Вивчення системи одиничних показників якості промислової продукції
Дослідження показників якості продукції
Вивчення порядку роботи з нормативними документами (база, вибір за їх назвою, тематикою, типи)
Складання технічних умов на продукцію, процес, послугу
Вивчення порядку сертифікації продукції, вибір і опис схеми сертифікації
Розроблення основоположних документів системи управління якістю
Вивчення порядку сертифікації системи управління якістю на виробництві
Акустичний контроль якості виробів і конструкцій
Електричний контроль якості виробів і конструкцій
Магнітний контроль якості виробів і конструкцій
Радіаційний контроль якості виробів І конструкцій
Навигация
Радіаційний контроль якості виробів І конструкцій
Практичне вивчення метрології, стандартизації і контролю якості
86720
знаков
24
таблицы
7
изображений
11 Радіаційний контроль якості виробів І конструкцій
Мета заняття: вивчення умов застосування радіаційного контролю якості. Набуття практичних навиків розрахунку параметрів радіографії.
Прилади і обладнання: персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Радіографія – це метод радіаційного контролю без руйнування, що полягає у перетворенні радіаційного зображення об’єкта контролю на радіографічний знімок або запис цього зображення в запам’ятовуючий пристрій з подальшим перетворенням у світлове зображення.
Застосування різних методів радіаційного контролю зумовлюється, як технічною доцільністю, так і економічною ефективністю. Основні технічні показники – це чутливість і продуктивність контролю.
Середні розміри мінімально виявлених дефектів можна подати такими значеннями:
Розмір виявленого дефекту: у напрямі просвічування – 0,1..5 мм, поперечний – 0,01..0,2 мм (табл. 11.1).
Підготовка до радіографування
Під час вибору джерела випромінювання спочатку згідно зі схемою контролю із урахуванням конструктивних особливостей об’єкта контролю встановлюють атомний номер, щільність матеріалу і радіаційну товщину, за даними табл. 11.2-11.6 визначають вид необхідного випромінювання і основну його характеристику (напругу на рентгенівській трубці, радіонуклід або енергію прискорених електронів).
Приклад розрахунку необхідних режимів просвічування під час радіографії
І На рентгенівському апараті, для якого побудовано номограму на рис. 11.1, на фокусній відстані, що дорівнює 750 см, просвічують зварний шов стальної деталі з товщиною стінки 5 мм на плівку РТ-5, розташовану між двома олов'янисто-свінцевими фольгами товщиною 0,05 мм. Визначить режими просвічування.
Таблиця 11. 1- Дефекти, які виявляються радіаційними методами
| Об’єкт, що контролюється | Дефекти або відхилення від заданих розмірів, що виявлені |
| Злитки і відливки | Тріщини: газові раковини, пористість, рихлоти, усадні раковини, земляні включення, шлакові включення, незлитини, ліквідації |
| Зварні з’єднання, одержані зварюванням, плавленням | Тріщини (повздовжні і поперечні) в наплавленому і основному металах, непровари (суцільні і переривчасті), шлакові включення, включення вольфраму, пористість, підрізи, проплави,пропалини, зміщення кромки раковини |
| Паяні з’єднання | Відсутність припою, тріщини в припої і основному матеріалі, пористість, чужорідні включення, підрізи основного металу |
| Клепані з’єднання | Тріщини в тілі заклепки або в основному матеріалі, зазори між тілом заклепки і основного матеріалу, зміна форми тіла заклепки |
| Збірні одиниці, агрегати | Неправильна збірка, зазори, перекоси і руйнування внутрішніх елементів, сторонні об’єкти у внутрішніх порожнинах, ступінь заповнення внутрішніх порожнин |
| Стінки і внутрішні елементи деталей і агрегатів | Відхилення від форми, відхилення від заданих розмірів |
Розв’язування. Згідно з даними табл.11.2 під час просвічування сплавів на основі заліза і радіаційній товщині 5 мм напруга на рентгенівській трубці не повинна перевищувати 100 кВ. З номограми на рис.11.1 витікає, що під час просвічування сталі товщиною 5 мм і напрузі 100 кВ необхідна експозиція 10мАхв. Згідно з довідковими даними максимальний анодний струм трубки 0,3 БПВ6-150 апарата РУП-150/300-10 має значення 2мА.
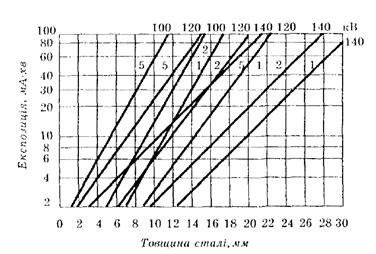
Рисунок 11. 1 – Номограма для визначення експозицій просвічування сплавів на основі заліза апаратом
РУП-150/300-10 з трубкою 0,3 БПВ6-150 на плівки
РТ-1 (1), РТ-2 (2), РТ-5 (5) (F = 750 мм, оптична густина почорніння знімка 1,5) з олов'янисто-свинцевими фольгами товщиною 50 мкм
Під час струму 2мА час просвічування:
![]() .
