Навигация
4.2 Разработка ТСС изделия
На основании рассмотренных методов соединения деталей и узлов изделия, а также составления КСС изделия (см. раздел 2), составляем ТСС рассматриваемого ваттметра, с полным разбиением сборочных единиц на детали и указанием метода соединений. Причем следует учесть, что для выбранного среднесерийного производства необходимым условием будет применение структуры схемы с использованием двух общих базовых деталей. ТСС изделия приведена в приложении Б.
На основании составленной ТСС ваттметра можно сделать вывод о возможности производства изделия с использованием приемлемых для выбранного производства методов сборки и монтажа, возможности широкой дифференциации операций, а также получения достаточно необходимой ритмичности производства. Составленная ТСС дает возможность оценки и выбора необходимых операций сборки и монтажа изделия, требуемых для составления маршрутного ТП производства рассматриваемого ваттметра.
5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА СБОРКИ 5.1 Выбор и обоснование основных технологий
Группирование изделий по конструктивным и технологическим признакам в соответствии с ГОСТ 14.301-73 является обязательным этапом, предшествующим разработке технологических процессов. ГОСТ 14.301-73 предусматривает два вида технологических процессов: единичный и типовой.
Единичный технологический процесс разрабатывается для изготовления изделий одного наименования, типоразмера и исполнения, независимо от типа производства.
Типовой технологический процесс разрабатывается для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструкторско-технологическими признаками. К типовому представителю группы изделий относят изделие, отработка которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу.
Типовой технологический процесс применяется как информационная основа при разработке рабочего технологического процесса, как рабочий технологический процесс, при наличии всей необходимой информации для изготовления детали.
Типизация технологических процессов согласно ГОСТ 14.301-73 устраняет многообразие технологических процессов сведением их к ограниченному числу типов. При планировании и описании маршрутного техпроцесса изготовления рассматриваемого ваттметра в качестве основы предполагается использование типовых ТП сборки и монтажа. Предполагается использование типовых технологий применительно следующих операций: групповая пайка волной, формовка выводов ЭРЭ, армирование платы, автоматизированная установки части ЭРЭ.
Типизация при составлении маршрутного техпроцесса обусловлена выбором и обоснованием изготовления изделия в условиях среднесерийного производства, а также необходимостью повышения качества (например, при пайке печатной платы с металлизацией отверстий) и снижению трудоемкости (автоматизация сборки печатного узла) производства.
5.2 Планирование и организация производственного процессаПри организации производственного процесса изготовления рассматриваемого ваттметра необходимо учитывать следующие основные правила:
- выполнение в первую очередь операций, связанных механическим воздействием на начальных этапах производства;
- независимость операций (каждая последующая операция не должна мешать выполнению начальной, а также разрушать ее результат);
- обеспечение кратчайшего пути прохождения изделия по всем фазам и операциям и т.д.
Из существующих видов организации производственного процесса наиболее приемлемой для рассматриваемого изделия при среднесерийном производстве является параллельная сборка – одновременное выполнение частей или всего технического процесса, что приводит к сокращению производственного процесса. Предполагается использование конвейера, как транспортера для передвижения изделия внутри участков и цеха. Принимаемый же тип продвижения изделия – пульсирующий конвейер (рабочий на месте за определенное время проделывает заданный объем работ с изделием, а потом предает изделие на следующее рабочее место, где другой рабочий в это время должен закончить свой объем работ касательно ранее полученного изделия). Так как предполагается широкая дифференциация операций техпроцесса для рассматриваемого изделия, следовательно, наиболее приемлемым с точки зрения экономической стороны организации работ, будет использование одного рабочего места на выполнение одной операции.
В соответствии с последовательностью сборки изделия разрабатываем план цеха основной сборки (цех 46), а также участка №6 (основные сборочные операции). Планировка производственного процесса представлена в приложении Д.
5.3 Разработка маршрутного ТПНа основании рассмотрения и выбора основных технологий, организации и планирования производства, а также КСС и ТСС, составляем маршрутный технологический процесс изготовления рассматриваемого ваттметра (приведен в приложении В). Составление производим, согласно норм, используемых при составлении технологических процессов производства РЭА [2].
Составленный техпроцесс полностью показывает порядок сборки изделия, с учетом разбиения на отдельные участки и цеха. Также он отображает направление и порядок движения компонентов сборки от начальной операции до заключительной. Маршрутный техпроцесс позволяет наглядно представить и оценить движение по сборочному участку ЭРЭ, деталей, сборочных единиц и материалов.
6. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Выбор оборудования, оснастки и инструмента, используемого при производстве рассматриваемого ваттметра, будем осуществлять на основании следующих требований, как высокая продуктивность, заданная точность, а также стабильность и оптимальная стоимость выполнения операций.
Все это в свою очередь должно быть отражено в правильном обосновании выбора типов оборудования в соответствии с эксплуатационно-стоимостными характеристиками, а также условием достаточно высокой стандартизации. В соответствии с этим производим выбор таких основных видов оборудования, оснастки и инструмента:
1) Оборудование - автомат для формовки выводов радиоэлементов (ГГ-1611), полуавтомат для установки и развальцовки лепестков (ГГ-2161), полуавтомат для установки ЭРЭ УР-5 (ГГ-2387), автомат для пайки волной ЛПМ – 150, паяльник U=36 В, P=90 Вт ГТО.8.38-1012;
2) Приспособления и оснастка - приспособление для формовки выводов ГГ-1944-4003, приспособление для зачистки и подготовки проводов SQL 4902 ,тара для флюса, тара для припоя, тара для ЭРЭ, накопители, каретка;
3) Инструмент - электромеханическая отвертка, острогубцы ОТ125 ОСТ 4ГО.060.013, двусторонний гаечный ключ плоский с размером зева 4х5, угловой пинцет-захват ПЗУ 120 ОСТ 4ГО.060017, отвертка ПМ2*50 ТУ 206М.19-83, Кисточка беличья №2.
