Навигация
2.3 Разработка КСС изделия
На основании результатов анализа оригинальных изделий и элементной базы рассматриваемого ваттметра составляем конструкторскую схему сборки прибора с учетом структуризации его на такие иерархические уровни, как: сборочные единицы первого - третьего уровней сложности (СЕ1 - СЕ3), оригинальные детали (ОД), электрорадиоэлементы (ЭРЭ), стандартные детали (СТД), конструкционные и технологические материалы (КМ и ТМ). КСС изделия приведена в приложении А.
На основании составления КСС прибора можно сделать вывод о возможности достаточно высокой дифференциации операций изготовления, сборки и монтажа рассматриваемого изделия внутри предприятия по цехам и отдельным рабочим местам. К тому установленная возможность автоматизации, а также простота изготовления и малое количество оригинальных изделий прибора доказывает необходимость крупносерийного типа производства с преимущественно конвейерной сборкой. Составленая КСС дает предварительную информацию о процессе сборки изделия, необходимую для дальнейшего составления технологической схемы сборки (ТСС) и маршрутного технологического процесса (ТП) производства рассматриваемого ваттметра.
3. ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ОБЪЕКТА СБОРКИ
Для более наглядной оценки технологичности рассматриваемого ваттметра необходимо провести технологический контроль изделия с помощью расчета коэффициента технологичности. Полученная величина покажет возможность либо невозможность автоматизации и механизации процесса изготовления изделия в заданных условиях производства.
Общая методика расчета коэффициента технологичности приведена в [1]:
 (3.1)
(3.1)
где ![]() - совокупный коэффициент технологичности изделия;
- совокупный коэффициент технологичности изделия;
![]() - частный коэффициент технологичности изделия;
- частный коэффициент технологичности изделия;
![]() - коэффициент важности [0..1], определяемый для частных коэффициентов технологичности по таблицам [1].
- коэффициент важности [0..1], определяемый для частных коэффициентов технологичности по таблицам [1].
Для рассматриваемого радиотехнического устройства формулу для расчета коэффициента технологичности (4.1) можно представить в виде:
 (3.2)
(3.2)
где ![]() - коэффициент оригинальных деталей;
- коэффициент оригинальных деталей;
![]() - коэффициент автоматизации монтажа;
- коэффициент автоматизации монтажа;
![]() - коэффициент автоматизации операций настройки и контроля;
- коэффициент автоматизации операций настройки и контроля;
![]() - коэффициент повторений ЭРЭ;
- коэффициент повторений ЭРЭ;
![]() - коэффициент прогрессивности формообразования деталей.
- коэффициент прогрессивности формообразования деталей.
Для расчета частных показателей технологичности используем формулы [1]:
![]() (3.3)
(3.3)
где ![]() - количество оригинальных деталей;
- количество оригинальных деталей;
![]() - общее число деталей в изделии;
- общее число деталей в изделии;
![]() (3.4)
(3.4)
где ![]() - количество автоматизированных монтажных соединений;
- количество автоматизированных монтажных соединений;
![]() - общее число монтажных соединений;
- общее число монтажных соединений;
![]() (3.5)
(3.5)
где ![]() - количество механизированных операций настройки и контроля;
- количество механизированных операций настройки и контроля;
![]() - общее количество операций настройки и контроля;
- общее количество операций настройки и контроля;
![]() (3.6)
(3.6)
где ![]() - количество типоразмеров ЭРЭ;
- количество типоразмеров ЭРЭ;
![]() (3.7)
(3.7)
где ![]() - количество оригинальных деталей, полученных с помощью прогрессивных методов формообразования.
- количество оригинальных деталей, полученных с помощью прогрессивных методов формообразования.
Производим расчет частных коэффициентов технологичности рассматриваемого изделия на основании формул (3.3) – (3.7):
![]() ,
,
![]()
![]()
![]()
![]()
На основании полученных частных коэффициентов технологичности по формуле (3.2) производим расчет совокупного коэффициента технологичности изделия:
![]()
Полученное значение совокупного коэффициента технологичности изделия является высоким и является достаточным для изготовления рассматриваемого ваттметра в условиях среднесерийного производства с предусматриваемым обеспечением автоматизации и механизации производственного процесса.
Качественную оценку технологичности производим на основании анализа оригинальных деталей, а также элементной базы ваттметра проведенных в разделе 2. На основании выполненного анализа можем сделать вывод о высокой технологичности изделия по таким пунктам как:
- малое количество оригинальных деталей является достаточным условием упрощения процесса сборки изделия в условиях конвейера, а также дает возможность широкой дифференциации производственного процесса;
- простота оригинальных деталей, а также возможность их прогрессивного формообразования позволяет сократить затраты на подготовку производства, а также само изготовление и утилизацию;
- сокращение номенклатуры ЭРЭ и использование только лишь стандартизированной элементной базы позволяет упростить сборку печатных узлов изделия путем использования операций групповой пайки и т.д.
Похожие работы

... чертеж – документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки, изготовления и контроля. К сборочным чертежам также относят гидромонтажные, пневмомонтажные и электромонтажные чертежи; чертеж общего вида – документ, определяющий конструкцию изделия, взаимодействие его составных частей и поясняющий принцип работы изделия; ...
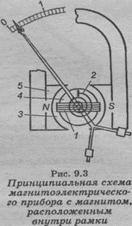


... тока. При включении их в цепь переменного тока применяют преобразовательные устройства (выпрямители, термоэлектрические преобразователи и т. д.). Широкое распространение получили узкопрофильные магнитоэлектрические приборы со световым указателем для установки их на щитах и пультах. Они занимают в 5... 10 раз меньшую площадь и имеют дополнительные информационные возможности за счет изменения ...
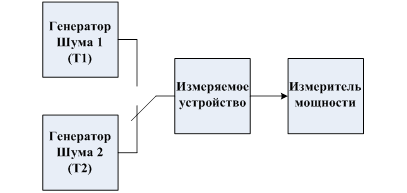
... – 3 0,1; 0,2; 0,4; 1; 2; 4 N8974A 0,01 – 6.7 0,1; 0,2; 0,4; 1; 2; 4 N8975A 0,01 – 26.5 0,1; 0,2; 0,4; 1; 2; 4 Таблица 4.3 - Технические особенности ИКШ серии NFА Структурная схема измерителя коэффициента шума N8973A представлена на рисунке 4.4. Рисунок 4.4 - Структурная схема ИКШ N8973A В преобразователе частот (блок радиоприемного тракта) спектр входного сигнала сначала ...
... , то необходимость в дополнительной линии передачи вообще отпадает при передаче энергии на сотни километров, поскольку вся излучаемая энергия может быть перехвачена приемным устройством с апертурой приемлемых размеров. В диапазоне субмиллиметровых волн отношение допустимых размеров апертур к длине волны заметно уменьшается, тем не менее в ряде случаев подобные квазиоптические линии передачи могут ...
0 комментариев