.
Якщо потрібно проконтролювати об'єкти з матеріалів, не зазначених у табл. 11.2-11.6, необхідно знайти ряд значень товщини даного матеріалу, наведеного в таблиці.
Еквівалентну товщину об'єкта контролю, що піддають радіографуванню, обчислюють за формулою:
![]() (11.1)
(11.1)
де ![]() – лінійні коефіцієнти ослаблення випромінювання,
– лінійні коефіцієнти ослаблення випромінювання,
Ееф – ефективна енергія випромінювання, ![]() – радіаційна товщина матеріалу, наведеного в табл. 11.2-11.6.
– радіаційна товщина матеріалу, наведеного в табл. 11.2-11.6.
Ефективна енергія Ееф випромінювання рентгенівських апаратів з напругою до 1 МеВ під час фотоелектричному поглинанні чисельно дорівнює 2/3 максимальної напруги на рентгенівській трубці.
У виразі (11.1) як матеріал, наведений у таблиці, слід використовувати найближчий за атомним номером до того матеріалу, що підлягає контролю, але не зазначений у таблицях.
Таблиця 11. 2 - Область застосування рентгенографії
| Товщина матеріалу, що просвічується (мм), на основі | Напруга на рентгенівській трубці, кВ не вище | |||
| заліза | титану | алюмінію | магнію | |
| 0,04 | 0,1 | 0,5 | 1,5 | 20 |
| 0,4 | 1 | 5 | 14 | 40 |
| 0,7 | 2 | 12 | 22 | 50 |
| 1 | 3 | 20 | 35 | 60 |
| 2 | 6 | 38 | 57 | 80 |
| 5 | 10 | 54 | 80 | 100 |
| 7 | 18 | 59 | 105 | 120 |
| 10 | 24 | 67 | 120 | 150 |
| 21 | 47 | 100 | 150 | 200 |
| 27 | 57 | 112 | 200 | 250 |
| 33 | 72 | 132 | 240 | 300 |
| 46 | 106 | 210 | 310 | 400 |
Таблиця 11. 3 - Область застосування рентгенографії під час просвічування тугоплавких матеріалів
| Товщина матеріалу, що просвічується (мм), з характеристиками z і ρ, г/см3 | Напруга на рентгенівській трубці, кВ не вище | ||
| Жаростійкий сплав z = 31 ρ = 8,1 | Молібден z = 42 ρ = 10,1 | Вольфрам z = 74 ρ = 19,3 | |
| 5 | 2 | 0,3 | 150 |
| 12 | 5 | 0,8 | 200 |
| 16 | 9 | 1,3 | 250 |
| 21 | 11 | 1,9 | 300 |
| 43 | 35 | 18 | 400 |
| 143 | 115 | 60 | 1000 |
Таблиця 11. 4 - Область застосування рентгенографії під час просвічування неметалів
| Товщина просвічування неметалу (мм), з характеристиками | Напруга на рентгенівській трубці, кеВ, не вище | ||
| z = 14 ρ = 1,39 г/см3 | z = 6,2 ρ = 1,37 г/см3 | z = 5,5 ρ = 0,92 г/см3 | |
| 1 | 10 | 15 | 200 |
| 8 | 70 | 100 | 400 |
| 25 | 120 | 170 | 600 |
Таблиця 11. 5 - Область застосування рентгенографічного методу під час використання радіонуклідних джерел
| Товщина сплаву, що просвічується (мм), на основі | Закриті радіоактивні джерела | |||
| заліза | титану | алюмінію | магнію | |
| від 1 до 20 | від 2 до 40 | від 3 до 70 | від 10 до 200 | |
| 5..30 | 7..50 | 20..200 | 30..300 | 70Tm |
| 5..100 | 10..120 | 40..350 | 70..450 | 75Se |
| 10..120 | 20..150 | 50..350 | 100..500 | 192Ir |
| 30..200 | 60..300 | 200..500 | 300..700 | 137Cs |
| 132..1349 | 160Со | |||
Таблиця 11. 6 - Область застосування радіографічного методу під час використання бетатронів
| Товщина сплаву, що просвічується (мм), на основі | Енергія прискорених електронів, МеВ | |||
| свинцю | заліза | титану | алюмінію | |
| 30..60 | 50..100 | 90..190 | 150..350 | 6 |
| 40..110 | 70..180 | 130..350 | 220..570 | 9 |
| 50..110 | 100..220 | 190..430 | 330..740 | 18 |
| 60..120 | 130..250 | 250..490 | 480..920 | 25 |
| 60..150 | 150..350 | 290..680 | 570..1300 | 30 |
| 60..180 | 150..450 | 290..880 | 610..1800 | 35 |
Порядок виконання роботи
1) Отримати у викладача параметри рентгенографічного королю згідно варіанту і завдання із табл. 11.7.