Все выбранное оборудование, оснастка и инструмент являются типовыми и широко используются при производстве РЭА. Приведем некоторые эксплуатационно-технические характеристики оборудования в виде таблицы:
Таблица 6.1 – Характеристики технологического оборудования
| Тип оборудования | Параметр | Значение |
| 1 | 2 | 3 |
| Автомат для формовки выводов радиоэлементов ГГ-1611 | Производительность, шт/ч | 3000 |
| Вид установки | Навесные ЭРЭ | |
| Система подачи | Транспортер | |
| Габариты, мм | 2090´800 | |
| Полуавтомат для развальцовки лепестков ГГ-2161 | Цикл срабатывания, с | 0.75 |
| Габариты платы, мм | 40´50´1 - 290´250´3 | |
| Диаметр лепестков, мм | 0.6; 0.8; 1 | |
| Высота над платой, мм | 4-10 | |
| Потребляемая мощность, Вт | 500 | |
| Габариты, мм | 660´635´395 | |
| Автомат для пайки волной ЛПМ – 150 | Производительность, ПП/час | 40 |
| Габариты платы, мм | 250´250 | |
| Система подачи | Транспортер | |
| Габариты, мм | 1520´1200 | |
| Полуавтомат для установки ЭРЭ УР-5 ГГ-2387 | Цикл работы, с | 1.4 |
| Габариты платы, мм | 250´160´3 | |
| Тип ЭРЭ | МЛТ 0.125 – 0.5 | |
| Потребляемая мощность, Вт | 180 | |
| Габариты, мм | 730´600´520 |
Таким образом, можно сделать вывод о том, что все выбранное оборудование, инструмент и оснастка является более предпочтительным, перед другими типами оборудования, т.к. соответствует всем предъявленным выше требованиям, и дает возможность его использования применительно разработанного маршрутного ТП изготовления изделия.
7. ПРОЕКТИРОВАНИЕ ОПЕРАЦИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Проектирование операции для рассматриваемого ваттметра производим на основании составления маршрутного техпроцесса производства. Проектирование операций включает в себя:
- составление чертежей операционных эскизов для монтажно-сборочных операций;
- описание содержания заданных операций в виде перечня переходов в опре-деленной последовательности;
- составление комплектовочных карт для заданных операций;
- выбор параметров режимов работы технологического оборудования;
- выбор приспособлений, технологического оснащения и инструментов;
- технологическое нормирование;
- задание на разработку специальной оснастки (при необходимости).
Согласно ГОСТ 3.1118-82 описания операций заносятся в операционную карту. Для трех операций, заданных руководителем, (ручная установка микросхем, установка индикатора и резистора, монтаж проводников) производим составление описания переходов, операционные эскизов и комплектовочных карт.
Таким образом, в ходе проектирования операций технологического процесса были разработан частичный комплект технологической документации: операционные карты для всех операций ТП с попереходной расшифровкой заданных операций, составлены операционные эскизы и комплектовочные карты для заданных операций. Вся технологическая документация была оформлена на бланках в соответствии с ГОСТ 3.1105-84, и будет подшита к пояснительной записке к курсовому проекту.
Похожие работы

... чертеж – документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки, изготовления и контроля. К сборочным чертежам также относят гидромонтажные, пневмомонтажные и электромонтажные чертежи; чертеж общего вида – документ, определяющий конструкцию изделия, взаимодействие его составных частей и поясняющий принцип работы изделия; ...
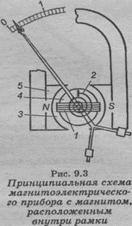


... тока. При включении их в цепь переменного тока применяют преобразовательные устройства (выпрямители, термоэлектрические преобразователи и т. д.). Широкое распространение получили узкопрофильные магнитоэлектрические приборы со световым указателем для установки их на щитах и пультах. Они занимают в 5... 10 раз меньшую площадь и имеют дополнительные информационные возможности за счет изменения ...
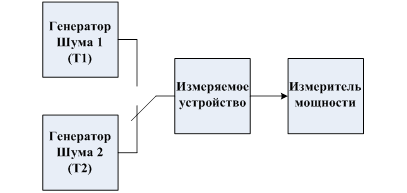
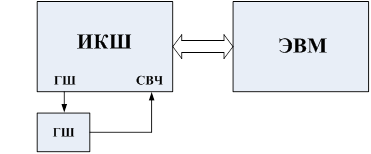
... – 3 0,1; 0,2; 0,4; 1; 2; 4 N8974A 0,01 – 6.7 0,1; 0,2; 0,4; 1; 2; 4 N8975A 0,01 – 26.5 0,1; 0,2; 0,4; 1; 2; 4 Таблица 4.3 - Технические особенности ИКШ серии NFА Структурная схема измерителя коэффициента шума N8973A представлена на рисунке 4.4. Рисунок 4.4 - Структурная схема ИКШ N8973A В преобразователе частот (блок радиоприемного тракта) спектр входного сигнала сначала ...
... , то необходимость в дополнительной линии передачи вообще отпадает при передаче энергии на сотни километров, поскольку вся излучаемая энергия может быть перехвачена приемным устройством с апертурой приемлемых размеров. В диапазоне субмиллиметровых волн отношение допустимых размеров апертур к длине волны заметно уменьшается, тем не менее в ряде случаев подобные квазиоптические линии передачи могут ...
0 комментариев