Навигация
Ремонт кареток підвіски тракторів ДТ-75М і Т-74
28449
знаков
4
таблицы
7
изображений
2. Ремонт кареток підвіски тракторів ДТ-75М і Т-74
Основні дефекти: спрацювання опорних котків; втрата герметичності ущільнень мащення; спрацювання осей качання, втулок, підшипників і поломка ресорних пружин.
Розбирання (складання) кареток — одна з трудомістких і складних операцій ремонту.
У майстернях загального призначення каретки розбирають і складають на спеціальних стендах ОПР-1402М (рис. 2.1). На станині стенда встановлені електродвигун потужністю 7,5 кВт, масляний насос типу НШ-32, привод насоса та гайковерта 1 і розподільник з двома рукоятками: для керування гідроциліндром 2 підйомного пристрою 3 та для керування робочим циліндром 4. За допомогою підйомного пристрою піднімають каретку на стенд або знімають її із стенда і встановлюють робочий циліндр під потрібним кутом відносно стола стенда.
Електродвигун оснащений реверсивним магнітним пускачем; натисканням його кнопок приводять у рух вал двигуна в ліву або в праву сторону.
Стенд укомплектований набором різних пристроїв для механізації і закручування гайок котків, спресовування і напресовування опорних котків, випресовування і запресовування великих і малих втулок балансира; випресовування осі качання,спресовування і напресовування конічних роликопідшипників, зняття і встановлення пружин.
Для розбирання каретку підйомним пристроєм встановлюють на стіл стенда і закріплюють у потрібному положенні.
Гайки котків відкручують і закручують гайковертом, що являє собою черв'ячний редуктор. Обертання від електродвигуна до черв'ячного вала редуктора передається клинопасовою передачею і зубчастою півмуфтою. На висувному шліцьовому валу, з'єднаному з черв'ячним колесом редуктора, встановлено головку під гайки кареток. Головка гайковерта обертається з частотою 42 об/хв при частоті обертання вала електродвигуна 1440 об/хв. Реле максимального струму автоматично відключає двигун, чим запобігає перевантаженню його під час закручування гайок.
|
|
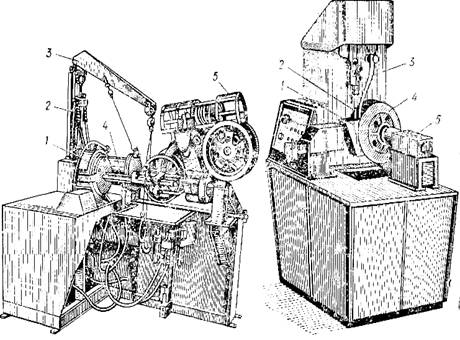
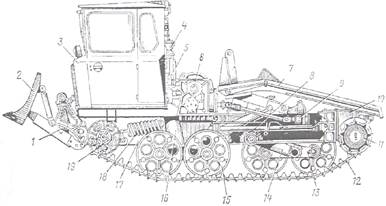
Рис. 2.1. Стенд ОПР-1402М для розбирання і складання кареток підвіски тракторів
Т-74 і ДТ-75М:
1 — гайковерт; 2 — гідроциліндр; 3 — підйомнийпристрій;
4 — робочий циліндр; 5 — запобіжне огородження.
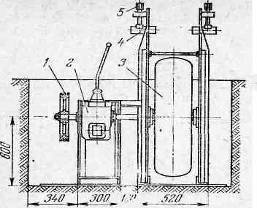
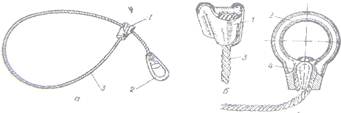
Рис. 2.1. Установка ОКС-7755 для електрошлакового наплавлавлення ювання бігової доріжки опорного
котка:
1— форма; 2 — дріт;
3 — живильник флюсу;
4 — мідний диск; 5 — пневматичний циліндр.
Щоб зняти і встановити пружини, каретку розміщують так, як показано на рис. 2.1, і закривають пружини запобіжним огородженням. Піднімають робочий гідроциліндр і стискають пружину. Для відкру- і чування гайок, спресовування опорних котків і випресовування втулок каретку повертають на столі стенда на 90°.
На спеціалізованих ремонтних підприємствах каретки розбирають на стаціонарних потокових лініях ОПР-1856, обладнаних гідропресами і необхідними механізмами. Два робітники одну каретку розбирають за 15...16 хв.
