Навигация
Анализ технологичности конструкции изделия
55530
знаков
22
таблицы
8
изображений
2.4 Анализ технологичности конструкции изделия
Согласно ГОСТ 14.205-803 под технологичностью следует понимать совокупность свойств конструкции изделия, определяющую ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Основным показателем оценки технологичности конструкции является комплексный показатель технологичности, который определяется с помощью базовых показателей по формуле:
 ,
,
де Ki - значение базового показателя;
ji - значимость показателя;
i - порядковый номер показателя;
S - общее число показателей.
Расчет базовых показателей технологичности.
1. Коэффициент использования ИМС в блоке
Кисп.имс = Нимс /(Нимс +Hэрэ), где
Нимс = 24 - число ИМС;
Нэрэ=1 - общее число элементов в блоке;
Кисп.имс = 24 / (24+1) = 0,96 (j1 = l)
2. Коэффициент автоматизации и механизации монтажа изделий.
Ка.м. = На.м. / Нм,
где На.м. - число монтажных соединений, осуществляемых механизированным или автоматизированным способом;
Нм - общее число монтажных соединений;
Ка.м.=1 (На.м=Нм) (j2 = 0,2)
3. Коэффициент повторяемости ИМС :
Кп.имс = 1 - Нт.имс / Нимс,
где Нт.имс = 4 – число типоразмеров ИМС в блоке;
Нимс =24 - общее число ИМС;
Кп.имс = 4 - 4/24= 3,8 (j3 = 0,31)
4. Коэффициент прогрессивности формообразования деталей :
Кф=Дпр. / Д,
где Дпр. - число деталей, которые получены прогрессивными методами формообразования;
Д - общее число деталей Кф=0 (j4=0,11)
5. Коэффициент механизации автоматизации операций контроля и настройки параметров:
Кмнп = Нмнп / Нкн,
где Нмнп - число операций контроля и настройки параметров, осуществляемых автоматическим или механическим методом;
