в которой предприятие становится прибыльным. Эти модели широко применяются в бухгалтерском ...
... вставших перед коллективом, обсуждается сообща. 2) Участвующий стиль руководства. Основная идея — максимальное вовлечение коллектива сотрудников в принятие решений и контроль за их исполнением 3) Либеральный стиль руководства (от лат. Hberalis — свободный). Этот стиль предполагает склонность к излишней терпимости, снисходительности, нетребовательности. Данный стиль руководства отличается полной ...
, как «риск», «определенность», «неопределенность». Будут рассмотрены некоторые примеры принятия решений в условиях определенности, риска и неопределенности. Также будут рассмотрены некоторые методы и модели принятия решений. В нашей стране долгое время проблеме обучения управленческого персонала не уделялось должного внимания. Это происходило потому, что в административно-командной системе ...
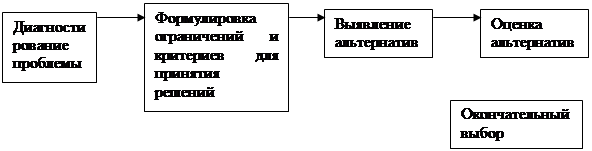
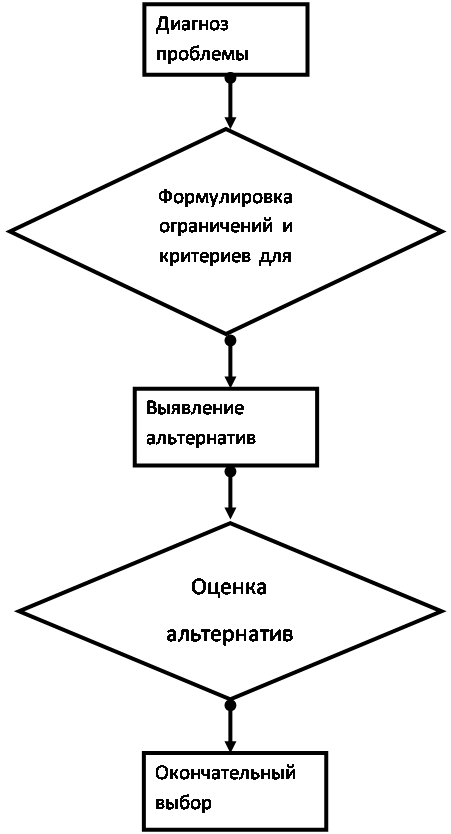
... реализацию следующих этапов: Рис. 1. Процесс принятия решений. Информация и способность использовать ее – решающие моменты в процессе принятия решений. Поток информации, который проходит через организацию, можно сравнить с производственным процессом. В этом процессе единицы сырья перерабатываются в товары и услуги, которые организация производит. Принятие решений в управлении ...
0 комментариев