Навигация
РАСЧЕТ ОСНОВНЫХ И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ
30712
знаков
13
таблиц
4
изображения
2. РАСЧЕТ ОСНОВНЫХ И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ
Основным конструктивным материалом является ДСтП (плита древесностружечная). Плиты древесностружечные (ДСтП) по ГОСТ 10632-89 получают методом горячего прессования древесных частиц, смешанных со связующим веществом. Плиты изготовляют необлицованные и облицованные с одной или двух сторон строганным шпоном, обычной и повышенной точности. Марки древесностружечных плит: П-1, бывает: многослойная (II-1 М) и трёхслойная (II-1 Т); П-2, трёхслойная (II-2 Т), однослойная (II-2 О); П-3 трёхслойная (II-3 Т).
Смола КФ-БЖ (ГОСТ 14231-78) сочетает повышенную жизнеспособность с малой продолжительностью отверждения при 100°С. Данная смола имеет меньшее содержание свободного формальдегида. Наиболее эффективно применение её в качестве основы клея при облицовывании щитовых деталей в короткотактных прессах.
Облицовочный материал строганный шпон из ореха.
Вспомогательными материалами здесь будут являться клей расплав.
Клеи-расплавы для облицовывания кромок мебельных щитов. Клей-расплав <КРУСС> (ТУ 13-540-83) производят централизованно в системе предприятий Минлесбумпрома. Клей предназначен для облицовывания как шпоном твёрдых лиственных пород, так и кромочными пластиками на основе пропитанной бумаги.
Таблица 3 Расчет отходов лесоматериалов
| Наименование материалов | Расход на 1000 программу, м3 | Всего отходов, % | Отходы | Всего отходов, м3 | |||
| топливные | деловые | ||||||
| % | м2 | % | м2 | ||||
| 1 | 2 | 4 | 5 | 6 | 7 | 8 | 9 |
| ДСП | 111521,2 | 14 | 4 | 140,89 | 10 | 352,2 | 493,13 |
| Облицовочный строганный шпон | 160428,7 | 20 | 15 | 57,09 | 5 | 19,03 | 76,12 |
| Материал кромочный | 2668,6 | 34 | 34 | 10,73 | - | - | 10,73 |
Таблица 4 Расчет оклеиваемых поверхностей клеевой нити
| Наименование | Количество деталей в изделии, шт | Длина, мм | Ширина, мм | Количество полос шпона, шт | Площадь склеивания, м2 |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1. Боковые стенки | 2 | 2005 | 560 | 2 | 2,245 |
| 2. Крышки (верх. и нижн.) | 3 | 862 | 560 | 2 | 1,451 |
| 3. Полка | 1 | 862 | 560 | 2 | 0,482 |
| 4. Двери малые | 2 | 300 | 431 | 2 | 0,26 |
| 5. Двери большие | 2 | 1705 | 431 | 2 | 1,471 |
| Итого | 5,91 | ||||
Таблица 5 Расчёт поверхностей, на который наносят клей с учетом
производственной программы 1000 изделий
| Наименование детали | Марка клея | Кол-во деталей в изде-лии, шт | Размеры деталей, мм | Количество склеиваемых поверхностей шт | Площадь детали, м2 | На год. прогр-му, м2 | ||||||||||
| длина | ширина | толщи- на | ||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||||||
| 1. Боковые стенки | КФ-БЖ | 2 | 2021 | 576 | - | 3 | 3,492 | 3492 | ||||||||
| 2. Крышки (верх. и нижн.) | 3 | 878 | 576 | - | 4 | 2,022 | 2022 | |||||||||
| 3. Полка | 1 | 876 | 574 | - | 2 | 1,005 | 1005 | |||||||||
| 4. Двери малые | 2 | 314 | 445 | - | 7 | 0,978 | 978 | |||||||||
| 5.Двери большие | 2 | 1721 | 447 | - | 2 | 1,538 | 538 | |||||||||
| Итого | 9,035 | 9035 | ||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||||||