Нкн - общее число операций контроля и настройки;
Кмнп = 1 (j5=0,5)
С учетом полученных коэффициентов найдем К :
К = (0,96*1 + 1*0,2 + 3,8*0,31 + 0*0,11+1*0,5)/(1+0,2+0,31 +0,11 + 0,5) = 1,34
В целях обеспечения высокого технического уровня изделий для всех предприятий, разрабатывающих и выпускающих приборы и РЭА, устанавливаются нормативы комплексных показателей, которые характеризуют допустимый предел технологичности, ниже которого показатели вновь разрабатываемого изделия быть не должны. Согласно ОСТ ЧГО. 091.219 норматив комплексного показателя для электронных блоков Ки=0,5..0,8.
Оценка уровня технологичности проектируемого изделия при известном нормативном комплексном показателе должна удовлетворять условию:
К / Ки ³ 1.В нашем случае К / Ки ³ 1,34 / 0,8 = 1,68.
На основании этого можно сделать вывод о технологичности устройства.
Качественная оценка технологичности изделия.
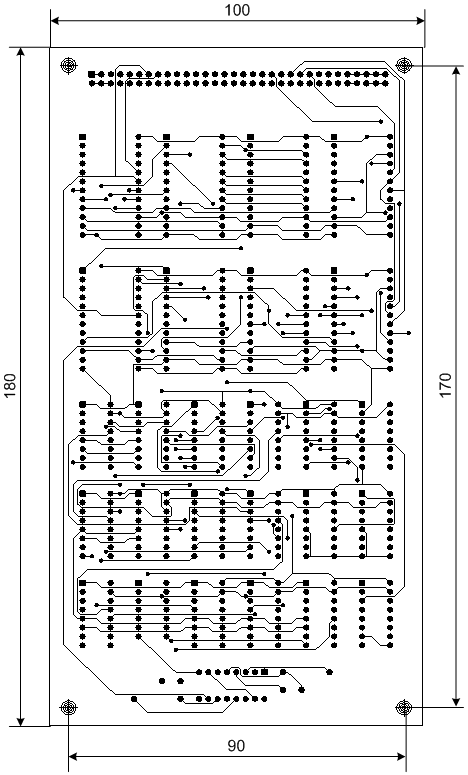
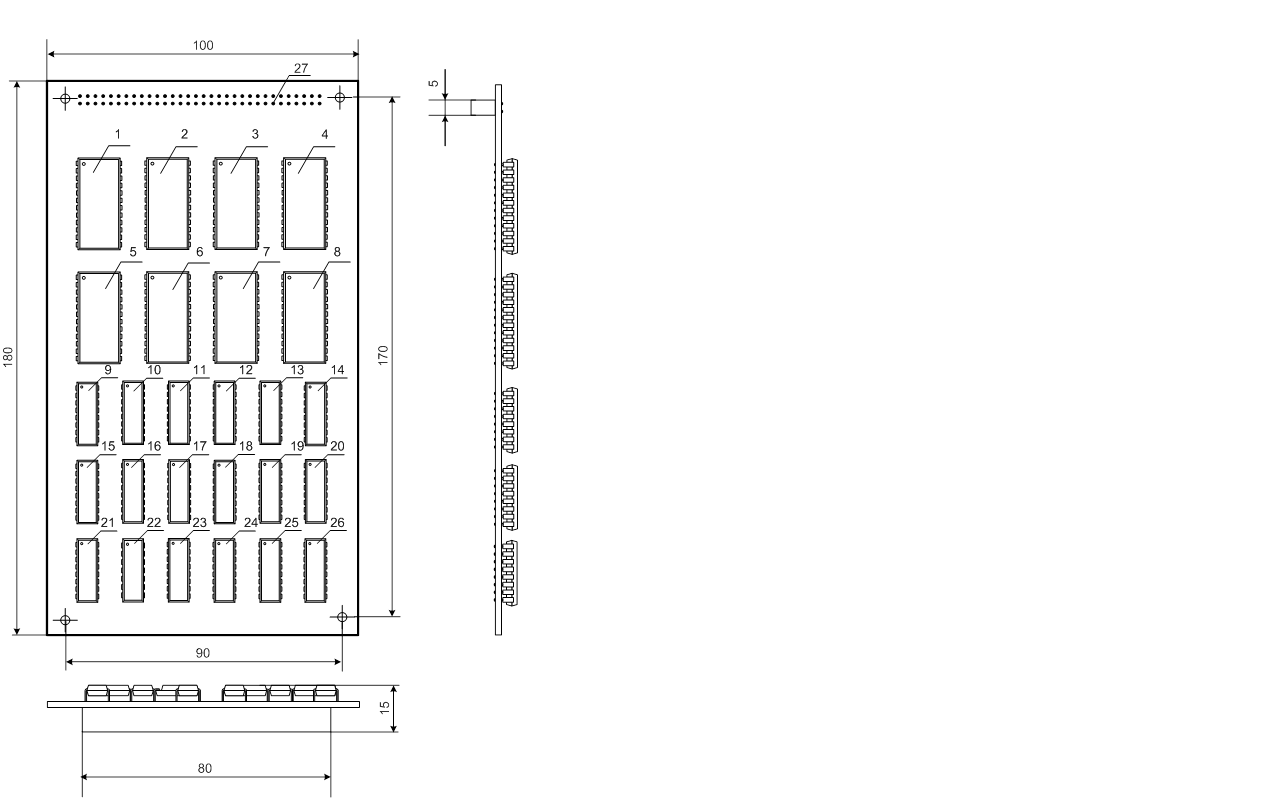
Данное устройство выполнено на ПП, размер которой 4U = 144,5*220 мм точно соответствует принятому размеру в конструкционной системе микроЭВМ. Повышение технологичности изделия обеспечивает применение в разработанном устройстве стандартных элементов. Установка ИМС на ПП производится рядами, что упрощает процесс сборки платы. Отсутствие объемного и жгутового монтажа повышает технологичность конструкции.
2.5 Расчет нормы времениНорма времени - регламентированное время для выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации.
Норма штучного времени Тш - время, затрачиваемое на выполнение одной операции по изготовлению одной детали или сборке одной сборочной единицы.
