Навигация
Выбор температуры нагрева и охлаждающей среды ,вида отпуска
23868
знаков
17
таблиц
4
изображения
1.5 Выбор температуры нагрева и охлаждающей среды ,вида отпуска
Закалка - термическая обработка - заключается в нагреве стали до температуры выше критической (![]() для доэвтектоидной и
для доэвтектоидной и ![]() - для заэвтектоидной сталей) или температуры растворения избыточных фаз, в выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжение, вызванные закалкой, и получить требуемые механические свойства ,сталь после закалки обязательно подвергают отпуску. Конструкционную сталь в основном подвергают закалке и отпуску для повышения прочности, твердости, получения достаточно высокой пластичности и вязкости, а для ряда деталей также высокой износостойкости
- для заэвтектоидной сталей) или температуры растворения избыточных фаз, в выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжение, вызванные закалкой, и получить требуемые механические свойства ,сталь после закалки обязательно подвергают отпуску. Конструкционную сталь в основном подвергают закалке и отпуску для повышения прочности, твердости, получения достаточно высокой пластичности и вязкости, а для ряда деталей также высокой износостойкости
Выбор температуры закалки. Доэвтектоидные стали нагреваются до температуры на 30-50°C выше точки![]() В этом случае сталь с исходной структурой перлит +феррит при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Закалку от температуры, соответствующей межкритическому интервалу (
В этом случае сталь с исходной структурой перлит +феррит при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Закалку от температуры, соответствующей межкритическому интервалу (![]() -
-![]() ) ,применяют только для листовой низколегированной низкоуглеродистой стали для получения структуры феррита с небольшими участками мартенсита (20-30%), обеспечивающей хорошие механические свойства и штампуемость. Во всех других случаях закалка доэвтектоидных сталей из межкритического интервала температур не применяется, так как механические свойства оказываются ниже, чем после закалки от температур выше точки
) ,применяют только для листовой низколегированной низкоуглеродистой стали для получения структуры феррита с небольшими участками мартенсита (20-30%), обеспечивающей хорошие механические свойства и штампуемость. Во всех других случаях закалка доэвтектоидных сталей из межкритического интервала температур не применяется, так как механические свойства оказываются ниже, чем после закалки от температур выше точки ![]()
Охлаждающие среды для закалки. Охлаждение при закалке должно обеспечивать, получение структуры мартенсита в пределах заданного сече6ния изделия (определенную закаливаемость) и не должно вызывать закалочных дефектов: трещин, деформаций, коробления и высоких растягивающих остаточных напряжений в поверхностных слоях. Наиболее желательна высокая скорость охлаждения (выше критической скорости закалки) в интервале температур ![]() -
-![]() для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращений замедленное охлаждение в интервале температур
для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращений замедленное охлаждение в интервале температур ![]() -
- ![]() .
.
Чаще для закалки используют кипящие жидкости – воду, водные растворы щелочей и солей, масла. При закалке в этих средах различают три периода:
1) пленочное кипение, когда на поверхности стали образуется «паровая рубашка»; в этот период происходит небыстрый отвод теплоты, т.е. скорость охлаждения невелика;
2) пузырьковое кипение, наступающая при полном разрушении паровой пленки, наблюдаемое при охлаждении поверхности до температуры ниже критической; быстрый отвод теплоты;
3) конвективный теплообмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости; теплоотвод в этот период происходит с наименьшей скоростью.
В данном случае мы используем масло. Для легированных сталей, обладающих более высокой устойчивостью переохлаждения аустенита при закалке, применяют минеральное масло (чаще нефтяное).
Масло как закалочная среда имеет следующие преимущества:
Небольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов, и постоянство закаливающей способности в широком интервале температур среды (20- 150 °C) К недостаткам следует отнести повышенную воспламеняемость (температура вспышки 165 - 300 °C), недостаточную стабильность и низкую охлаждающую способность в области температур перлитного превращения, а также повышенную стоимость.
Температура масла при закалке поддерживают в пределах 60 - 90 °C , когда его вязкость оказывается минимальной.
Для закалки применяют водные растворы полимеров (ПК2, ПАА, УЗСП-1), снижающие скорость охлаждения в мартенситном интервале температур. Однако нужно учитывать, что растворимость полимеров в воде меняется с изменением температуры, что влечет за собой изменение охлаждающей способности.
Все ширине начинают применять охлаждения под давлением в среде азота, аргона и водорода.
Отпуск: Отпуск заключается в нагреве закаленной стали до температур ниже ![]() , выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того отпуск полностью или частично устраняет внутренние напряжения возникающие при закалке. Эти напряжения снимаются тем плотнее, чем выше температура отпуска. Так , например, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °C уменьшаются с 600 80 МПа. Так же сильно уменьшаются тангенциальные и радиальные напряжения.
, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того отпуск полностью или частично устраняет внутренние напряжения возникающие при закалке. Эти напряжения снимаются тем плотнее, чем выше температура отпуска. Так , например, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °C уменьшаются с 600 80 МПа. Так же сильно уменьшаются тангенциальные и радиальные напряжения.
Наиболее интенсивно напряжения снижаются в результате выдержки при 550°C в течении 15 – 30 мин. После выдержки в течении 1,5 часа напряжения снижаются до минимального значения, которое может быть достигнуто отпуском при данной температуре.
Основное влияние на свойства стали оказывают температура отпуска. Различают три вида отпуска:
1)Низкотемпературный (низкий) отпуск проводят при нагреве, до 250 °C, закаленная сталь (0,6-1,3 %С) после низкого отпуска сохраняет твердость 58 – 63 HRC, а следовательно высокую износостойкость.
2)Среднетемпературный (средний) отпуск выполняется при 350 – 500 °C и применяют главным образом для пружин и рессор, а также для штампов. Структура стали после среднего отпуска – троостит отпуска или троостомартенсит; твердость стали 40 – 50 HRC.
3)Высокотемпературный (высокий ) отпуск проводится при 500 – 680 °C. Структура стали после высокого отпуска – сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
Закалка с высоким отпуском ( по сравнению с нормализацией или отжигом) повышает временное сопротивление, предел текучести, относительно сужение и особенно ударную вязкость. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением.
Улучшению подвергают среднеуглеродистые (0,3 - 0,5 % С) конструкционные стали, к которым предъявляются высокие требования по пределу выносливости и ударной вязкости. Улучшение значительно повышают конструктивную прочность стали, уменьшая чувствительность к концентраторам напряжений, увеличивая работу развития трещин и снижая температуру порога хладноломкости. Трещиностойкость ![]() после улучшения – 250 – 350 МПа*м.
после улучшения – 250 – 350 МПа*м.
Отпуск при 550 – 600 °C в течении 1- 2 часа почти полностью снимает остаточные напряжения, возникшие при закалке. Длительность высокого отпуска составляет 1- 6 часов в зависимости от габарита изделия.
Похожие работы


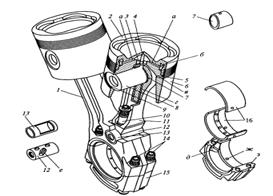
... механических нагрузок. Наиболее изнашиваемой частью двигателя гоночного автомобиля является поршень цилиндра. По утверждению специалистов немецкой фирмы Mahle, являющейся лидером в производстве поршней гоночных автомобилей, «стоимость поршня болида Formula –1 практически можно приравнять к цене золота». Основными материалами, используемыми в двигателях Формулы-1, являются алюминиевые магниевые, ...
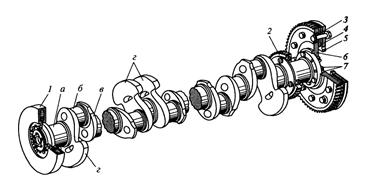
... противовесов, неоптимальные зазоры, неправильно подобранная пара трения «вал - антифрикционный материал», неверный выбор места подвода смазки, сорта смазки и др. 3. Ремонт и восстановление вкладыша 3.1 Выбор материала для антифрикционного слоя вкладышей подшипников Выбор материалов для пары трения является одним из наиболее сложных вопросов, как при проектировании двигателя, так и при его ...
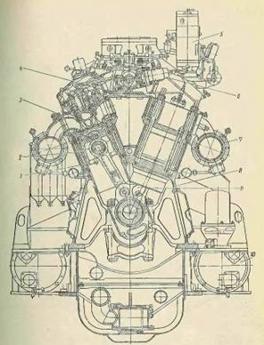
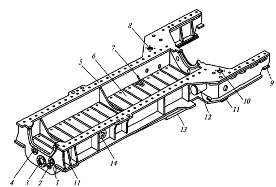
... планируемый вид обслуживания. 3.1. Основные дефекты приборов КШМ. Блок цилиндров. Блок цилиндров относится к классу "корпусных деталей с толстыми стенками". · их изготовляют у двигателей ЗИЛ-130 из серого чугуна № 3; · НВ 170…229, ЗМЗ-53 ...
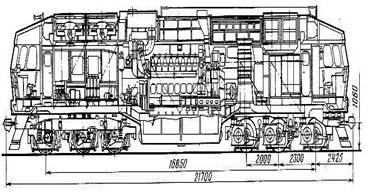
... требования к средствам, методам измерений и контроля, то она имеется в полном объеме и регламентирует основные требования предъявляемые к производству ремонта дизель-генераторной установки специализированного серийного тепловоза ТЭП70. 3 Разработка рекомендаций по выполнению измерений, контроля и испытаний 3.1 Разработка рекомендаций по выбору метода определения износа деталей В период ...
0 комментариев