Анализ дестабилизирующих факторов
Выбор унифицированных узлов и установочных изделий
Выбор и обоснование метода и принципа
Выбор способов и методов защиты от дестабилизирующих факторов
Расчет конструктивных параметров изделия
Расчет теплового режима
Технологическая часть
Выбор и обоснование технологической схемы сборки
Навигация
Технологическая часть
Разработка конструкции и технологии изготовления измерителя емкости
65704
знака
6
таблиц
2
изображения
7. Технологическая часть
7.1 Расчет комплексного показателя технологичности конструкции
Под технологичностью конструкции следует понимать такое сочетание конструктивно-технологических требований, которое обеспечивает наиболее простое и экономичное производство изделий при соблюдении всех технических и эксплуатационных условий.
Обеспечение технологичности конструкции РЭА - функция подготовки производства, предусматривающая взаимосвязанное решение конструкторских и технологических задач на стадиях проектирования, конструирования, ТПП, изготовления опытных образцов, передача изделия в серийное производство и эксплуатацию, направленных на повышение производительности труда, достижения оптимальных трудовых и материальных затрат, сокращении времени на производство, техническое обслуживание и ремонт изделия (ГОСТ 14.201-83).
Оценка технологичности конструкции может быть качественной и количественной.
К качественным характеристикам технологичности конструкции относят взаимозаменяемость, регулируемость, контролепригодность и инструментальную доступность конструкции. Она характеризует конструкцию обобщенно, на основании опыта специалистов-исполнителей.
Количественная оценка технологичности конструкции основана на системе показателей, численное значение которого характеризует степень удовлетворения требованиям технологичности конструкции.
Целью такой оценки является обеспечение эффективной отработки аппаратуры на технологичность при снижении времени и средств на ее разработку, технологическую подготовку производства, изготовление, эксплуатацию и ремонт.
Главными факторами, определяющими требования к технологичности конструкции, являются: наименование изделия, объем выпуска, тип производства.
Объем выпуска и тип производства определяют степень технологического оснащения, механизации и автоматизации технологического процесса и специализацию всего производства.
Для оценки технологичности конструкции используются относительные частные показатели Кi и комплексный показатель Кк, рассчитываемый по средневзвешенному значению относительных частных показателей с учетом коэффициентов Fi. Эти коэффициенты характеризуют весовую значимость частных показателей, т.е. степень их влияния на трудоемкость изготовления изделия. Значение показателей Кi находятся в пределах 0<Кi<=1, при этом рост показателя соответствует более высокому значению технологичности изделия.
Комплексный показатель определяется на основе частных показателей по формуле:
 (7.1)
(7.1)
где Кi - показатель, определяемый по таблице значений частных показателей соответствующего класса;
ji - коэффициент веса, показывающий влияние частных показателей на комплексный (там же);
S - общее число показателей.
Все блоки РЭА условно разделены на 4 класса:
1) электронные;
2) радиотехнические;
3) электромеханические;
4) коммутационные.
К электронным относят логические и аналоговые блоки оперативной памяти, блоки автоматизированных систем управления и электронно-вычислительной техники, где число ИМС больше или равно числу ЭРЭ. К радиотехническим относятся приемно-усилительные блоки, источники питания, генераторы сигналов и т.п. К электромеханическим блокам относятся механизмы привода, отсчетные устройства, кодовые преобразователи и т.п.; к коммутационным относятся соединительные, распределительные блоки, коммутаторы и т.п.
Измеритель емкости относится к радиотехническим блокам.
В таблице 7.1 представлены исходные данные для расчета коэффициентов технологичности.
Исходные данные для расчета коэффициентов технологичности. Таблица 7.1
| Наименование | Обозначение | Численное значение |
| 1 | 2 | 3 |
| 1.Общее количество ЭРЭ в штуках | НЭРЭ | 86 |
| 2.Количество ЭРЭ в штуках, подготовка которых осуществляется механизированным или автоматизированным способом | НМП ЭРЭ | 75 |
| 3.Количество монтажных соединений, которые осуществляются механизированным способом | Нам | 184 |
| 4.Общее количество монтажных соединений | НМ | 203 |
| 5.Общее количество типоразмеров ДСЕ | ДТ | 13 |
| 6.Количество типоразмеров заимствованных ДСЕ, ранее освоенных на предприятии | ДТ.З | 8 |
| 7.Количество автоматизированных операций контроля и настройки | НМ.К.Н. | 7 |
| 8.Общее количество операций контроля и настройки | НКН | 17 |
| 9. Общее число микросхемам | КЭ.МС | 30 |
| 10. Общее число ИЭТ, не вошедших в микросхемы | НИЭТ | 102 |
| 11.Общее количество деталей в изделии | Д | 15 |
| 12. Количество деталей, изготовляемых с применением типовых технологических процессов | ДТП | 8 |
| 13. Количество типоразмеров печатных плат в изделии | ДТ.ПП | 2 |
| 14. Общее число печатных плат | ДПП | 2 |
1) Коэффициент механизации и автоматизации подготовки ЭРЭ к монтажу определяется по формуле:
![]() , (7.2)
, (7.2)
где НМ.П.ЭРЭ - количество ЭРЭ в штуках, подготовка которых осуществляется механизированным или автоматизированным способом. В число указанных включаются ЭРЭ, не требующие специальной подготовки к монтажу (разъемы, реле, патроны и т.п.);
НЭРЭ - общее количество ЭРЭ в штуках. К ЭРЭ относятся транзисторы, диоды, конденсаторы, резисторы, разъемы и т.п.