Відновлення деталей. Опорні котки, які звичайно відлито із сталі 45Л-1, можуть мати такі дефекти: спрацювання бігової доріжки, тріщини в спицях, спрацювання отвору під вісь, спрацювання або пошкодження захисного ковпака і поверхні лисок під ущільнювальне кільце.
Бігові доріжки опорних котків наплавляють автоматичним наплав-люванням під шаром флюсу АН-348А або в середовищі водяної пари пружинним дротом II класу до номінального розміру і без наступної обробки. Щоб підвищити продуктивність, застосовують оправку, яка дає змогу закріплювати відразу кілька котків. Іноді котки успішно відновлюють напресовуванням стальних кілець з наступним приварюванням з обох сторін і приточуванням їх під номінальний розмір. Бігові доріжки котків відновлюють також заливанням розплавленим металом.
Найперспективнішим є електрошлакове наплавлювання бігових доріжок опорних котків при централізованому ремонті їх на спеціалізованих підприємствах. Спосіб електрошлакового иаплавлювання грунтується на використанні тепла, яке виділяється під час проходження електричного струму через розплавлений шлак. Установка ОКС-7755* (рис. 2.2.) для відновлення котків цим способом складається із зварної станини, механізму обертання шпинделя, механізму подачі дроту, дозатора флюсу і пульта керування. Відновлюваний коток затискують пневмоциліндром 5 між двома мідними дисками 4. Один диск встановлений на шпинделі верстата, другий — на штоку пневмоциліндра 5. Діаметр дисків дорівнює номінальному розміру котка. Щільно до дисків встановлено мідну охолоджувану форму 1. У форму заливають розплавлений флюс і одночасно включають установку. У зварювальну ванну форми / подається дріт 2 марки Св-08 і по живильнику 3 із дозатора — легуюча суміш, що складається з флюсу, сормайту, сталініту і чавунної стружки. Установка дає змогу наплавляти бігову доріжку до номінального розміру за один оберт котка при будь-якій товщині і формі спрацювання її. Стійкість проти спрацювання наплавленого шару майже в 2 рази вища, ніж у нового котка, витрата флюсу в 10 раз менша, ніж при автоматичному наплав-люванні. Продуктивність установки — ЗО котків за зміну.
Тріщини в спицях опорного колеса заварюють електрозварюванням, використовуючи електроди типу 9-42. Спрацьований отвір у маточині обтискують під пресом і прошивають оправкою під номінальний розмір осі. Перед обтисканням маточину нагрівають в електроін-дукторі.
Пошкоджений або спрацьований ковпак зрубують, зачищають поверхню лисок і приварюють новий ковпак електродом типу 3-34. ,
Вісь котка, виготовлена із сталі ЗОХГТ, як правило, має спрацьовані посадочні місця під підшипники і опорні котки, спрацьовані шпонкові канавки і різьбу. Вибраковують вісь при всіх дефектах одночасно, а також при наявності тріщин і зломів.
Посадочні місця відновлюють плазмовим наплавлюванням або нанесенням плівки еластомеру ГЗН-150(В) з наступною обробкою під нормальний розмір.
Шпонкові канавки фрезерують під збільшений розмір, а якщо посадочні місця наплавляли, то канавки обробляють під нормальний розмір.
Різьбу відновлюють нарізуванням різьби меншого розміру або наплавляють і нарізують різьбу нормального розміру.
Балансири, відлиті звичайно із сталі 45Л-1, можуть мати такі дефекти: тріщини на стінках, спрацювання втулок, посадочних місць під підшипники, отворів під вісь качання, спрацювання і пошкодження різьбових отворів. Балансири вибраковують при зломах, наскрізних поперечних тріщинах і тріщинах, що проходять через посадочні місця під підшипники та втулки.
Тріщини на стінках балансирів заварюють електрозварюванням, застосовуючи електроди ОЗС-6. Тріщини попередньо зачищають, знімають фаски з обох кромок під кутом ЗО...40°, а кінці засвердлюють.
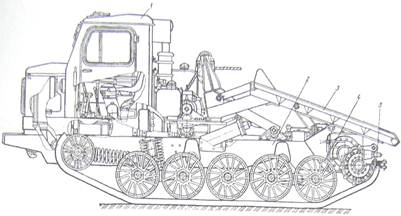
| Рис. 2.3 Схема стенда для обкатки кареток підвіски тракторів Т-74, ДТ-75, Т-150: 1 — шків; 2 — коробка передач; |
3 — прогумоване колесо; 4 — призма; 5 — притискний гвинт
Спрацьовані "втулки під вісь качання і цапфу зовнішнього балансира замінюють новими.