Тш = То + Тв + Тобс + Тотд ,
где То - основное время, затрачиваемое на изменение и последующее определение состояния объекта;
Тв - вспомогательное время, затрачиваемое на выполнение приемов, необходимых для обеспечения изменения и последующего определения состояния предмета труда;
Тобс - время обслуживания рабочего места, затрачиваемое исполнителем на поддержание средств технического оснащения в рабочем состоянии и уход за рабочим местом:
Тобс = (0,01...0,07) * Топ.Тотд - время необходимых перерывов в работе, затрачиваемое на личные потребности и дополнительный отдых:
Тотд= 0,02 * Топ
Toп - оперативное время, затрачиваемое на осуществление работы, результатом которой является выполнение заданной операции:
Toп= То +Тд
Рассчитаем Тш на операцию пайки
Ton = 0,8 мин
Тобс = 0,05 * 0,8 = 0,04 мин
Тотд = 0,02 * 0,8 = 0,016 мин
Тш = 0,8 + 0,04 + 0,016 = 0,856 мин
2.6 Основные требования к ТП
1. При работе с ИМС на руку надеть браслет, предварительно заземлив его.
2. Не допускается использование восстановленных деталей и замена материалов комплектующих изделий, которые могут привести к ухудшению технических характеристик и внешнего вида изделия.
3. Работа с платами производится на металлическом листе, заземленном через R = l MОм.
4. Дефекты пайки исправлять паяльником со встроенной термопарой и системой автоматического регулирования температуры.
5. Периодически, после операции лужения производить проверку выводов элементов на паяемость.
6. Во всех производственных помещениях должна быть обеспечена стабильность температуры и влажности воздуха в заданных пределах. Помещения должны очищаться от пыли путем влажной обработки.
7. Организация рабочих мест и выполнение правил личной гигиены по СТП 610-459.
8. Правила техники безопасности согласно ТБ-104.
Условные сокращения
ДРЭ - дискретный радиоэлемент - интегральная микросхема
ПП - печатная плата
ТП - технологический процесс
Список литературы
1. Гузаиров М.Б. Методические указания к курсовому проектированию по дисциплине "Конструкторско-технологическое обеспечение производства ЭВМ ", УГАТУ, Уфа, 1995.-18 с.
2. Шило В. П. Популярные цифровые микросхемы: Справочник.2- е изд. Испр.- Челябинск: Металлургия, 1989.- 352 с.
3. Пирогова Е.В. Проектирование и технология печатных плат: Учебник. – М.: ФОРУМ: ИНФРА-М, 2005. – 560 с.
4. Савельев А.Я., Овчинников В.А. Конструирование ЭВМ и систем. - М.: Высшая школа, 1988.- 305с.
5. ГОСТ 2.707- 81. Правила выполнения электрических схем цифровой вычислительной техники.- М.: Изд- во стандартов, 1981.- 16 с.
6. ГОСТ 2.743- 91. Обозначения условные графические в схемах. Элементы цифровой техники.- М.: Изд-во стандартов, 1992.- 58 с.
| Инв. № подл. | Подл. И дата | Взаим. инв. № | Инв. № дубл. | Подл. и дата | |||||||||||||||||||||
| Предприятие- разработчик | Ведомость оснастки | ||||||||||||||||||||||||
| Литера | |||||||||||||||||||||||||
| Номер операции | Наименование приспособления и вспомогательного инструмента | Код приспособления и вспомогательного инструмента | Кол ичес тво | Наименование режущего инструмента | Код режущего инструмента | Кол ичес тво | Наименование измерительного инструмента | Код измерительного инструмента | Кол ичес гво | ||||||||||||||||
| 5 | Пинцет | БА7809-4001 | |||||||||||||||||||||||
| Ручка шариковая | ЛН1455-0772 | ||||||||||||||||||||||||
| Тара | БА7878-9150 | ||||||||||||||||||||||||
| 10 | Ванна | БА1810-9156 | |||||||||||||||||||||||
| Кисть щетинная | БА7816-1000 | ||||||||||||||||||||||||
| Стержень из | БА7816-1010 | ||||||||||||||||||||||||
| оргстекла | |||||||||||||||||||||||||
| Стекло увеличит. | УСЗОЗО-4040 | ||||||||||||||||||||||||
| 15 | Контр.-измер. стенд | ЛН2990-4005 | |||||||||||||||||||||||
| 20 | штамп | БА1420-5001 | |||||||||||||||||||||||
| БАО 152-6007 | |||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | |||||||||||||||||||||||