| 1. Боковые стенки порер. кромка продол. кромка | Клей расп-лав | 2085 640 | 22 22 | - - | 4 4 | 0,21 0,056 | 210 56 | |||||||||
| 2. Крышки (верх. и нижн.) порер. кромка продол. кромка | 942 - | 22 - | - - | 6 - | 0,124 - | 124 - | ||||||||||
| 3. Полка порер. кромка продол. кромка | 942 640 | 22 22 | - - | 2 1 | 0,041 0,014 | 41 14 | ||||||||||
| 4. Двери малые порер. кромка продол. кромка | 380 511 | 22 22 | - - | 4 4 | 0,033 0,044 | 33 44 | ||||||||||
| 5. Двери большие порер. кромка продол. кромка | 1785 511 | 22 22 | - - | 4 4 | 0,157 0,044 | 157 44 | ||||||||||
| Итого | 0,723 | 723 | ||||||||||||||
Таблица 6 Расчёт расхода клеевых материалов на производственную программу 1000 изделий
| Наименование клеевых материалов | Группа сложности пов-ти | Площадь Склеивания, м2 | Норматив расхода клея, кг/м2 | Расход клея на деталь, кг | На год. прог., кг |
| 1 | 2 | 3 | 4 | 5 | 6 |
| КФ-БЖ | 1 | 9,035 | 0,170 | 1,535 | 1535 |
| Клей расплав | 2 | 0,723 | 0,350 | 0,253 | 253 |
| Клеевая нить | 1 | 5,914 | 2,0 | 11,828 | 11828 |
Таблица 7 Сводная ведомость расхода сырья и материала на годовую программу
| № | Наименование материала | ГОСТ или ТУ | Ед. изм. | Всего материала | |
| На единицу | На программу | ||||
| 2 | 3 | 4 | 5 | 6 | |
| 1 | ДСП | ГОСТ 10632-96 | м2 | 11,521 | 11521,2 |
| 2 | Строганный шпон | ГОСТ 2977-89 | м2 | 160,428 | 160428,7 |
| 3 | Кромочный пластик | ТУ 13-160-84 | п.м. | 2,668 | 2668,6 |
| 4 | КФ – БЖ | ГОСТ 14231-78 | кг | 1,535 | 1535 |
| 5 | Клей расплав | ТУ 13-540-83 | кг | 0,253 | 253 |
| 6 | Клеевая нить | м2 | 11,828 | 11828 | |
Похожие работы
... должны иметь твердое и ровное покрытие с уклоном для стока воды, располагаться отдельно от зданий и сооружений на расстоянии в зависимости от категории производства и соответствовать требованиям Правил охраны труда на автомобильном транспорте, утвержденных постановлением Министерства транспорта и коммуникаций Республики Беларусь и Министерства труда и социальной защиты Республики Беларусь от 1 ...
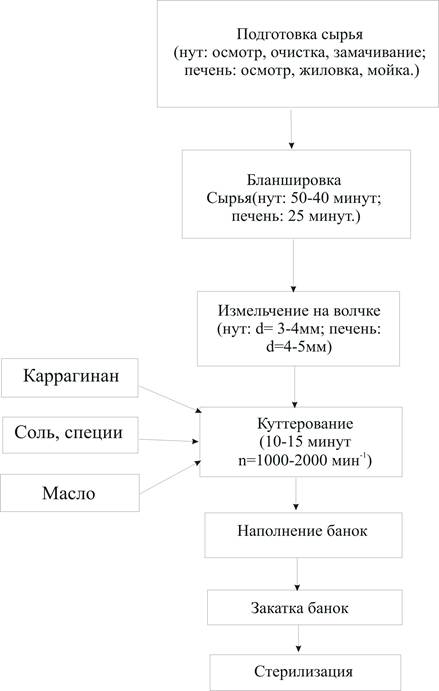
... соль. Это позволяет улучшить органолептические показатели, увеличить сроки хранения и годности и расширить ассортимент консервированных геродиетических продуктов. [35] 2.Технология производства мясорастительного паштета Рис.1 Технологическая схема производства мясорастительного паштета. Подготовка основного сырья. Растительное сырье. Нут после приемки осматривают, счищают от примесей и ...
... моноклональных антител, даже если их получают на основе человеческих гибридом. Эта проблема не нова для медицины и не является непреодолимой. 02.09.10-15.09.10 18 Тема №18. Технология лекарственных форм в экстремальных условиях. По причинам возникновения чрезвычайные ситуации могут быть техногенного, природного, биологического, экологического и социального характера. Внутренними ...
... составление схемы сборки обуви; проектирование технологического процесса сборки обуви. Схема сборки обуви выглядит следующим образом: Схема 4.1. Такая схема дает возможность упростить проектирование процесса сборки обуви и, кроме этого, служит для оценки конструкции изделия с технологической точки зрения. На основании схемы сборки обуви производится проектирование технологического процесса ...
0 комментариев