2) Провести розрахунок необхідних показників із докладними поясненнями.
3) Розрахунки і отримані результати оформити відповідно до вищенаведених прикладів розрахунків, зробити висновки.
Таблиця 11. 7 – Варіанти даних для завдання І
| Варіант | Фок.відст. см | Товщ. стінки, мм |
| 1 | 620 | 0,4 |
| 2 | 640 | 0,7 |
| 3 | 660 | 1,0 |
| 4 | 680 | 2,0 |
| 5 | 700 | 5,0 |
| 6 | 720 | 7,0 |
| 7 | 740 | 10,0 |
Запитання до самоконтролю
11.1) Область застосування радіографії.
11.2) Як визначаються режими рентгенівського випромінювання?
11.3) Як проводиться добір джерела випромінювання?
ПЕРЕЛІК ВИКОРИСТАНИХ І РЕКОМЕНДОВАНИХ ДЖЕРЕЛ
1 О.М. Карпаш, А.В. Яворський, М.О. Карпаш Основи забезпечення якості в нафтогазовій інженерії: Навч. посібник.– Івано-Франківськ: Факел, 2008. – 439 с.:іл.
2 ДСТУ 1.3:2004 Національна стандартизація. Правила побудови, викладання, оформлення,
3 Погодження, прийняття і позначання технічних умов
4 ДСТУ 1.5:2003 Національна стандартизація. Правила побудови, викладання, оформлення та вимоги до змістунормативних документів.
5 Вимоги до змісту нормативних документів.
6 ДСТУ 1.6:2004 Національна стандартизація. Правила реєстрації нормативних документів.
7 ГОСТ 2.104–68 ЕСКД. Основные надписи (ЄСКД. Основні написи).
Похожие работы
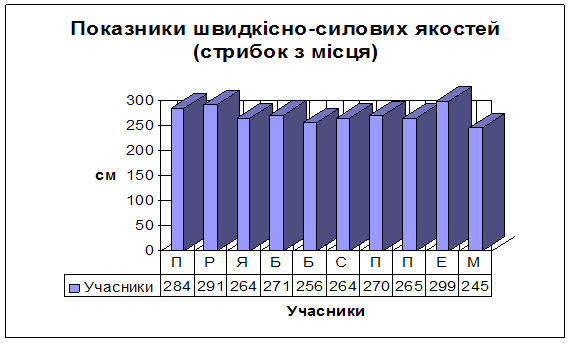
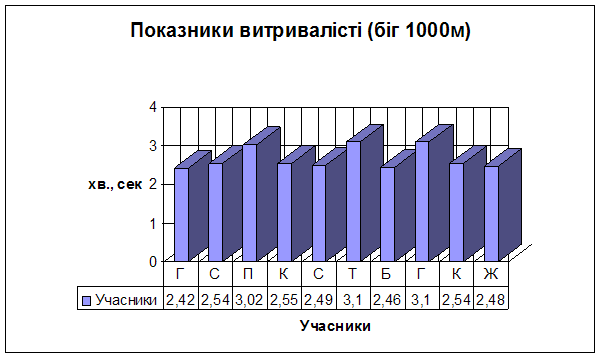
... рівня фізичного розвитку. Для оцінки стану фізичного розвитку використовувались контрольне вимірювання в швидкості, гнучкості, силі та витривалість. Метрологічний контроль рівня спеціальної фізичної підготовки в підготовчому періоді до змагань відбувався у систематизованому учбово-тренувальному процесі. 1.1 Структура учбово-тренувального процесу В процесі багаторічної підготовки юних бігунів ...

... є продуктивність праці. Так трудомісткість виготовлення 1000 дал технічних рідин на підприємстві становить 490 годин. 2.2 Аналіз організації процесу оцінювання та методи контролю якості на ДП ”Лужанський експериментальний завод” На ДП ”Лужанський експериментальний завод” використовуються наступні методи контролю: Відбирання проб Під час наливання цистерни з крана, встановленого на нагні ...
... побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ. До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури ...
... того, що продукція, системи якості, системи управління якістю, системи управління довкіллям відповідають встановленим законодавством вимогам. [6] Відповідно до ст. 13 Декрету КМУ «Про стандартизацію та сертифікацію» сертифікація продукції в Україні поділяється на обов'язкову та добровільну. Сертифікація продукції здійснюється уповноваженими на те органами з сертифікації – підприємствами, ...
0 комментариев