| Нач. ТБ | Гузаиров М.Б. | 1 | |||||||||||||||||||||||
| Нач.БИХ | |||||||||||||||||||||||||
| Гл.технолог | Листов | ||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н.контр. | 4 | ||||||||||||||
| Инв. № подл. | Подл. И дата | Взаим. инв. № | Инв. № дубл. | Подл. и дата | ||||||||||||||||||||||
| Предприятие- разработчик | Ведомость оснастки | |||||||||||||||||||||||||
| Литера | ||||||||||||||||||||||||||
| Номер операции | Наименование приспособления и вспомогательного инструмента | Код приспособления и вспомогательного инструмента | Кол ичес тво | Наименование режущего инструмента | Код режущего инструмента | Кол ичес тво | Наименование измерительного инструмента | Код измерительного инструмента | Кол ичес тво | |||||||||||||||||
| 25 | Ванна | БА7810-9158 | ||||||||||||||||||||||||
| Тара | БА0810-6091 | |||||||||||||||||||||||||
| Тара | БА0870-6091 | |||||||||||||||||||||||||
| 30 | Ванна | БА7810-9160 | ||||||||||||||||||||||||
| Ванна | БА7810-9161 | |||||||||||||||||||||||||
| Тара | БА0871-6092 | |||||||||||||||||||||||||
| Тара | БА0871-6093 | |||||||||||||||||||||||||
| 35 | Пинцет | БА7800-6141 | ||||||||||||||||||||||||
| Шаблон | БА7800-4002 | |||||||||||||||||||||||||
| Браслет | БА7269-1295 | |||||||||||||||||||||||||
| Ключ гаечный | КТ1953-1777 | |||||||||||||||||||||||||
| 40 | бокорезы | БА7814-6245 | ||||||||||||||||||||||||
| 45 | Устройство для | ФП1435-6519 | ||||||||||||||||||||||||
| Флюсования и | ||||||||||||||||||||||||||
| пайки | ||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||
| Нач. ТБ | Гузаиров М.Б. | 2 | ||||||||||||||||||||||||
| Нач. БИХ | ||||||||||||||||||||||||||
| Гл.технолог | Листов | |||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н. контр. | 4 | |||||||||||||||
| Инв. № подл. | Подл.И дата | Взаим. инв. № | Инв. № дубл. | Подл. и дата | ||||||||||||||||||||||
| Предприятие- разработчик | Ведомость оснастки | |||||||||||||||||||||||||
| Литера |
| |||||||||||||||||||||||||
| Номер операции | Наименование приспособления и вспомогательного инструмента | Код приспособления и вспомогательного инструмента | Кол ичес тво | Наименование режущего инструмента | Код режущего инструмента | Кол ичес тво | Наименование измерительного инструмента | Код измерительного инструмента | Кол ичес гво | |||||||||||||||||
| 55 | Ванна | БА0871-6095 | ||||||||||||||||||||||||
| Кисть щетинная | БА7816-1001 | |||||||||||||||||||||||||
| 60 | Стекло увеличит. | УС1601-1205 | ||||||||||||||||||||||||
| Паяльник | БА0388-6011 | |||||||||||||||||||||||||
| Подставка | НЛ40-548 | |||||||||||||||||||||||||
| Флакон ФД-10 | БА1843-3222 | |||||||||||||||||||||||||
| Кисть №2 | НБ072-02 | |||||||||||||||||||||||||
| 65 | Испытат. стенд | БА1843-3222 | осциллограф | БА7001-2466 | ||||||||||||||||||||||
| 70 | Ручка чернильн. | НЛ1516-1817 | ||||||||||||||||||||||||
| 75 | Флакон ФД-10 | БА1846-3222 | ||||||||||||||||||||||||
| Паяльник | БА0838-6011 | |||||||||||||||||||||||||
| Кисть №2 | НБ072-02 | |||||||||||||||||||||||||
| Подставка | М40-548 | |||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||
| Нач. ТБ | Гузаиров М.Б. | 3 | ||||||||||||||||||||||||
| Нач. БИХ | ||||||||||||||||||||||||||
| Гл.технолог | Листов | |||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н.контр. | 4 | |||||||||||||||
| Инв.№ подл. | Подл. И дата | Взаим. инв. № | Инв. № дубл. | Подл. и дата | ||||||||||||||||||||
| Предприятие- разработчик | Ведомость оснастки | |||||||||||||||||||||||
| Литера | ||||||||||||||||||||||||
| Номер операции | Наименование приспособления и вспомогательного инструмента | Код приспособления и вспомогательного инструмента | Кол ичес тво | Наименование режущего инструмента | Код режущего инструмента | Кол ичес тво | Наименование измерительного инструмента | Код измерительного инструмента | Кол ичес тво | |||||||||||||||