Отвір під вісь качання внутрішнього балансира відновлюють вставлянням втулки. Посадочні місця під підшипники обох балансирів відновлюють віброду-говим наплавлюванням, наплав-люванням у середовищі вуглекислого газу або вставлянням ' втулок, а при незначному спрацюванні — формуванням отвору епоксидною сумішшю, яка складається з 120 частин (за масою) залізного порошку, 100 —епоксидної смоли, 60 — портландцементу і ЗО частин олігоаміду Л19. Після нанесення суміші формують співвісні отвори притягуванням оправки, змащеної солідолом, встановлюють балансир у шафу 1 дають затвердіти нанесеній суміші в такому режимі: витримка 1 год при температурі 50°С, 2 год при 100°С, 1 год при 150°С.
Складання і обкатка кареток. Каретки підвіски складають, на тих самих стендах, на яких розбирали їх. Встановлюючи стопорний клин осі качання, стежать, щоб він щільно входив в отвір внутрішнього балансира, а його плоска поверхня повністю контактувала з плоскою поверхнею вирізу (лискою) осі качання.
Конічні підшипники осей під час складання регулюють так. У торці балансира встановлюють два корпуси ущільнення і закріплюють кожний двома болтами так, щоб зазори між корпусами і балансирами були однакові з обох боків і однакові по всій окружності корпусів. Вісь опорного котка повинна обертатися від руки з помітним опором, але без осьового зазора. Різниця між зазорами має становити не більш як 0,5 мм. За розміром зазорів підбирають кількість прокладок і в кожний комплект добавляють ще по одній прокладці завтовшки 0,2 мм. Товщина набору прокладок з обох боків осі не повинна відрізнятися більш як на 0,5 мм. При правильно відрегульованому зазорі в підшипниках вісь туго обертається від руки.
Перед остаточним встановленням ущільнень і котків перевіряють робочу поверхню малого ущільнювального кільця.
Шліфована поверхня цього кільця повинна щільно прилягати до поверхні перевірочної плити. Допускається неприлягання до поверхні по кільцевій площі шириною не більш як 3 мм і концентрична відносно отвору.
Остаточно склавши і відрегулювавши, каретку обкатують на спеціальних стендах (рис. 2.3.), встановлюючи її на гумове колесо 3, яко приводиться в обертальний рух від екектродвигуна через шків 1 і коробку передач 2. Навантаження на каретку створюють гвинтами .1. Після обкатки каретки усувають виявлені несправності.
Похожие работы
... инструменты бульдозеров · отвал · толкающая рама · механизм управления · рыхлительные зубья, откосники, уширители, открылки (дополнительное оборудование) Описание Гусеничного трактора Т‑330 (чебоксарец) Т‑330 – марка тяжелого промышленного трактора, выпускаемого Чебоксарским заводом промышленных тракторов с 1975 года. Трактор Т‑330 первый в СССР имел переднее ...
... положении рычага переключения передач, после чего включить передачу. Рычаг переключения передач надо перемещать плавно, без рывков. Ремонт Коробки передач разбирают на специальных стендах с применением съемников и приспособлений. Не рекомендуется раскомплектовывать основные годные детали. Конические зубчатые колеса вторичного вала и заднего моста должны иметь метки, расположенные на торцах ...
... 500х400 860х360 1,26 0,86 1,71 2,3 4,3 1,41 3,42 3,3 6,5 1,8 2,5 1,26 0,86 1,71 2,3 4,3 1,41 3,42 3,3 6,5 1,8 2,5 26,04 14. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ХОДОВОЙ ЧАСТИ И РУЛЕВОГО УПРАВЛЕНИЯ Ходовая часть состоит из: остова, переднего моста, колесного движетеля и подвески. Передними колесами трактора управляют ...
... будівельних машин при їх транспортуванні та зберіганні проводяться спеціальні види технічного обслуговування, які регламентуються вимогами експлуатаційної документації. 2.1 Організація та проведення ТО-1 гусеничного і колісного тракторів Технічне обслуговування — це комплекс заходів, які дають змогу уникнути передчасного спрацювання (зносу) і поломки техніки, тобто це система профілактичних ...
0 комментариев