Расчет такта поточной линии
Выбор типа конвейерной линии
Расчет списочного и явочного числа производственных рабочих
Составление штатной расстановки и штатного расписания рабочих
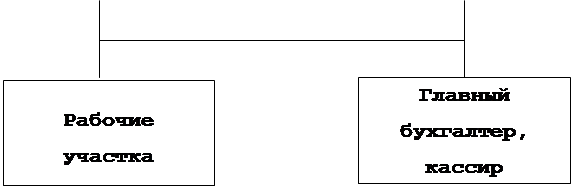
Построение организационной структуры управления цехом (участком)
Организация технического контроля
Смета прямых расходов
Расчет затрат на содержание и эксплуатацию оборудования
Смета общепроизводственных расходов
Составление калькуляции себестоимости изделия
Смета затрат на производство
Расчет цены, прибыли и распределение прибыли
Навигация
Расчет такта поточной линии
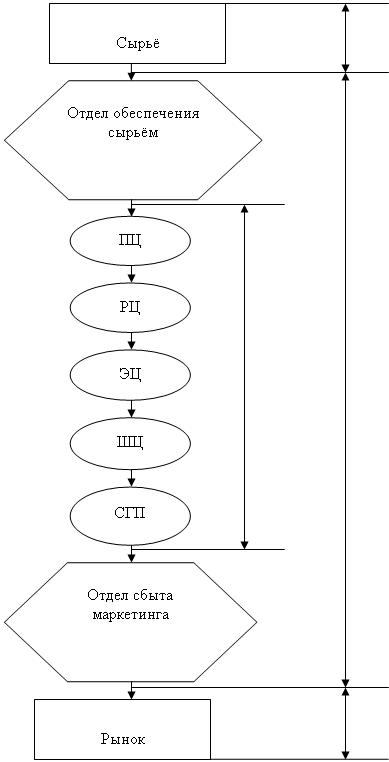
Организация производства электронных изделий
52296
знаков
14
таблиц
0
изображений
1.4.1 Расчет такта поточной линии
Исходным параметром расчета поточной однопредметной линии является ее такт.
Определяем средний такт однопредметной поточной линии по цеху:
![]() , (мин/шт) (9)
, (мин/шт) (9)
Действительный суточный фонд работы линии:
![]() , (н-час) (10)
, (н-час) (10)
где ![]() - продолжительность смены в сутки, принимается равной 8 часам;
- продолжительность смены в сутки, принимается равной 8 часам;
![]() - коэффициент, учитывающий планируемые простои оборудования по организационно-техническим причинам, в расчетах принимается 0,1-0,15;
- коэффициент, учитывающий планируемые простои оборудования по организационно-техническим причинам, в расчетах принимается 0,1-0,15;
![]() - коэффициент сменности работы оборудования в сутки, принимается равным 2.
- коэффициент сменности работы оборудования в сутки, принимается равным 2.
Тогда действительный суточный фонд времени линии будет равен:
![]() н-час
н-час
Определим средний такт однопредметной поточной линии по цеху:
![]() мин/шт
мин/шт
Число рабочих мест на i-ой операции определяется по формуле:
![]() (11)
(11)
Рассчитаем число рабочих мест
1. Для сборки: ![]() . Принимаем
. Принимаем ![]() .
.
2. Для монтажа: ![]() . Принимаем
. Принимаем ![]() .
.
3. Для регулирования: ![]() . Принимаем
. Принимаем ![]() .
.
4. Для контроля: ![]() . Принимаем
. Принимаем ![]() .
.
Средний коэффициент загрузки рабочих мест определяется
 (12)
(12)
![]()
Количество поточных линий определяется по формуле:
 (13)
(13)
где 30…40 - количество рабочих мест в среднем на одной j-й линии.
Тогда количество поточных линий будет равно:
![]()
Количество рабочих мест, их загрузку по операциям техпроцесса по цеху (участку) и одной поточной линии сводим в таблицу 3
Таблица 3
Количество рабочих мест, их загрузка по цеху, поточной линии
| Номер операции техпроцесса | Трудоемкость, н-час | Количество рабочих мест | Количество поточных линий | Количество рабочих мест на одной поточной линии | Коэффицент загрузки, % | ||
| Расч | Прин. | Расч. | Прин. | ||||
| 1 | 5,814 | 1,394 | 2 | 1 | 1,394 | 2 | 1,394 |
| 2 | 3,517 | 0,843 | 1 | 0,843 | 1 | 0,843 | |
| 3 | 0,646 | 0,155 | 1 | 0,155 | 1 | 0,155 | |
| 4 | 0,072 | 0,17 | 1 | 0,17 | 1 | 0,17 | |
| Итого | 10,049 | 2,562 | 5 | 2,562 | 5 | 2,562 | |
Поточная линия будет непрерывно-поточной, если достигнута синхронизация операций, т.е. длительность операций равна или кратна такту потока
![]()
Если синхронизация операций отсутствует, то линия будет прерывно-поточной. Затем определяется такт каждой однопредметной j поточной линии
![]() или
или ![]()
![]()
где ![]() - суточная программа запуска ЭУ на каждой j-ой линии.
- суточная программа запуска ЭУ на каждой j-ой линии.
Так как синхронизация отсутствует, то:
![]()
Похожие работы
... хозяйства? 14. Каковы задачи и функции материально-технического обеспечения предприятия? 15. Как осуществляется планирование потребности в материальных ресурсах? 3.7 Совершенствование организации производства и оценка ее экономической эффективности Основные пути развития организационных резервов Многообразие производственно-технических условий работы промышленных предприятий ...
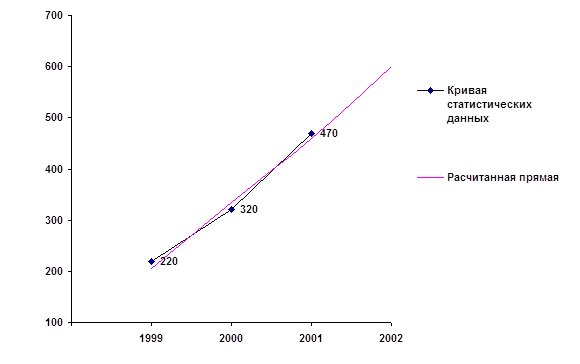
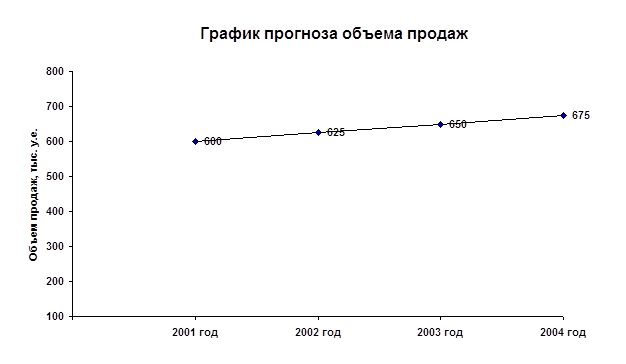
... объем продаж. По данным графика можно отметить, что объемы реализации продукции в течение нескольких лет будут равномерно расти. Организационный план При организации производства прибора сразу не обязательно будет открывать предприятие, следует зарегистрироваться как частный предприниматель, а значит, затраты на регистрацию можно свести к минимуму. Этого на первых порах ...
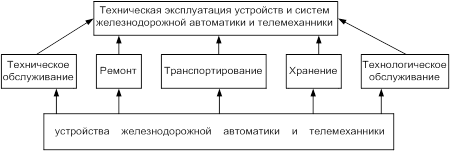
... заявке руководителя или диспетчера дистанции сигнализации и связи дает приказ машинисту локомотива на остановку поезда для доставки к месту работы и обратно работников дистанции сигнализации и связи, направляющихся для устранения отказа. Порядок производства работ, который должен выполняться при технической эксплуатации устройств и систем ЖАТ, в том числе при устранении их отказов, для соблюдения ...

... , что позволяет подвезти пачки к любому рабочему месту. Планировка цеха с расстановкой оборудования представлена на рисунке 5 5.3 Организация технологического процесса в швейном цехе Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество. Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В ...
0 комментариев