| 80 | Кисть щетинная | КЩ073-3232 | ||||||||||||||||||||||
| Флакон ФД-10 | БА1846-1002 | |||||||||||||||||||||||
| Кисть № 2 | БАВ1816-1002 | |||||||||||||||||||||||
| 85 | Приспособление | ГГ6-3669/02 | стенд | БА7269-1769 | ||||||||||||||||||||
| для визуального | осциллограф | БА7002-2465 | ||||||||||||||||||||||
| контроля | ||||||||||||||||||||||||
| Браслет | БА3514-1 111 | |||||||||||||||||||||||
| 90 | Стойка для ПП | ГГ 1879-4097 | ||||||||||||||||||||||
| Ванна | БА3514-1 111 | |||||||||||||||||||||||
| 95 | Тара | БА7878-6476 | ||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||
| Нач. ТБ | ГузаировМ.Б. | 4 | ||||||||||||||||||||||
| Нач.БИХ | ||||||||||||||||||||||||
| Гл.технолог | Листов | |||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | №докум. | Подпись | Дата | Н.контр. | 4 | |||||||||||||
| Маршрутная карта | ||||||||||||||||||||||||||||||||||
| Литера | ||||||||||||||||||||||||||||||||||
| Материал | Код ед. величины | Масса детали | Заготовка | Единица нормир. | Номер расхода | Коэф. исп. материал | ||||||||||||||||||||||||||||
| Наименование, марка | Код | Код и вид | Профиль и размер | Кол. дет. | Масса | |||||||||||||||||||||||||||||
| Номер | Наименование и содержание операции | Оборудование (код, наименование, инвентарный номер) | Приспособление И инструмент (код, наименование) | Коэф. штучного времени | Кол. рабочих | Кол. одн. обрабат. дет. | Код тариф- ной сетки | Объем производственной партии | Тп.з. | |||||||||||||||||||||||||
| цеха | участка | операции | ||||||||||||||||||||||||||||||||
| Код про-фессии | Разряд работы | Единица нормиро- вания | Код вида нормы | Т. шт. | ||||||||||||||||||||||||||||||
| 80 | Очистка мест повторной пайки | 8320045 | 1,7мин | |||||||||||||||||||||||||||||||
| Стол МЗО-14 | ||||||||||||||||||||||||||||||||||
| 85 | Выходной-контроль устройства | 8220007 | ||||||||||||||||||||||||||||||||
| Стол МЗО-14 | ||||||||||||||||||||||||||||||||||
| 90 | Лакировка | 8310047 | 0,31мин | |||||||||||||||||||||||||||||||
| Кабина ВТ4127 | ||||||||||||||||||||||||||||||||||
| 95 | Упаковка | 8550000 | ||||||||||||||||||||||||||||||||
| Стол МЗО-14 | ||||||||||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||||||||||
| Нач. Т.Е. | Гузаиров М.Б. | 4 | ||||||||||||||||||||||||||||||||
| Нач. БТЗ | ||||||||||||||||||||||||||||||||||
| Гл.Технол. | Листов | |||||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н.контр. | 4 | |||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взам. инв. № | Инв. № дубл. | Подпись и дата | ||||||||||||||||||||||||||
| Комплектовочная карта | ||||||||||||||||||||||||||||||
| Номер | Обозначение | Наименование | Откуда поступает | Кол. ед. величины | Единица нормиров | Норма расхода | Кол. | Текст подачи | ||||||||||||||||||||||
| цеха | участка | Раб. места | операции | № позиции | Разовая подача | Общая подача | ||||||||||||||||||||||||
| 5 | Покупные | |||||||||||||||||||||||||||||
| К561ИР6 | 8 | |||||||||||||||||||||||||||||
| К561КП1Б | 8 | |||||||||||||||||||||||||||||
| К561ИМ1 | 8 | |||||||||||||||||||||||||||||
| К561АГ1 | 2 | |||||||||||||||||||||||||||||
| Разъем PC104-64 | 1 | |||||||||||||||||||||||||||||
| Отходы ИМС содержат драгоценные | ||||||||||||||||||||||||||||||
| металлы, подлежат сборе и | ||||||||||||||||||||||||||||||
| сдаче на материальный склад. | ||||||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||||||
| Пров. | Гузаиров М.Б. | 1 | ||||||||||||||||||||||||||||
| Листов | ||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н.контр. | 3 | |||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взам. инв. № | Инв. № дубл. | Подпись и дата | ||||||||||||||||||||||
| Комплектовочная карта |
| |||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| Номер | Обозначение | Наименование | Откуда поступает | Кол. ед. величины | Единица нормиров | Норма расхода | Кол. | Текст подачи |
| |||||||||||||||||
| цеха | участка | Раб. места | операции | № позиции | Разовая подача | Общая подача |
| |||||||||||||||||||
| 60 | Канифоль сосновая ГОСТ19113-73 | кг/127 | 0,4 |
| ||||||||||||||||||||||
| 65 | Краска черная ФА59ТУ6-10-9043 | кг/127 | 0,01 |
| ||||||||||||||||||||||
| 75 | Канифоль сосновая ГОСТ 19113-73 | кг/127 | ОД |
| ||||||||||||||||||||||
| Припой ПОС61 ГОСТ 21930-73 | кг/127 | 0,1 |
| |||||||||||||||||||||||
| 80 | Спирт ГОСТ 183000-72 | л/097 | 0,2 |
| ||||||||||||||||||||||
| Бензин БР-1 ГОСТ 443-76 | л/097 | 0,2 |
| |||||||||||||||||||||||
| 90 | Лак УР-231ТУ6-10-863-76 | кг/127 | 0,3 |
| ||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата |
| ||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) |
| |||||||||||||||||||||||
| 5 | Комплектовочная |
| |||||||||||||||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То |
| |||||||||||||||||||||||
| 1 | Комплектацию произвести согласно комплектовочной карте | БА7878-9150 | тара |
| |||||||||||||||||||||||||
| 2 | Сделать отметку в техпаспорте | ЛН1455-0772 |
| ||||||||||||||||||||||||||
| - поставить дату выдачи комплектовки | ручка |
| |||||||||||||||||||||||||||
| - поставить личное клеймо | шариковая |
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | |||||||||||||||||||||||||||
| Пров. | ГузаировМ.Б. | 1 | |||||||||||||||||||||||||||
| Листов | |||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н. контр. | 19 | ||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата |
| |||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
| ||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) |
| ||||||||||||||||||||||||
| 10 | Расконсервирование ПП |
| ||||||||||||||||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То |
| ||||||||||||||||||||||||
| 1 | Промыть ПП в спиртобензиновой смеси | БА7810-9156 |
| |||||||||||||||||||||||||||
| ванна |
| |||||||||||||||||||||||||||||
| БА7816-1000 |
| |||||||||||||||||||||||||||||
| кисть щетинная |
| |||||||||||||||||||||||||||||
| 2 | Прочистить отверстия | БА7818-1000 |
| |||||||||||||||||||||||||||
| стержень из |
| |||||||||||||||||||||||||||||
| оргстекла |
| |||||||||||||||||||||||||||||
| 3 | Произвести тщательный осмотр ПП | УСЗОЗО-4040 |
| |||||||||||||||||||||||||||
| стекло |
| |||||||||||||||||||||||||||||
| увеличительное |
| |||||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||||||
| Пров. | ГузаировМ.Б. | 2 | ||||||||||||||||||||||||||||
| Листов | ||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н.контр. | 19 | |||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата | ||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ | |||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) | |||||||||||
| 15 | Входной контроль | |||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То | |||||||||||
| 1 | Произвести тщательный визуальный осмотр НЭ | |||||||||||||||
| 2 | Произвести сквозную проверку работоспособности НЭ | ЛН2990-4005 | ||||||||||||||
| контрольно- | ||||||||||||||||
| измерительный | ||||||||||||||||
| стенд | ||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата |
| |||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
| ||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) |
| ||||||||||||||||||||||||
| 20 | Формовка выводов ДРЭ |
| ||||||||||||||||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То |
| ||||||||||||||||||||||||
| 1 | Произвести формовку выводов ДРЭ согласно ТО-01.02/30 | БА1420.50001 |
| |||||||||||||||||||||||||||
| штамп |
| |||||||||||||||||||||||||||||
| 2 | Уложить формованные ДРЭ в тару | БАО 152-6007 |
| |||||||||||||||||||||||||||
| тара |
| |||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||||||
| Пров. | ГузаировМ.Б. | 4 | ||||||||||||||||||||||||||||
| Листов | ||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | № докум. | Подпись | Дата | Н.контр. | 19 | |||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№дубл. | Подпись и дата | ||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ | |||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) | |||||||||||
| 25 | Подготовка к лужению | |||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То | |||||||||||
| 1 | Наполнить ванну спиртобензоловой смесью | БА1810-958 | ||||||||||||||
| ванна | ||||||||||||||||
| 2 | Опустить выводы ИМС в ванну со смесью на Зс. | БА0879-8091 | ||||||||||||||
| тара | ||||||||||||||||
| 3 | Повторить переход 2 для разъёма | БА0879-8091 | ||||||||||||||
| тара | ||||||||||||||||
| 4 | Промыть выводы в теплой промывочной воде | |||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата |
| |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
| ||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) |
| ||||||||||||||||||||||||||||||||||||||
| 35 | Установка НЭ и разъёма на ПП |
| ||||||||||||||||||||||||||||||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То |
| ||||||||||||||||||||||||||||||||||||||
| 1 | Установить разъём | КГ1953-1777 |
| |||||||||||||||||||||||||||||||||||||||||
| ключ гаечный |
| |||||||||||||||||||||||||||||||||||||||||||
| 2 | Установить ПП в кассету | БА7327-4096 |
| |||||||||||||||||||||||||||||||||||||||||
| кассета |
| |||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| Разраб. | Петров Д.Г. | Лист | ||||||||||||||||||||||||||||||||||||||||||
| Пров. | ГузаировМ.Б. | 7 | ||||||||||||||||||||||||||||||||||||||||||
| Листов | ||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | Изм. | Лист | №докум. | Подпись | Дата | Н. Контр. | 19 | |||||||||||||||||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата |
| |||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
| ||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| Номер <еха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) |
| ||||||||||||||||||||||||||||||||||||||
| 40 | Обрезка выводов НЭ и разъёма |
| ||||||||||||||||||||||||||||||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То |
| ||||||||||||||||||||||||||||||||||||||
| 1 | Обрезать выводы разъёма в размер (0,8 ± 0,2)мм от основания | БА7814-6245 |
| |||||||||||||||||||||||||||||||||||||||||
| платы | бокорезы |
| ||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата | ||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ | |||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) | |||||||||||
| 45 | Нанесение флюса на выводы | |||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То | |||||||||||
| 1 | Произвести флюсование волной с использованием флюса ФКС | ФП1435-6919 | ||||||||||||||
| устройство для | ||||||||||||||||
| флюсования | ||||||||||||||||
| и пайки | ||||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата | ||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ | |||||||||||||||
| Номер цexa | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) | |||||||||||
| 50 | Пайка | |||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То | |||||||||||
| 1 | Включить электропитание установки | |||||||||||||||
| 2 | Включить нагреватель ванны с припоем ПОС61 | ФП1435-6519 | ||||||||||||||
| Время нагрева ванн до t=245± 5°C 30 мин. | устройство для | |||||||||||||||
| флюсования | ||||||||||||||||
| 3 | Вставить кассету с платой в держатель кассет | |||||||||||||||
| 4 | Нажать кнопку «Пуск» на установке | |||||||||||||||
| Инв.№ подл. | Подпись и дата | Взаим. инв.№ | Инв.№ дубл. | Подпись и дата | ||||||||||||
| 9А | Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ | |||||||||||||||
| Номер цеха | Номер участка | Номер раб.м. | Номер операции | Наименование операции | Оборудование (наименование, модель) | |||||||||||