![]()
2) Коэффициент автоматизации и механизации монтажа определяется по формуле:
![]() , (7.3)
, (7.3)
где НА.М. - количество монтажных соединений, которые осуществляются механизированным или автоматизированным способом. Для блоков на печатных платах механизация относится к установке элементов и последующей пайке;
НМ - общее количество монтажных соединений. Для ЭРЭ, микросхем, разъемов, реле и т.п. определяется по количеству выводов.
![]()
3) Коэффициент освоенности ДСЕ:
 (7.4)
(7.4)
где ДТ.З - количество типоразмеров заимствованных ДСЕ, ранее освоенных на предприятии;
ДТ - общее количество типоразмеров ДСЕ в РЭС.
![]()
4) Коэффициент механизации и автоматизации операций контроля и настройки электрических параметров КМ.К.Н. определяется по формуле:
 , (7.5)
, (7.5)
где НМ.К.Н. - количество операций контроля и настройки, которые осуществляются механизированным или автоматизированным способом, например, с помощью полуавтоматизированных стендов, автоматов контроля и т.д.;
НК.Н. - общее количество операций контроля и настройки (визуальный, проверка блока на функционирование и т.д.).
![]()
5) Коэффициент применения микросхем и микросборок:
![]() (7.6)
(7.6)
где КЭ.МС – общее число микросхем;
НИЭТ - общее число ИЭТ, не вошедших в микросхемы. К ИЭТ относят резисторы, конденсаторы, диоды, реле и т.д.
![]()
6) Коэффициент повторяемости печатных плат определяется по формуле:
 , (7.7)
, (7.7)
где ДТПП - количество типоразмеров печатных плат в изделии;
ДПП – общее число печатных плат.
![]()
7)Коэффициент применения типовых технологических процессов:
![]() (7.8)
(7.8)
где Дтп - количество деталей, изготовляемых с применением типовых технологических процессов;
Д – общее число деталей.![]()
Таким образом, для данного радиотехнического блока комплексный показатель технологичности равен
![]()
Поскольку данное устройство является радиотехническим, то нормативное значение комплексного показателя технологичности составляет 0.4-0.8. Расчетное значение комплексного показателя технологичности составляет 0.6. Данный комплексный показатель технологичности соответствует нормативам, однако, следовало бы повысить технологичность за счет внедрения большего количества микросхем.
Похожие работы
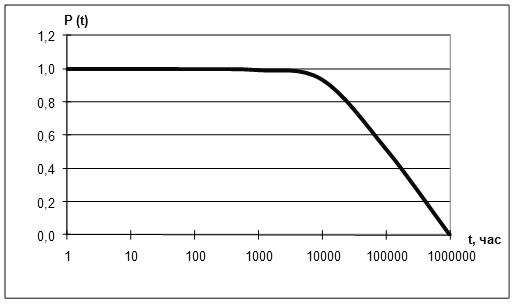
... час., по формуле: (1.7) Рисунок 1.2 – График вероятности безотказной работы Глядя на полученные результаты таблицы 1.2 и рисунка 1.2, становится, очевидно, что цифровой измеритель L и C надежен в работе и может проработать не менее 152439 часов. 2 Технологическая часть 2.1 Анализ технологичности конструкции 2.1.1 Качественный анализ технологичности ...
... открывании кожухов; экраны рекомендуется использовать для защиты от направленных звуковых волн, излучаемых ультразвуковой установкой. Экраны целесообразно использовать в больших рабочих помещениях. Конструкция цифрового измерителя амплитуды УЗ-вибраций построена таким образом, что для проведения измерений амплитуды вибраций поверхности, необходим контакт последней с пьезоэлектрическим щупом, ...
... выше 2·103 см/с. На "планарной" грани скорость поверхностной рекомбинации существенно ниже. а) б) в) г) д) е) ж) з) и) к) л) м) н) Рис. 6.1. Схема технологического процесса изготовления магнитодиода: а) нанесение пиролитического окисла; б) фотолитография для получения маски из фоторезиста под ионное легирование бором; в) ионное легирование бором; г) ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев