Конструктивные особенности двухтактных двигателей
Принцип работы двигателя внутреннего сгорания
Конечной операцией является выпрессовка цилиндровых втулокиз
Для производства дефектации детали после разборки должны очищаться от грязи, масла и ржавчины, и протираться насухо
Технические требования на дефектацию и ремонт вкладыша подшипника
Ремонт и восстановление вкладыша
Выбор способа нанесения антифрикционного слоя на вкладыши подшипников
Навигация
Конечной операцией является выпрессовка цилиндровых втулокиз
Восстановление вкладыша подшипника MAN K6Z 57/80
67036
знаков
3
таблицы
2
изображения
26. Конечной операцией является выпрессовка цилиндровых втулокиз
блоков, если проверка измерения показала, что эти втулки необходимо заменить. Выпрессовку проводят при помощи специального приспособления.
До выпрессовки необходимо удалить из втулок штуцеры для подводки смазки.
В ходе разборки двигателя, кроме того, выполняют следующие операции:
измеряют зазоры между трущимися поверхностями деталей и полученные данные заносят в формуляр доремонтного состояния двигателя;
все снятые прокладки подшипников маркируют и либо сдают с соответствующими бирками на хранение, либо вновь зажимают между крышками подшипников;
гайки пересчитывают по количеству шпилек разобранного соединения, нанизывают на проволоки и связки с прикрепленными бирками сдают на хранение в машинную и цеховую кладовую.
У разобранных деталей, направляемых в цех ремонтного завода, рабочие поверхности тщательно изолируют ветошью и деревянными планками.
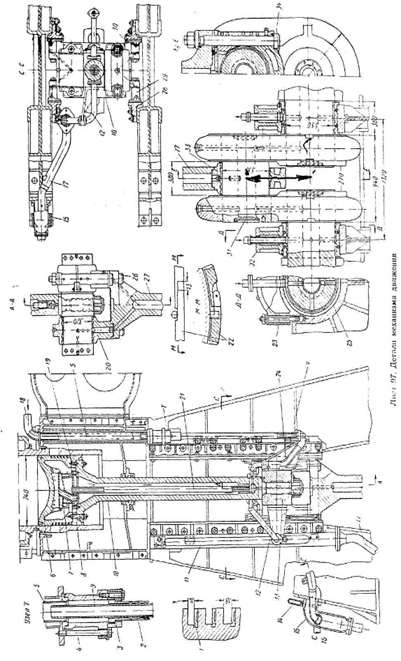
1.5 Кривошипно-шатунный механизм
Кривошипно-шатунный механизм служит для передачи усилий от давления газов на коленчатый вал. В крейцкопфных двигателях — из поршня, штока, поперечины, ползуна, шатуна и коленчатого вала.
При работе двигателя в кривошипно-шатунном механизме действует движущая сила Р, являющаяся суммой сил от давления газов, сил веса и сил инерции. Движущая сила Рд направлена по оси цилиндра и совпадает по направлению с шатуном только при положении поршня в мертвых точках; в остальных положениях она раскладывается на две составляющие — силу Рш, направленную по шатуну, и силу Рн, направленную перпендикулярно оси цилиндра. Силу Рш воспринимает коленчатый вал, передающий ее на стенки цилиндра. В крейцкопфных двигателях ползун передает силу Рн на параллель. Величина Рн зависит от силы давления газов в цилиндре и от площади поршня. В двигателях с диаметром цилиндра 450— 500 мм Рн достигает 120 кН.
В крейцкопфных двигателях головной подшипник шатуна и трущаяся пара ползун-параллель вынесены из зоны высоких температур в картер двигателя, где можно обеспечить надежную смазку. Трущаяся поверхность ползуна залита антифрикционным сплавом (баббитом). Поэтому при равной величине Рн работа трения у пары ползун—параллель меньше, чем у пары поршень — тулка в тронковых двигателях, что при прочих равных условиях обеспечивает повышение механического КПД у крейцкопфных двигателей по сравнению с тронковыми на 4 % и большую надежность работы подшипников.
Шатун двигателя — с отъемными головными и мотылевым подшипниками. Стержень шатуна 28 из углеродистой стали, полый, с жесткой безвильчатой головкой.
Мотылевые подшипники 35 диаметром 380 мм имеют ширину рабочей поверхности у верхней половины 175 мм. Нижние половины головных подшипников имеют на рабочих поверхностях продольные и поперечную смазочные канавки.
Полые рамовые 33 и мотылевые 36 шейки из углеродистой стали имеют одинаковый диаметр и длину. По торцам шейки закрыты крышками 32 на болтах. Рамовые подшипники имеют стальные вкладыши 29, залитые баббитом, с кольцевой маслоподводящей канавкой в верхних половинках. Крышки 27 подшипника выполнены из стального литья. Они крепятся к фундаментной раме шпильками 25. Подача масла через верхний вкладыш рамовых подшипников к мотылевым и головным подшипникам показана стрелками.
Коленчатый вал состоит из рамовых и шатунных шеек, щек и соединительных фланцев. Рамовые шейки, щеки и шатунная шейка образуют колено, или кривошип (мотыль), вала (мотыль — старое название, имеющее широкое распространение). Расстояние от центра рамовой до центра шатунной шейки называется радиусом кривошипа. Коленчатый вал — одна из наиболее ответственных и напряженных деталей. Стоимость коленчатого вала составляет около 15% стоимости двигателя. Моторесурс двигателя обычно зависит от срока службы вала (до проточки или шлифовки его шеек).
К коленчатым валам судовых дизелей предъявляют требования обеспечения необходимой прочности, жесткости и износоустойчивости.
Вал нагружается силами давления газа и силами инерции поступательно движущихся и вращающихся масс и подвергается одновременному действию знакопеременных изгибающих и крутящих моментов. В результате воздействия этих сил и моментов материал вала «работает» на усталость. Усталость металла объясняется возникновением в наиболее слабом месте микроскопической трещины, которая под влиянием знакопеременной нагрузки растет, уменьшая расчетное сечение и вызывая рост напряжений. В итоге напряжения превышают предел прочности материала, вызывая быстрое разрушение деталей.
В данной курсовой работе рассматривается ремонт вкладыша мотылевого подшипника.
Вкладыш подшипника изготовлен из баббита БС (ГОСТ 1320-74).
БС – свинцовый баббит имеет δв.р не менее 8,6 кГ/мм2 и с δв.и не менее 14,7 кГ/мм2, твердость 20-25 НВ.
Химический состав баббита приведен в таблице 1.
Таблица – 2. Химический состав баббита БС,%
| Fe | Cu | Pb | Zn | Sb | Ni | Sn | Cd |
| до 0.1 | 0.-1.2 | 75 | 0.1-0.3 | 13-15 | 0.2-0.6 | 8-10 | 0.3-0.6 |
2. Дефектация
2.1 Цели и задачи дефектации
Технологический процесс, который носит название дефектация, служит для оценки технического состояния деталей с последующей их сортировкой на группы годности. В ходе этого процесса производится проверка соответствия деталей техническим требованиям, изложенным в технических условиях на ремонт или в руководствах по ремонту, при этом применяется сплошной контроль, т. е. контроль каждой детали.
0 комментариев