| 55 | Удаление флюса | |||||||||||||||
| Номер перехода | Содержание перехода | Технологический режим | Приспособление (код, наименование) | Инструмент (код, наименование) | То | |||||||||||
| 1 | Наполнить ванну раствором бензина и этилового спирта | БА6871-6069 | ||||||||||||||
| ванна | ||||||||||||||||
| 2 | Погрузить ПП в ванну с раствором | БА6871-6069 | ||||||||||||||
| ванна | ||||||||||||||||
| 3 | Промыть ПП в горячей воде | БА7816-1001 | ||||||||||||||
| кисть щеточная | ||||||||||||||||
| 4 | Промыть ПП в холодной воде | БА7819-1001 | ||||||||||||||
| кисть щеточная | ||||||||||||||||
| 5 | Проверить визуально качество удаление флюса | |||||||||||||||
| Зона | Поз. | Обозначение | Наименование | Кол. | Приме- чание | |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
| Документация |
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
| А4 |
|
| 5093.096 000.000СБ | Сборочный чертеж | 1 |
| |||||||||
| А3 |
|
| 5093.096 000.000Э3 | Схема электрическая | 1 |
| |||||||||
|
|
|
|
| принципиальная |
|
| |||||||||
| А4 |
|
| 5093.096 000.000ПЭ3 | Перечень элементов | 1 |
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
| Детали |
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
| А4 |
| 1 | 5093.096 000.001 | Плата печатная | 1 |
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
| Прочие изделия |
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
| Микросхемы |
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
| 1-4 |
| КР561ИР6 | 4 | DD1-DD4 | |||||||||
|
|
| 5,6 |
| КР561ИР6 | 2 | DD16,DD17 | |||||||||
|
|
| 7,8 |
| КР561ИР6 | 2 | DD24,DD25 | |||||||||
|
|
| 9-12 |
| КР561КП1Б | 4 | DD5-DD8 | |||||||||
|
|
| 13-16 |
| КР561КП1Б | 4 | DD10-DD13 | |||||||||
|
|
| 17 |
| КР561ИМ1 | 1 | DD9 | |||||||||
|
|
| 18-23 |
| КР561ИМ1 | 6 | DD18-DD23 | |||||||||
|
|
| 24 |
| КР561ИМ1 | 1 | DD26 | |||||||||
|
|
| 25,26 |
| КР561АГ1 | 2 | DD14,DD15 | |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
| Разъемы |
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
| 27 |
| PC104-64 | 1 | X1 | |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
| 5093.077 000.000 | ||||||||||
|
|
|
|
|
| |||||||||||
| Изм | лист | N° докум | Подпись | дата | |||||||||||
| Разраб. | Петро Д.Г. |
|
| Управляющий автомат умножителя | Литер | Лист | Листов | ||||||||
| Провер | Гузаиров М.Б. |
|
|
| у |
|
| 1 | |||||||
|
|
|
|
| УГАТУ ВМ-330Т | |||||||||||
| Н.Конт. |
|
|
| ||||||||||||
| Утв. |
|
|
| ||||||||||||
 Формат
ФорматПохожие работы
... образом наносят шесть слоев. Это покрытие обладает малой усадкой и плотной структурой. Исходя из вышеперечисленных сравнений выбран для защитного покрытия от действия влаги лак УР-231.6. Описание технологического процесса изготовления печатной платы комбинированным позитивным способом. Технологический процесс изготовления печатной платы комбинированным позитивным методом состоит из следующих ...
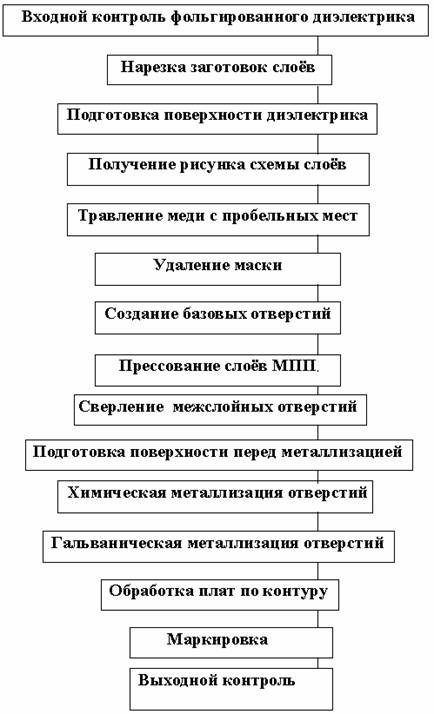
... выполнения монтажных операций. Недостатки МПП: Более сложный ТП. По условиям технического задания устройство состоит из 53 микросхем. Следовательно, печатная плата должна быть многослойной. Существует 3 метода изготовления многослойных печатных плат: 1. Металлизация сквозных отверстий. Данный метод основан на том, что слои между собой соединяются сквозными, металлизированными отверстиями. ...
... Подставив значения, получим: . Таким образом, можно сказать, что спроектированное устройство на 44% защищено от вибрационных воздействий. 3.1 Разработка принципиальных схем синтезатора Цифровой синтезатор частотно – модулированных сигналов позволяет формировать л.ч.м. – сигналы и предназначен для работы в составе л.ч.м. – ионозонда в качестве возбудителя передатчика. На принципиальной ...
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...
0 комментариев