Навигация
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА
34699
знаков
14
таблиц
1
изображение
1. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА АРП
В состав ремонтного предприятия входят основное и вспомогательное производства, складское хозяйство, транспорт, лаборатории, заводоуправление.
Основное производство включает цехи и производственные участки, непосредственно занятые выполнением технологического процесса ремонта и выпуском готовой продукции.
Вспомогательное производство включает инструментальное хозяйство и отдел главного механика (ОГМ). В его функции входят обслуживание и ремонт оборудования, зданий, сооружений и инженерных сетей, изготовление, ремонт и заточка инструментов, изготовление приспособлений и другие работы.
Складское хозяйство включает склады ремонтного фонда, готовой продукции, запасных частей, материалов, химикатов, метала, лакокрасочных, горюче-смазочных материалов, сжатых газов, утиля и других складов в зависимости от специализации предприятия.
Транспорт ремонтного предприятия разделяется на внешний и внутризаводской. Для организаций и осуществления внешних перевозок в составе заводоуправления образуется транспортный отдел. Внутризаводской транспорт включает участок хранения и ремонта, а также зарядки аккумуляторов электротранспорта.
Лаборатории ремонтного предприятия: центральное, измерительное, надежности. Центральная лаборатория включает отделения: химическое, металлографическое, фотографическое.
Заводоуправление включает должности лиц и отделы, состав и функции которых зависят от специализации и размеров предприятия.
Основное и вспомогательное производства могут быть организованы по бесцеховой и цеховой структурам. Производственные участки возглавляют мастера. При бесцеховой структуре мастера участков основного производства непосредственно подчинены главному инженеру, вспомогательного производства – главному механику. Бесцеховая структура рекомендуется для ремонтных предприятий с числом рабочих до 500 человек. При цеховой структуре производственные участки объединены в цехи, а мастера участков подчинены начальникам цехов. Как правило, в цехе должно работать не менее 125 человек.
Для ремонтных предприятий с цеховой структурой характерен следующий состав основного производства.
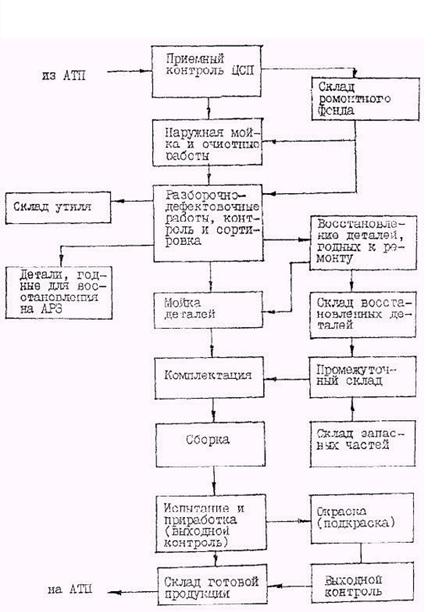
Разборочно-моечный цех включает участки наружной мойки и приемки, разборочно-моечный, дефектования деталей и входного контроля, а на крупных ремонтных предприятиях – централизованного приготовления и очистки растворов.
Сборочный цех включает участок комплектования деталей и другие участки в зависимости от типов предприятия:
на предприятиях по ремонту двигателей – участки восстановления базовых и основных деталей, сборки двигателей, испытания, доукомплектования и доводки двигателей, ремонта приборов питания, ремонт электрооборудования, окраски деталей;
на предприятиях по ремонту прочих агрегатов – восстановление базовых и основных деталей агрегатов, сборки агрегатов, ремонт приборов, пневмо- и гидросистем, окраски агрегатов и узлов;
на предприятиях по ремонту полнокомплектных автомобилей и автобусов – участки ремонта рам, ремонта электрооборудования, сборки автомобилей (автобусов), регулировки и испытания автомобилей (автобусов), шиномонтажный, аккумуляторный, при ремонте автобусов – ремонт приборов пневмо- и гидросистем. Если последние предприятия не получают отремонтированные агрегаты по кооперации, то в состав сборочного цеха включают участки сборки и ремонта двигателей, испытания и доукомплектования двигателей, ремонта приборов питания, сборки и ремонта агрегатов.
Цех ремонта кузовов (кабин и оперения) создается на предприятиях по ремонту полнокомплектных автомобилей (автобусов) и включает участки: обойный, окрасочный, деревообрабатывающий, ремонт и сборки платформ (при небольшой программе последние два участка могут быть объединены в один деревообрабатывающий участок), а также участок ремонта кабин и оперения (при ремонте грузовых автомобилей) и участки ремонта кузовов жестяницко – заготовительный, арматурный сборки кузовов (при ремонте автобусов и легковых автомобилей).
Цех восстановления и изготовления деталей имеет участки: слесарно – механический, сварочно – наплавочный, полимерный, гальвонический, кузнечный (кузнечно – рессорный), медницкий (медницко – радиаторный), термический (при небольшой программе последние три участка могут быть объединены в тепловой участок).
Вспомогательное производство включает инструментальное хозяйство и отдел главного механика (ОГМ) с участниками ремонтно-механическим, электроремонтным (при небольшой программе они объединяются в единый ремонтно-механический участок) и ремонтно-строительным.
УЧАСТОК ВОССТАНОВЛЕНИЯ ОСНОВНЫХ И БАЗОВЫХ ДЕТАЛЕЙ
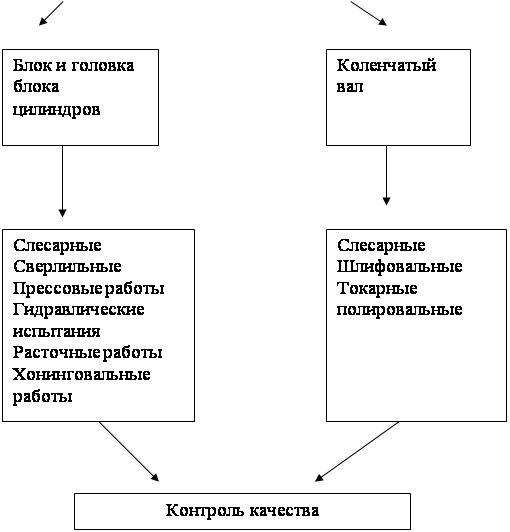
Проведём процентное соотношение трудоёмкости по видам работ участка восстановления основных и базовых деталей:
Работы по блоку и головке цилиндров:
слесарные…………………………………………….11,92
сверлильные……………………………………….…6,34
Прессовые работы………………………………………...2,03
Гидравлическое испытание………………………………4,06
Расточные работы………………………………………....14,21
Хонинговальные работы………………………………….7,61
Работы по коленчатому валу:
слесарные…………………………………………….14,23
шлифовальные……………………………………….21,08
токарные……………………………………………...7,20
полировальные……………………………………….6,59
шлифовальные работы по распределительному валу…..10,40
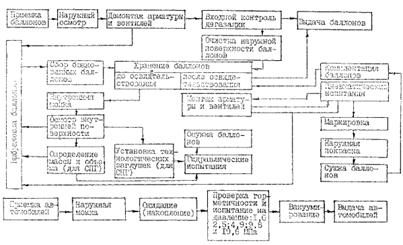
Блоки цилиндров и картеры сцепления поступают на участок после выполнения сварочно-наплавочных работ по однорельсовому пути, оборудованному электроталями с автоматическим адресованием грузов. Блок цилиндров обрабатывают с тонкой последовательностью основных технологических операций: расточка посадочных отверстий под гильзы, перепрессовка втулок распределительного вала, одновременная расточка поясков под гильзы всех цилиндров блока, развёртывание отверстий под толкатели, одновременная расточка постелей подшипников и втулок распределительного вала, наружная мойка и промывка масленых каналов, запрессовка гильз, гидроиспытание, сборка блока цилиндров с картером сцепления и последующая расточка отверстия в картере сцепления, центрирующего оси двигателя и коробки передач.
Восстановленный блок цилиндров в сборе с картером сцепления по рольгангу поступает на участок сборки силовых агрегатов. Межпостовая транспортировка блоков цилиндров осуществляется в основном по рольгангам и в отдельных случаях при помощи кранов с электрическими талями грузоподъёмностью 0,25т.
Межпостовая транспортировка картеров сцепления, головок цилиндров и моховиков осуществляется в основном по рольгангам. Межпостовая транспортировка распределительных валов производится на передвижных стеллажах-тележках.
Коленчатые валы, поступают на участок непосредственно после дефектации на подвесном конвейере с автоматическим адресованием грузов. Коленчатые валы с износом шеек в пределах ремонтных размеров после наплавки и восстановления центровых фасок поступает на станочную обработку (шлифование шеек, суперфиниширование и полирование), после которой производится промывка валов и их масляных каналов.
Коленчатые валы, требующие наплавки шеек, после восстановления центровых фасок поступают на участок наплавки. После наплавки шеек производится предварительное их шлифование, зенкование отверстии масленых каналов и упрочнение галтелей шеек роликовой обкаткой. В дальнейшем коленчатые валы восстанавливают перешлифовкой под ремонтные размеры. Межпостовая транспортировка коленчатых валов в основном производится кран-балками с электрическими татями грузоподъёмностью 0,25т.
Линии ремонта блоков и головок цилиндров имеют П- образную конфигурацию, а коленчатых валов - Г-образную. Конфигурация линии обусловливаются общей компоновкой участка, когда линии, предназначенные для восстановления деталей, имеют направление, перпендикулярное к линиям, предназначенным для сборки силовых агрегатов. Такое расположение линий обеспечивает лучшие условия подачи деталей на соответствующие сборочные рабочие места, а также улучшает общую транспортную схему предприятия.
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2. ТЕХНИКО- ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
ПРОЕКТА
2.1 ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ УЧАСТКА
2.1.1 ИСХОДНЫЕ ДАННЫЕ
Годовая программа N=3000 единиц.
Нормативная трудоемкость tэ=360 чел.час.
Коэффициенты корректировки :
К1=1
К2=1
К3=1,05
К4=0,97
К5=0,56
Похожие работы
... . Возращение автомобилей с линии: с 17.00 до 21.00 часов вечера. Обеденный перерыв: с 12.00 до 13.00 Работа участка: с 8.00 до 17.00 График межсменного времени работы автомобилей на линии совмещенный с графиком работы рессорно - кузнечного участка. Аи Тмс Трл Трл Тмс 0 2 4 6 8 10 12 14 ...
... от годовой программы предприятия, =1- для бензиновых двигателей [2]. Таким образом, приведенная трудоёмкость одного капитального ремонта двигателя автомобиля ГАЗ- 3307 будет равна: чел.-ч. Определение годовой трудоёмкости работ всего предприятия, по участкам и количества производственных рабочих Время, необходимое на выполнение работ при капитальном восстановлении объектов ремонта ( ...
... 9 Кузовной 3 78 94 10 Обойный 1 15 25 11 Медницкий 1 12 36 12 Слесарно-механический 5 52 65 13 Малярный 2 30 75 14 Тепловой 1 20 36 15 Нестандартного оборудования 2 22 32 1.3.4 Технологическое проектирование агрегатного цеха Агрегатный цех предназначен для выполнения ремонта узлов и агрегатов в основном путем замены неисправных деталей новыми или ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...
0 комментариев